一种反向拼板系统
文献发布时间:2023-06-19 10:46:31
技术领域
本发明涉及PCB生产技术领域,具体涉及一种反向拼板系统。
背景技术
现有的PCB加工通常是通过PCB制造系统平台下单,订单信息由业务端系统发起,再进入到生产端系统加工。然而,此系统平台使得订单的下单入口只有一个,也就意味着订单必须在PCB系统平台上录入订单后方可执行拼板生产的加工,无法兼容其他协同工厂的订单导入,订单模式呈单一化,无法实现真正意义上的协同加工需求。而且由于订单进入PCB加工工厂形式单一,当订单数量不足时会导致拼板利用率不高,随着投料加工单数增加和小批量订单品种增多,会导致PCB加工工厂的加工成本显著提高,造成了极大的材料浪费。
综上,亟待设计一种可解决上述问题,显著降低加工成本,减少浪费的反向拼板系统。
发明内容
本发明的目的是针对现有技术中存在的上述问题,提供了一种反向拼板系统。
为了实现上述发明目的,本发明采用了以下技术方案:一种反向拼板系统包括协同工厂订单接口和系统平台;所述协同工厂订单接口与协同工厂生产端系统通信连接;所述系统平台上设有拼板数据接口,所述拼板数据接口与协同工厂订单接口通信连接;所述反向拼板系统还包括以下控制步骤:协同工厂生产端系统接单,系统平台接单;协同工厂生产端系统通过订单接口将订单发送到系统平台的数据库内;系统平台通过数据处理模块将协同工厂的订单和系统平台的订单合拼生成总订单;根据总订单执行拼板生产加工。
工作原理及有益效果:1、本方案相比现有技术,不仅只有系统平台一个下单入口,而是将协同工厂内部的订单与系统平台的订单结合,使得系统平台上的订单和多个协同工厂的订单能够进行合拼操作,有效解决了现有技术由于订单数量不足导致的拼板利用率低的问题,显著降低协同工厂的生产成本,减少了材料的浪费;
2、本方案使得系统平台的订单具有了更多的协同选择,原先同一批次的订单下发给协同工厂的同一板上订单数量少,而本方案可提高了拼板的利用率,使得协同工厂的收益更高且成本更低,显著提高了协同工厂的经济效益;
3、原先为了减少成本,需要等待其他订单再进行拼板并下发生产,采用本方案可有效地减少等待时间,显著缩短加工周期,提前交付给客户;
4、相比原先系统平台单一下单和协同工厂单独下单的方式,本方案在合拼协同工厂的订单后,使得每个接收加工的协同工厂接收到的订单更多,同时具有较高的拼板利用率,对于协同工厂可提升经济效率,降低成本,对于客户,在降低成本后,可享受更低的加工价格和更短的交付周期。
5、通过对各订单的精准匹配,有效地重新整合资源,可有效地提高各协同工厂的产量。
进一步地,所述订单合拼方法如下所述:读取订单文件;计算最优组合排版模式;将最优组合排版模式的坐标记录并转换到图形合拼;将图像合拼转换为数据合拼、数据封边及数据输出;生成合拼订单的加工数据图纸;根据合拼后的订单特性通过平板数据接口和协同工厂订单接口自动匹配到对应的协同工厂生产端系统加工。现有技术单纯只是考虑单独一个订单内各PCB板面积和层数,然后通过软件进行自动拼板,没有考虑到多个订单的PCB板,无法更好地利用现有的资源,而方案可更好地整合协调现有的资源,进一步地提升拼板利用率,从而减少各协同工厂生产成本,提高各协同工厂的经济效益。
进一步地,所述加工数据图纸至少包括生产加工流程表、开料图纸、压合结构图及钻孔表。生成上述数据,可方便协同工厂进行加工,无需单独从系统平台或其他的协同工厂请求加工图纸。
进一步地,所述订单特性至少包括订单面积、工艺、层数、流程及交付周期。现有技术基本只是考虑订单的订单面积、工艺、层数及流程这些硬件方面的问题,没有考虑到交付周期,无法实现资源的更好利用,加工形式过于单一,而本方案在结合协同工厂和系统平台的基础上,额外将交付周期加入订单合拼的范围内,可更好地将交付周期接近的订单合拼在一起,减少统一拼板上存在交付周期差距过大的订单导致订单无法准时交付的问题发生。
进一步地,所述系统平台上设有平台自有业务订单池和平台合拼订单池,所述协同工厂生产端系统上设有协同订单池,所述协同工厂生产端系统通过协同工厂订单接口和拼板数据接口将协同订单池内的订单送入到平台合拼订单池内,所述系统平台将平台自有业务订单池的订单送入到平台合拼订单池与协同工厂的订单进行匹配合拼。上述设置中本系统具有结构简单,操作步骤清晰明了的优点。
进一步地,对需要合拼的订单中的订单特性每项进行加权计算,计算匹配度最高的至少两个订单,将所述配合后的订单进行面积合拼计算调整出板材利用率最高的组合排版模式。先根据订单的其他特性进行匹配合拼,然后对匹配到的订单内的各产品进行面积匹配,比如在工艺、层数、流程及交付周期一致的情况下,此时的合拼订单只需要考虑怎样才能最大程度地利用平板,而经过再一次的以面积特性的合拼计算,可得出最佳的组合排版模式,而且由于面积计算的计算负载较大,因此本方案先不采用面积计算,最后再使用面积计算,可显著的减少无用的计算,减少系统平台的计算负担。
进一步地,所述订单文件通过FTP文件传输模式传输。文件传输协议(FileTransferProtocol,FTP)是用于在网络上进行文件传输的一套标准协议,它工作在OSI模型的第七层,TCP模型的第四层,即应用层,使用TCP传输而不是UDP,客户在和服务器建立连接前要经过一个“三次握手”的过程,保证客户与服务器之间的连接是可靠的,而且是面向连接,为数据传输提供可靠保证,FTP允许用户以文件操作的方式(如文件的增、删、改、查、传送等)与另一主机相互通信。然而,用户并不真正登录到自己想要存取的计算机上面而成为完全用户,可用FTP程序访问远程资源,实现用户往返传输文件、目录管理以及访问电子邮件等等,即使双方计算机可能配有不同的操作系统和文件存储方式,因此此设置具有更好地兼容性,适用范围广。优选地,还可以用现有的企业云盘来取代FTP解决方案,无需用户自行搭建,也无需过多的存储设备,利用企业云盘可更好地跟上数字化企业在云化和移动化的发展趋势。
进一步地,所述订单特性还包括交付地址,将交付地址与协同工厂距离近的订单优先合拼。将交付地址考虑进去,可避免将物料成本过高的订单分配给某一协同工厂,导致协同工厂虽然生产成本降低,但是物流成本提高了,最终导致加工价格上涨。
进一步地,所述反向拼板系统还包括协同工厂生产端系统接单与系统平台接单的合拼等待时间,当协同工厂生产端系统的订单和系统平台的订单无法在合拼等待时间内无法匹配到更优的合拼对象时,则直接选择现有最优组合排版模式执行拼板生产加工。在设定合拼等待时间后,可有效地减少各订单为了匹配更好地订单所等待很长时间的问题发生,有利于提高生产效率。
进一步地,所述数据库存储于云服务器中。
附图说明
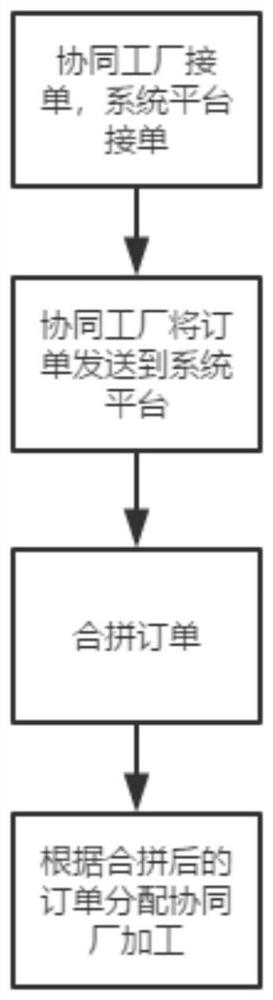
图1是本发明的一种较佳实施例的流程图;
图2是本发明订单合拼方法的一种较佳实施例的流程图;
图3是本发明的一种较佳实施例简化流程图;
图4是本发明的一种较佳实施例简化流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
本领域技术人员应理解的是,在本发明的披露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
如图1和3所示,本反向拼板系统包括协同工厂订单接口和系统平台;所述协同工厂订单接口与协同工厂生产端系统通信连接;
所述系统平台上设有拼板数据接口,所述拼板数据接口与协同工厂订单接口通信连接;
所述反向拼板系统还包括以下控制步骤:
S100:协同工厂生产端系统接单,系统平台接单,其中协同工厂和系统平台都在时刻独自接单;
S200:协同工厂生产端系统通过订单接口将订单发送到系统平台的数据库内,其中所述数据库存储于云服务器中;
S300:系统平台通过数据处理模块将协同工厂的订单和系统平台的订单合拼生成总订单;
S400:根据总订单执行拼板生产加工。
如图2所示,具体地,所述订单合拼方法如下所述:
S310:读取订单文件;
S320:计算最优组合排版模式;
S330:将最优组合排版模式的坐标记录并转换到图形合拼;
S340:将图像合拼转换为数据合拼、数据封边及数据输出,
其中数据合拼:是指将文件的线路、阻焊、文字、钻孔、外形数据进行自动合并;
数据封边:是指数据合拼完成后的文件,做数据包装,形成生产加工锁需要的工具文件;
数据输出:是指将封边完成的工具自动输出到指定的文件目录存储;
S350:生成合拼订单的加工数据图纸,所述加工数据图纸至少包括生产加工流程表、开料图纸、压合结构图及钻孔表;
S360:根据合拼后的订单特性通过平板数据接口和协同工厂订单接口自动匹配到对应的协同工厂生产端系统加工,所述订单特性至少包括订单面积、工艺、层数、流程及交付周期。现有技术基本只是考虑订单的订单面积、工艺、层数及流程这些硬件方面的问题,没有考虑到交付周期,无法实现资源的更好利用,加工形式过于单一,而本方案在结合协同工厂和系统平台的基础上,额外将交付周期加入订单合拼的范围内,可更好地将交付周期接近的订单合拼在一起,减少统一拼板上存在交付周期差距过大的订单导致订单无法准时交付的问题发生。
S361:对需要合拼的订单中的订单特性每项进行加权计算,计算匹配度最高的至少两个订单,将所述配合后的订单进行面积合拼计算调整出板材利用率最高的组合排版模式。先根据订单的其他特性进行匹配合拼,然后对匹配到的订单内的各产品进行面积匹配,比如在工艺、层数、流程及交付周期一致的情况下,此时的合拼订单只需要考虑怎样才能最大程度地利用平板,而经过再一次的以面积特性的合拼计算,可得出最佳的组合排版模式,而且由于面积计算的计算负载较大,因此本方案先不采用面积计算,最后再使用面积计算,可显著的减少无用的计算,减少系统平台的计算负担。
在本实施例中,所述订单特性还包括交付地址,将交付地址与协同工厂距离近的订单优先合拼。将交付地址考虑进去,可避免将物料成本过高的订单分配给某一协同工厂,导致协同工厂虽然生产成本降低,但是物流成本提高了,最终导致加工价格上涨。
在本实施例中,所述反向拼板系统还包括协同工厂生产端系统接单与系统平台接单的合拼等待时间,当协同工厂生产端系统的订单和系统平台的订单无法在合拼等待时间内无法匹配到更优的合拼对象时,则直接选择现有最优组合排版模式执行拼板生产加工。在设定合拼等待时间后,可有效地减少各订单为了匹配更好地订单所等待很长时间的问题发生,有利于提高生产效率。
请参阅图4,在本实施例中,所述系统平台上设有平台自有业务订单池和平台合拼订单池,所述协同工厂生产端系统上设有协同订单池,所述协同工厂生产端系统通过协同工厂订单接口和拼板数据接口将协同订单池内的订单送入到平台合拼订单池内,所述系统平台将平台自有业务订单池的订单送入到平台合拼订单池与协同工厂的订单进行匹配合拼。如图中所示,各协同订单池与平台自有业务订单池在平台合拼订单池内合拼。
现有技术单纯只是考虑单独一个订单内各PCB板面积和层数,然后通过软件进行自动拼板,没有考虑到多个订单的PCB板,无法更好地利用现有的资源,而方案可更好地整合协调现有的资源,进一步地提升拼板利用率,从而减少各协同工厂生产成本,提高各协同工厂的经济效益。
具体地,所述订单文件通过FTP文件传输模式传输。文件传输协议(FileTransferProtocol,FTP)是用于在网络上进行文件传输的一套标准协议,它工作在OSI模型的第七层,TCP模型的第四层,即应用层,使用TCP传输而不是UDP,客户在和服务器建立连接前要经过一个“三次握手”的过程,保证客户与服务器之间的连接是可靠的,而且是面向连接,为数据传输提供可靠保证,FTP允许用户以文件操作的方式(如文件的增、删、改、查、传送等)与另一主机相互通信。然而,用户并不真正登录到自己想要存取的计算机上面而成为完全用户,可用FTP程序访问远程资源,实现用户往返传输文件、目录管理以及访问电子邮件等等,即使双方计算机可能配有不同的操作系统和文件存储方式,因此此设置具有更好地兼容性,适用范围广。优选地,还可以用现有的企业云盘来取代FTP解决方案,无需用户自行搭建,也无需过多的存储设备,利用企业云盘可更好地跟上数字化企业在云化和移动化的发展趋势。
本发明未详述部分为现有技术,故本发明未对其进行详述。
可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
尽管本文较多地使用了专业术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
本发明不局限于上述最佳实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本申请相同或相近似的技术方案,均落在本发明的保护范围之内。
- 一种反向拼板系统
- 一种反向寻车系统及基于该系统的反向寻车方法