制造玻璃层叠基材的设备和制造玻璃层叠基材的方法
文献发布时间:2024-04-18 19:44:28
相关申请的交叉参考
本申请根据35 U.S.C.§119基于并要求2020年12月21日向韩国专利局提交的韩国专利申请第10-2020-0179919号的优先权,其公开内容全文通过引用结合入本文。
背景技术
1.技术领域
本发明概念涉及制造玻璃层叠基材的设备和方法。
2.相关技术说明
可以出于各种目的对玻璃层叠基材进行切割,例如:电连接、把手制造以及通风等。例如,可以采用诸如CNC铣床、水射流或钻孔之类的技术对玻璃层叠基材进行切割。近年来,存在对于大量玻璃层叠基材的快速切割方法的活跃研究。
发明内容
本发明概念提供了玻璃层叠基材的制造设备和方法,由此可以快速地制造大量玻璃层叠基材。
其它方面将部分地在以下描述中指出,部分来说,它们通过描述不难理解,或者可以通过实施本公开内容的实施方式而了解。
根据本发明方面,提供了制造玻璃层叠基材的设备,其包括:室,切割玻璃层叠基材的切割设备,切割设备布置在室中且包括:第一切割传输机带,构造成以第一方向运输玻璃层叠基材;第二切割传输机带,布置成在第一方向上与第一切割传输机带间隔开且构造成以第一方向运输玻璃层叠基材;以及水射流切割设备,构造成通过朝向位于第一切割传输机带与第二切割传输机带之间的空间中的玻璃层叠基材喷洒切割液体来切割玻璃层叠基材,以及布置在室中的切割设备旁边的表面加工设备用于对玻璃层叠基材的表面进行加工,表面加工设备包括:表面加工传输机带,布置成在第一方向上与第二切割传输机带间隔开且构造成以第一方向运输玻璃层叠基材;斜切(beveling)设备,布置成位于表面加工传输机带上方且构造成对经过切割(cut)的玻璃层叠基材的一部分进行倒角(chamfer);清洁设备,布置成位于表面加工带上方且构造成对玻璃层叠基材的表面进行清洁;以及布置成位于表面加工传输机带上方且构造成对玻璃层叠基材的表面进行干燥。
在实施方式中,玻璃层叠基材的切割设备还可以包括:水射流罐,其布置在第一切割传输机带与第二切割传输机带之间且构造成储存从水射流切割设备排出的切割液体。
在实施方式中,玻璃层叠基材的切割设备还可以包括:第三切割传输机带,其布置成在第一方向上与第二切割传输机带间隔开且构造成以第一方向运输玻璃层叠基材,以及水射流切割设备还可以构造成以平行于第一方向的方向移动以及朝向布置在第一切割传输机带与第二切割传输机带之间的玻璃层叠基材或者布置在第二切割传输机带与第三切割传输机带之间的玻璃层叠基材中的至少一个喷洒切割液体。
在实施方式中,水射流罐还可以构造成基于处于平行于第一方向的方向的水射流切割设备的移动在室中以平行于第一方向的方向移动。
在实施方式中,斜切设备可以包括:底座部分,布置在底座部分上方且构造成通过转动对玻璃层叠基材的玻璃层进行研磨的玻璃斜切部分,以及布置在底座部分下方且构造成通过转动对玻璃层叠基材的玻璃层下面的基材进行研磨的基材斜切部分。
在实施方式中,清洁设备可以包括清洁液体喷洒器,其构造成将清洁液体喷洒到玻璃层叠基材的表面上。
在实施方式中,干燥设备可以包括气刀(air knife)或气幕(air curtain)中的至少一种,其构造成将空气喷洒到玻璃层叠基材的表面上。
在实施方式中,第一切割传输机带、第二切割传输机带或者表面加工传输机带中的至少一个可以包括:布置成在第一方向上彼此间隔开的多个辊,围绕所述多个辊且在其表面中具有多个真空孔的运输带,以及构造成向运输带的所述多个真空孔供给低压的真空泵。
在实施方式中,第一切割传输机带、第二切割传输机带或者表面加工传输机带中的至少一个可以包括:布置成在第一方向上彼此间隔开的多个辊,以及围绕所述多个辊且包括橡胶磁铁的运输带。
在实施方式中,第一切割传输机带、第二切割传输机带或者表面加工传输机带中的至少一个可以包括:布置成在第一方向上彼此间隔开且分别包含顺磁材料的多个辊,所述顺磁材料以平行于磁场方向的方向进行磁化,围绕所述多个辊的运输带,以及构造成产生磁场从而对所述多个辊进行磁化的磁场产生设备。
在实施方式中,第一切割传输机带、第二切割传输机带或者表面加工传输机带中的至少一个还可以包括:构造成产生磁场从而对所述多个辊进行磁化的磁场产生设备,以及所述多个辊每一个可以包括以平行于磁场方向的方向进行磁化的顺磁材料。
根据本发明概念的另一个方面,提供了玻璃层叠基材的制造方法,其包括:对玻璃层叠基材进行切割,对玻璃层叠基材的一部分进行倒角,对玻璃层叠基材进行清洁,以及对玻璃层叠基材进行干燥,其中,在单个室中进行玻璃层叠基材的切割、倒角、清洁和干燥。
在实施方式中,玻璃层叠基材的切割可以包括:经由第一切割传输机带以第一方向运输玻璃层叠基材;通过使用水射流切割设备,对通过了第一切割传输机带的一部分的玻璃层叠基材进行切割;以及经由与第一方向的第一切割传输机带间隔开的第二切割传输机带对经过切割的玻璃层叠基材进行运输。
在实施方式中,通过使用水射流切割设备,对通过了第一切割传输机带的一部分的玻璃层叠基材进行切割可以包括:基于以平行于第一方向的方向的水射流切割设备的移动,来控制储存了通过水射流切割设备进行喷洒的切割液体的水射流罐的移动。
在实施方式中,经由第一切割传输机带以第一方向运输玻璃层叠基材可以包括以下任一种:通过真空将玻璃层叠基材固定在第一切割传输机带上和通过静电吸引将玻璃层叠基材固定在第一切割传输机带上,以及经由第二切割传输机带以第一方向运输玻璃层叠基材可以包括以下任一种:通过真空将玻璃层叠基材固定在第二切割传输机带上和通过静电吸引将玻璃层叠基材固定在第二切割传输机带上。
在实施方式中,对玻璃层叠基材的一部分进行倒角可以包括:当玻璃层叠基材以第一方向移动时,通过斜切设备的转动对玻璃层叠基材的玻璃层和布置在玻璃层下方的基材进行研磨。
在实施方式中,玻璃层叠基材的清洁可以包括:当玻璃层叠基材以第一方向移动时,将清洁液体喷洒到玻璃层叠基材的表面上。
在实施方式中,玻璃层叠基材的干燥可以包括:当玻璃层叠基材以第一方向移动时,将空气喷洒到玻璃层叠基材的表面上。
在实施方式中,方法还可以包括:对玻璃层叠基材的表面进行检查,以及对玻璃层叠基材进行封装,其中,在单个室中进行玻璃层叠基材的切割、倒角、清洁、干燥、检查和封装。
根据实施方式的玻璃层叠基材的制造设备可以包括:室,布置在室中且构造成对玻璃层叠基材进行切割的切割设备,以及布置在室中且构造成对通过切割设备进行了切割的玻璃层叠基材的表面进行加工的表面加工设备。
因此,根据玻璃层叠基材的制造设备和包括玻璃层叠基材的制造设备的玻璃层叠基材的制造方法,可以在单个室中快速地制造大量的玻璃层叠基材。
附图说明
结合附图,会更清楚地理解本公开内容的某些实施方式的上述和其他方面、特性和优势,其中:
图1显示玻璃层叠基材及其横截面的示意图;
图2是根据比较例的玻璃层叠基材的制造设备图;
图3是根据实施方式的玻璃层叠基材的制造设备的横截面图;
图4至6是根据实施方式的玻璃层叠基材的切割设备的横截面图;
图7是根据实施方式的玻璃层叠基材的边缘处理设备的横截面图;
图8是根据实施方式的玻璃层叠基材的清洁设备的横截面图;
图9是根据实施方式的玻璃层叠基材的干燥设备的横截面图;
图10和12是根据实施方式的传输机带的横截面图;
图13是根据实施方式的玻璃层叠基材的制造方法的流程图;
图14是根据实施方式的玻璃层叠基材的切割操作的流程图;以及
图15是根据实施方式的玻璃层叠基材的制造方法的流程图。
具体实施方式
下面详细参考实施方式,这些实施方式的例子在附图中示出,其中在全文中,相同附图标记表示相同元件。对此,本实施方式可以具有不同形式并且不应被解读成限定于本文所述内容。因此,下文仅仅参照附图对实施方式进行了描述,从而对本说明书的方面进行解释。如本文所用,术语“和/或”包括所列的相关对象中的一种或多种的任意组合以及全部组合。当例如“.......中的至少一种”之类的表述在一连串要素之后时,所述表述修饰该一连串要素而不是修饰一连串要素中的单个要素。
在此将参照附图更完整地描述本公开内容,其中,附图中显示了本公开内容的实施方式。然而,本公开内容可以用于许多不同形式,并且不应理解为限于本文所述的实施方式;
相反地,提供这些实施方式使得本公开内容会是透彻且完整的,并且会向本领域技术人员完整转达本公开内容的概念。附图中相同的附图标记表示相同元素。此外,附图中的各种元件和区域是示意性展现的。因此,本公开内容的概念不限于附图中所示的相对尺寸或间隔。
虽然可能使用了诸如“第一”、“第二”等术语来描述各种组件,但是此类组件不受到上述术语的限制。上述术语仅用于将一个组件与另一个组件区分开来。例如,可以将第一构成元件称作第二构成元件,反之亦可,这没有背离本公开内容的正确范围。
用于说明书中的术语是用来解释具体实施方式,而不是用来对本公开内容进行限制。因而,除非上下文中另有明确规定,否则在说明书中以单数形式使用的表述也包括了其复数形式的表述。此外,诸如“包括”或“包含”之类的术语可以解读为表示某些特性、数字、步骤、操作、构成元素或其组合,但是不可以解读为排除添加一种或多种其他特性、数字、步骤、操作、构成元素或其组合的存在或者可能性。
除非另外定义,否则本文使用的所有术语(包括技术或科学术语)的意思与本公开内容所属领域的普通技术人员所通常理解的是一样的。通常使用的词典中定义的术语解读为具有与相关技术上下文中的含义相匹配,并且除非另有明确定义,否则不应解读为理想形式或过度形式。
当某个实施方式可以以不同的方式实施时,具体的过程顺序可以与所述顺序不同。例如,所述的两个连续过程可以基本上同时进行或者以与所述顺序相反的顺序进行。
在附图中,由于例如制造技术和/或公差的原因,预计所示的形状有所变化。因此,本公开内容的实施方式不应解读为限于本文所示区域的特定形状,而是包括例如由于制造导致的形状偏差。如本文所用,术语“和/或”包括所列的相关对象中的一种或多种的任意组合以及全部组合。
此外,本文所用术语“基材”可以表示基材自身或者包含基材以及其上形成的某些层或膜的堆叠结构。此外,本文所用术语“基材的表面”可以表示基材自身的暴露表面,或者外表面,例如形成在基材上的某些层或膜。
图1是玻璃层叠基材10的示意图,显示其横截面
参见图1,玻璃层叠基材10可以包括:基材11,层叠到基材11上的玻璃层13,以及用于将玻璃层13层叠到基材11上的粘合剂层12。例如,玻璃层叠基材10可以具有这样的结构,其中,基材11、粘合剂层12和玻璃层13依次堆叠。
在实施方式中,可以通过如下所述的用于制造玻璃层叠基材的设备100(参见图3)来制造玻璃层叠基材10。例如,玻璃层叠基材10可以通过用于制造玻璃层叠基材的设备100进行切割。例如,玻璃层叠基材10的切割表面可以通过用于制造玻璃层叠基材的设备100进行研磨。例如,玻璃层叠基材10可以通过用于制造玻璃层叠基材的设备100进行清洁和干燥。
下文具体参考图3至15来对根据实施方式的涉及玻璃层叠基材10的切割、研磨、清洁和干燥等技术概念进行描述。
玻璃层叠基材10的基材11可以包括:金属、木材、无机材料、有机材料或其组合,但本公开内容不限于此。例如,基材11可以包括:高压力层叠体(HPL)、涂料涂覆金属(PCM)、中密度纤维板(MDF)、乙烯涂覆金属(VCM)或者钢材,但本公开内容不限于此。在实施方式中,基材11的厚度ds可以约为500微米或更大。
玻璃层叠基材10的玻璃层13可以包括:硼硅酸盐、铝硅酸盐、硼铝硅酸盐、碱性硼硅酸盐、碱性铝硅酸盐、碱性硼铝硅酸盐或者钠钙硅酸盐玻璃,但本公开内容不限于此。
在实施方式中,在玻璃层13的表面中,可以将形成了玻璃层叠基材10的顶层的表面定义为第一表面13S1。例如,玻璃层13的第一表面13S1可以是暴露于外侧的玻璃层13的上表面。此外,在玻璃层13的表面中,可以将接触粘合剂层12的表面定义为第二表面13S2。例如,玻璃层13的第二表面13S2可以与第一表面13S1相反且可以是不暴露于外侧的玻璃层13的下表面。
在实施方式中,玻璃层13的厚度dg可以约为25微米或更大。例如,玻璃层13的厚度dg可以是约25微米至约700微米。具体来说,玻璃层13的厚度dg可以是约100微米至约150微米。
玻璃层叠基材10的粘合剂层12可以是将基材11与玻璃层13牢固结合的层。例如,粘合剂层12可以包括:压敏粘合剂(PSA)、光学透澈树脂(OCR)或者光学透澈粘合剂(OCA),但本公开内容不限于此。
在实施方式中,粘合剂层12的厚度da可以是约50微米至约300微米。具体来说,粘合剂层12的厚度da可以是约75微米至约125微米。
在实施方式中,玻璃层叠基材10还可以包括位于基材11与粘合剂层12之间的图像膜层(未示出)。图像膜层可以是这样的膜,其中,将图像层打印到聚合物基底上。
在实施方式中,聚合物基底可以包括:聚丙烯(PP)膜、聚对苯二甲酸乙二醇酯(PET)膜、聚苯乙烯(PS)膜、丙烯腈丁二烯苯乙烯(ABS)树脂膜、高密度聚乙烯(HDPE)膜、低密度聚乙烯(LDPE)膜、聚氯乙烯(PVC)膜、聚萘二甲酸乙二醇酯膜、聚对苯二甲酸丁二醇酯膜、聚碳酸酯(PC),或其堆叠膜。
在实施方式中,图像层可以是其上打印了字母、图像和符号等内容的打印层。可以通过例如喷墨打印或者激光打印来形成图像层。图像层可以包括用于喷墨打印机的墨的颜料组分或者用于激光打印机的碳粉的颜料组分。
图2是根据比较例的玻璃层叠基材10的制造设备100’的图。
参见图2,根据比较例的玻璃层叠基材10的制造设备100’可以包括开放罐110’和水射流装置120’。
开放罐110’可以具有下表面110a’和以垂直于下表面110a’的方向延伸的侧表面110b’。开放罐110’可以包括在其上部分中的开口。例如,开放罐110’可以具有桶形状,其具有为其上部分中的玻璃层叠基材10提供了移动路径的开口。
开放罐110’的内空间可以是由下表面110’和侧表面110b’限定的空间。玻璃层叠基材10可以布置在开放罐110’的内空间中进行切割。
水射流装置120’可以构造成将切割液体喷洒到玻璃层叠基材10的表面的表面上。水射流装置120’可以以高压将切割液体喷洒到布置在开放罐110’的内空间中的玻璃层叠基材10的表面上。玻璃层叠基材10可以通过由水射流装置120’提供的高压切割液体进行切割。此外,水射流装置120’喷洒的液体可以容纳在开放罐110’的内空间中。
根据比较例的通过采用玻璃层叠基材10的制造设备100’来制造玻璃层叠基材10的方法可以包括:将玻璃层叠基材10输入到开放罐110’的内空间中;通过使用水射流装置120’对布置在开放罐110’中的玻璃层叠基材10进行切割;从开放罐110’的内空间运载经过切割的玻璃层叠基材10,以及对经过切割的玻璃层叠基材10的切割表面进行加工等。
根据比较例,将玻璃层叠基材10输入到开放罐110’的内空间中以及从开放罐110’的内空间运载经过切割的玻璃层叠基材10的操作可以是通过诸如机器臂之类的运输元件进行。
作为根据比较例的玻璃层叠基材10的制造方法包括将玻璃层叠基材10输入到开放罐110’的内空间中以及从开放罐110’的内空间运载经过切割的玻璃层叠基材10的操作,并且通过开放罐110’提供的内空间的尺寸实际上是有限的,这可能难以快速地切割大量的玻璃层叠基材10。
在下文描述中,为了解决上述问题,提供了根据实施方式的玻璃层叠基材10的制造设备(图3的100)以及玻璃层叠基材10的制造方法(图13的S100)。
图3是根据实施方式的对玻璃层叠基材100进行制造的设备100的横截面图。图4至6是根据实施方式的对玻璃层叠基材进行切割的设备200a、200b和200c的横截面图。图7是根据实施方式的对玻璃层叠基材10进行边缘处理的设备330的横截面图。图8是根据实施方式的对玻璃层叠基材10进行清洁的设备350的横截面图。此外,图9是根据实施方式的对玻璃层叠基材10进行干燥的干燥设备370的横截面图。
一起参见图3至9,根据实施方式的玻璃层叠基材10的制造设备100可以包括:室110,对玻璃层叠基材进行切割的切割设备200,以及对玻璃层叠基材的表面进行加工的表面加工设备300。
室110可以提供加工空间,其中,多个工艺用于制造玻璃层叠基材10。在实施方式中,室110可以提供加工空间,其中,进行诸如玻璃层叠基材10的切割、研磨、清洁和干燥等之类的工艺。
在实施方式中,室110的加工空间可以是这样的空间,其中,布置了用于对玻璃层叠基材进行切割的切割设备200,以及用于对玻璃层叠基材10的表面进行加工的表面加工设备300等。
在实施方式中,可以在一个室110中排队进行制造玻璃层叠基材10的多个工艺。例如,可能在玻璃层叠基材10的多个工艺(例如,切割工艺、研磨工艺、清洁工艺和干燥工艺等)之间没有提供通过采用运输设备(例如,机器臂)将玻璃层叠基材10运输到下一阶段的操作。因此,可以在一个室110中依次且快速地进行玻璃层叠基材10的切割工艺、研磨工艺、清洁工艺和干燥工艺。
此外,可以在室110中同时制造多个玻璃层叠基材10。例如,可以在室110中同时制造第一至第五玻璃层叠基材10_a、10_b、10_c、10_d和10_e。
在实施方式中,第一玻璃层叠基材10_a可以是其上通过切割设备200进行切割工艺的玻璃层叠基材。此外,第二玻璃层叠基材10_b可以是这样的玻璃层叠基材,其被从切割设备200运输到表面加工设备300,用于在完成切割工艺之后的研磨工艺。此外,第三玻璃层叠基材10_c可以是这样的玻璃层叠基材,在完成了切割工艺之后,在其上进行研磨工艺。此外,第四玻璃层叠基材10_d可以是这样的玻璃层叠基材,在完成了切割工艺和研磨工艺之后,在其上进行清洁工艺。此外,第五玻璃层叠基材10_e可以是这样的玻璃层叠基材,在完成了切割工艺、研磨工艺和清洁工艺之后,在其上进行干燥工艺。
在实施方式中,当第一至第五玻璃层叠基材10_a、10_b、10_c、10_d和10_e以第一方向(即,X方向;即,加工前进方向)运输时,可以同时进行玻璃层叠基材10的切割工艺、研磨工艺、清洁工艺和干燥工艺。
在图3中,虽然显示在室110中进行制造的玻璃层叠基材10的数量为五,但是在室110中进行制造的玻璃层叠基材10的数量不限于上文描述。
一起参见图3至5,用于切割玻璃层叠基材的切割设备200可以构造成对玻璃层叠基材10进行切割。在实施方式中,用于切割玻璃层叠基材的切割设备200可以构造成对玻璃层叠基材10进行切割从而使得玻璃层叠基材10的切割表面具有平坦表面或者弯面。
在实施方式中,对玻璃层叠基材进行切割的切割设备200可以包括:第一切割传输机带210、第二切割传输机带220、水射流切割设备230和水射流罐240。
用于对玻璃层叠基材进行切割的切割设备200的第一切割传输机带210可以是用于以第一方向(即,X方向)运输玻璃层叠基材10的传输机带,以进行玻璃层叠基材10的切割工艺。例如,第一方向(即,X方向)可以是与玻璃层叠基材10的工艺前进方向(即,玻璃层叠基材10的运输方向)基本相同的方向。
在实施方式中,第一切割传输机带210可以包括多个第一切割辊213以及包围第一切割辊213的第一切割运输带215。
在实施方式中,当第一切割辊213顺时针转动时,包围第一切割辊213的第一切割运输带215也可以顺时针转动。因此,放置在第一切割运输带215上的玻璃层叠基材10可以以第一方向(即,X方向)(其是工艺前进方向)运输。
用于对玻璃层叠基材进行切割的切割设备200的第二切割传输机带220可以是用于以第一方向(即,X方向)运输通过水射流切割设备230进行了切割的玻璃层叠基材10的传输机带。此外,第二切割传输机带220可以是构造成从第一切割传输机带210接收玻璃层叠基材10以及以第一方向(即,X方向)运输玻璃层叠基材10的传输机带。
在实施方式中,第二切割传输机带220可以布置成在第一方向(即,X方向)上与第一切割传输机带210间隔开。第一切割传输机带210与第二切割传输机带220之间的间隔空间可以是在其中通过水射流切割设备230对玻璃层叠基材10进行切割的切割空间。
在实施方式中,第二切割传输机带220可以包括多个第二切割辊223以及包围第二切割辊223的第二切割运输带225。
在实施方式中,当第二切割辊223顺时针转动时,包围第二切割辊223的第二切割运输带225也可以顺时针转动。因此,放置在第二切割运输带225上的玻璃层叠基材10可以以第一方向(即,X方向)(其是工艺前进方向)运输。
用于对玻璃层叠基材进行切割的切割设备200的水射流切割设备230可以提供在第一切割传输机带210和第二切割传输机带220的上方且构造成通过将切割液体喷洒到布置在第一切割传输机带210与第二切割传输机带220之间的间隔空间中的玻璃层叠基材10上来对玻璃层叠基材10进行切割。
在实施方式中,通过水射流切割设备230喷洒的切割液体可以是水。然而,本公开内容不限于此,并且切割液体可以是水和磨料的混合水。
在实施方式中,水射流切割设备230可以构造成通过如下方式对玻璃层叠基材10进行切割:将切割液体喷洒到以垂直于玻璃层叠基材10的第一表面13S1延伸方向的方向(即,Y方向)布置在第一切割传输机带210与第二切割传输机带220之间的间隔空间中的玻璃层叠基材10上。然而,本公开内容不限于此,并且水射流切割设备230可以构造成通过如下方式对玻璃层叠基材10进行切割:以相对于轴呈某一角度倾斜的状态喷洒切割液体,所述轴垂直于玻璃层叠基材10的第一表面13S1延伸方向的方向(即,Y方向)延伸。
在实施方式中,水射流切割设备230可以构造成通过如下方式对玻璃层叠基材10进行切割:以相对于第一轴呈约3°至约10°倾斜的状态喷洒切割液体,所述第一轴垂直于玻璃层叠基材10的第一表面13S1延伸方向的方向(即,Y方向)延伸。例如,水射流切割设备230可以构造成通过以相对于第一轴呈约7°至约8°倾斜的状态喷洒切割液体来对玻璃层叠基材10进行切割。
在实施方式中,水射流切割设备230的切割液体的喷洒压力可以灵活调节。例如,用于切割玻璃层叠基材10的玻璃层13的水射流切割设备230的第一喷洒压力可以不同于用于切割玻璃层叠基材10的基材11的水射流切割设备230的第二喷洒压力。例如,第一喷洒压力可以小于第二喷洒压力。
例如,用于切割玻璃层叠基材10的玻璃层13的水射流切割设备230的第一喷洒压力可以约为25,000psi或更小。此外,用于切割玻璃层叠基材10的基材11的水射流切割设备230的第二喷洒压力可以约为80,000psi或更小。例如,第二喷洒压力可以是约25,000psi至约80,000psi。
在实施方式中,水射流切割设备230可以包括:构造成喷洒切割液体的喷洒喷嘴233,构造成向切割液体施加压力的泵235,以及用于储存切割液体的储存罐(未示出)等。
在实施方式中,根据泵235提供的高压力,可以以高速度将从储存罐移动到喷洒喷嘴233的切割液体提供到玻璃层叠基材10上。
在实施方式中,水射流切割设备230可以通过喷洒喷嘴233喷洒切割液体,所述喷洒喷嘴233的状态为以垂直方向与玻璃层叠基材10间隔约10毫米至约20毫米。然而,本公开内容不限于此,并且水射流切割设备230与玻璃层叠基材10的垂直方向上的间隔距离可以灵活调节。
在实施方式中,通过第一切割传输机带210和第二切割传输机带220以第一方向(即,X方向)运输玻璃层叠基材10的同时,水射流切割设备230可以通过将切割液体喷洒到玻璃层叠基材10的第一表面13S1上来对玻璃层叠基材10进行切割。
在实施方式中,水射流切割设备230可以构造成以以下至少一种方向移动:平行于第二方向的方向,即Y方向,垂直于第一方向,即X方向,其是工艺前进方向,以及平行于第三方向的方向,即Z方向。
在实施方式中,水射流切割设备230可以以平行于第二方向(即,Y方向)的方向移动,从而控制抵达玻璃层叠基材10的第一表面13S1的切割液体的速度。换言之,水射流切割设备230可以以平行于第二方向(即,Y方向)的方向移动,从而调节玻璃层叠基材10的切割强度。
此外,在实施方式中,水射流切割设备230可以以平行于第三方向(即,Z方向)的方向移动,从而控制玻璃层叠基材10的切割表面的形状。
例如,当水射流切割设备230对以第一方向(即,X方向)进行移动的玻璃层叠基材10进行切割时,同时水射流切割设备230不以第三方向(即,Z方向)移动,则玻璃层叠基材10的切割表面可以具有平坦表面。
此外,当水射流切割设备230对以第一方向(即,X方向)进行移动的玻璃层叠基材10进行切割时,同时水射流切割设备230以第三方向(即,Z方向)移动,则玻璃层叠基材10的切割表面可以具有弯曲表面。
用于对玻璃层叠基材进行切割的切割设备200的水射流罐240可以是这样的罐,其布置在第一切割传输机带210和第二切割传输机带220的下方,并且储存通过第一切割传输机带210与第二切割传输机带220之间的水射流切割设备230进行喷洒的切割液体。
在实施方式中,由于水射流罐240可以在第一切割传输机带210和第二切割传输机带220的下方储存切割液体,可以防止切割液体对于室以及室110中的组件的物理破坏。
在以下描述中,参考图3至6对根据实施方式的切割玻璃层叠基材的第一至第三设备200a、200b和200c进行描述。
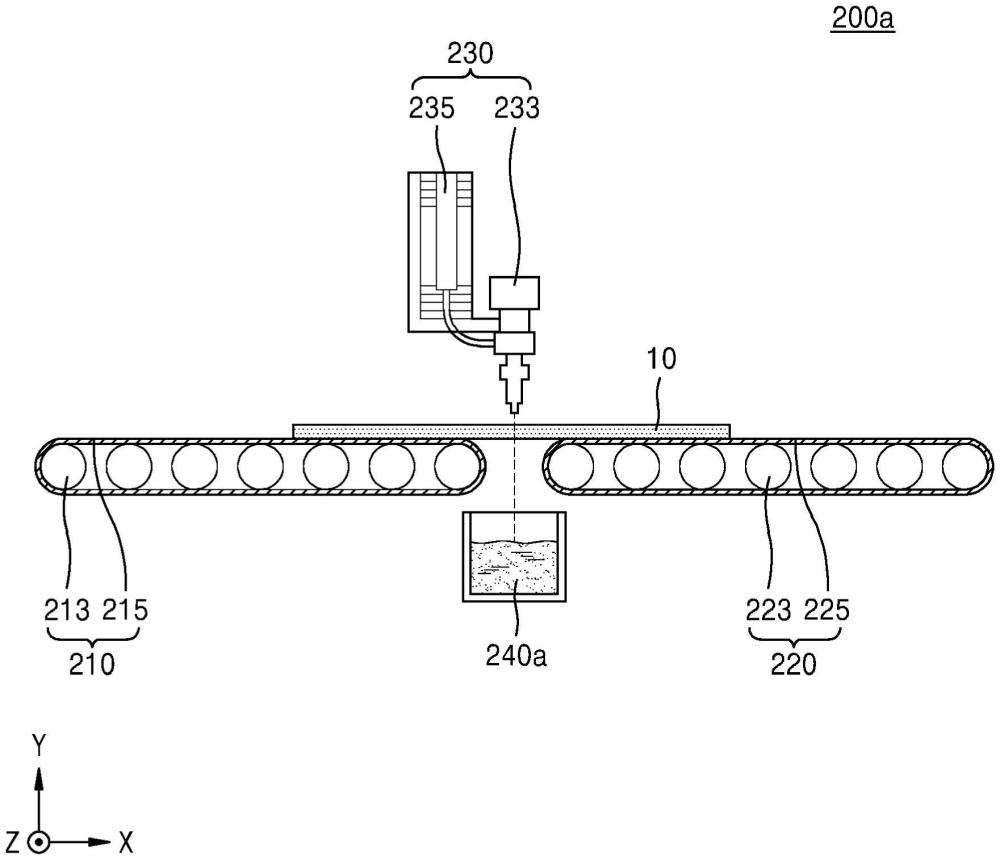
一起参见图3和4,对玻璃层叠基材进行切割的第一设备200a可以包括:第一切割传输机带210、第二切割传输机带220、水射流切割设备230a和水射流罐240a。
在实施方式中,切割玻璃层叠基材的第一设备200a可以包括两个切割传输机带。换言之,用于切割玻璃层叠基材的第一设备200a可以包括第一切割传输机带210(这是一个),以及第二切割传输机带220(这是一个)。
此外,水射流切割设备230a可以布置在第一切割传输机带210与第二切割传输机带220之间,以及可以将切割液体喷洒到布置在第一切割传输机带210与第二切割传输机带220之间的间隔空间中的玻璃层叠基材10上。
在实施方式中,水射流切割设备230a可以构造成以以下至少一种方向移动:平行于第二方向的方向,即Y方向,以及平行于第三方向的方向,即Z方向,而没有以第一方向(即,X方向)移动。
在实施方式中,水射流罐240a可以布置在室110下面且在第一切割传输机带210与第二切割传输机带220之间。此外,水射流罐240a可以在室110的下表面上从而在第三方向(即,Z方向)上与水射流切割设备230a重叠。
一起参见图3和5,对玻璃层叠基材进行切割的第二设备200b可以包括:第一切割传输机带210、第二切割传输机带220、第三切割传输机带250、水射流切割设备230b和水射流罐240b等。
在实施方式中,切割玻璃层叠基材的第二设备200b可以包括三个或更多个切割传输机带。虽然图5显示切割玻璃层叠基材的第二设备200b包括三个切割传输机带,但是切割玻璃层叠基材的第二设备200b中所含的切割传输机带的数量不限于上文所述。
在实施方式中,第二切割传输机带220可以布置成在第一方向(即,X方向)上与第一切割传输机带210间隔开。此外,第一切割传输机带210与第二切割传输机带220之间的间隔空间可以是第一切割空间,在其中,通过水射流切割设备230b对玻璃层叠基材10进行切割的第一切割空间。
此外,第三切割传输机带250可以布置成在第一方向(即,X方向)上与第二切割传输机带220间隔开。此外,第二切割传输机带220与第三切割传输机带250之间的间隔空间可以是第二切割空间,在其中,通过水射流切割设备230b对玻璃层叠基材10进行切割。
在实施方式中,第三切割传输机带250可以包括多个第三切割辊253以及包围第三切割辊253的第三切割运输带255。
在实施方式中,水射流切割设备230b可以构造成以以下至少一种方向移动:平行于第一方向(即,X方向)的方向,平行于第二方向(即,Y方向)的方向,以及平行于第三方向(即Z方向)的方向。
在实施方式中,水射流切割设备230b可以对布置在第一切割传输机带210与第二切割传输机带220之间的玻璃层叠基材10_1进行一级切割。然后,水射流切割设备230b可以以第一方向(即,X方向)移动,以及对布置在第二切割传输机带220与第三切割传输机带250之间的玻璃层叠基材10_2进行二级切割。
然而,本公开内容不限于此,并且水射流切割设备230b可以对布置在第二切割传输机带220与第三切割传输机带250之间的玻璃层叠基材10_2进行一级(primarily)切割,以及然后以与第一方向(即,X方向)相反的方向移动,以及对布置在第一切割传输机带210与第二切割传输机带220之间的玻璃层叠基材10_1进行二级(secondarily)切割。
在实施方式中,水射流罐240b可以构造成在室110的下表面上以平行于第一方向(即,X方向)的方向移动。此外,水射流罐240b可以以平行于第一方向(即,X方向)的方向移动从而布置在第一切割传输机带210与第二切割传输机带220之间或者第二切割传输机带220与第三切割传输机带250之间。
在实施方式中,水射流罐240b可以构造成基于水射流切割设备230b在平行于第一方向(即,X方向)的方向上的移动来进行移动。例如,水射流罐240b可以构造成基于水射流切割设备230b在平行于第一方向(即,X方向)的方向上的移动来进行移动,从而在第三方向(即,Z方向)上与水射流切割设备230b重叠。因此,水射流罐240b可以持续地布置在水射流切割设备230b的下方,并且可以储存通过水射流切割设备230b进行喷洒的切割液体。
参见图6,对玻璃层叠基材进行切割的第三设备200c可以包括:第四切割传输机带270、第五切割传输机带280、水射流切割设备230c和水射流罐240c。
在实施方式中,第四切割传输机带270和第五切割传输机带280可以构造成以第一方向(即,X方向)(其是工艺前进方向)运输玻璃层叠基材10。
在实施方式中,用于切割玻璃层叠基材的第三设备200c的第四切割传输机带270和第五切割传输机带280可以在第三方向(即,Z方向)上彼此间隔开,所述第三方向垂直于第一方向(即,X方向,其是工艺前进方向)。
此外,玻璃层叠基材10的边缘部分可以由第四切割传输机带270和第五切割传输机带280进行支撑,以及玻璃层叠基材10的中间部分可以布置在第四切割传输机带270与第五切割传输机带280之间的间隔空间中。第四切割传输机带270与第五切割传输机带280之间的间隔空间可以是在其中通过水射流切割设备230c对玻璃层叠基材10进行切割的切割空间。
在实施方式中,通过第四切割传输机带270和第五切割传输机带280以第一方向(即,X方向)运输玻璃层叠基材10的同时,水射流切割设备230c可以以第二方向(即,Y方向)将切割液体喷洒到玻璃层叠基材10的第一表面13S1上。
在实施方式中,水射流罐240c可以布置在水射流切割设备230c的下方,并且可以储存通过水射流切割设备230c进行喷洒的切割液体。
在实施方式中,当水射流切割设备230c喷洒切割液体而没有以第三方向(即,Z方向)移动时,通过水射流切割设备230c进行切割的玻璃层叠基材10的切割表面可以是平坦表面。此外,当水射流切割设备230c喷洒切割液体的同时以第三方向(即,Z方向)移动时,通过水射流切割设备230c进行切割的玻璃层叠基材10的切割表面可以是弯曲表面。
一起参见图3以及图7至9,对玻璃层叠基材10的表面进行加工的表面加工设备300可以构造成对玻璃层叠基材10的一个表面进行加工。在实施方式中,对玻璃层叠基材10的表面进行加工的表面加工设备300可以构造成对玻璃层叠基材10的切割表面进行研磨、清洁和干燥。
在实施方式中,对玻璃层叠基材10的表面进行加工的表面加工设备300可以包括:表面加工传输机带310、边缘处理设备330、清洁设备350和干燥设备370。
在实施方式中,表面加工传输机带310可以构造成接收经由第二切割传输机带220通过切割设备200进行切割的玻璃层叠基材10,以及以第一方向(即,X方向)运输玻璃层叠基材10来对玻璃层叠基材10的表面进行加工的工艺。
在实施方式中,表面加工传输机带310可以以第一方向(即,X方向)传输玻璃层叠基材10,从而对玻璃层叠基材10进行研磨工艺、清洁工艺以及干燥工艺等。
在实施方式中,表面加工传输机带310可以在第一方向(即,X方向)上与切割玻璃层叠基材的切割设备200的第二切割传输机带220间隔开,并且可以以第一方向(即,X方向)传输从第二切割传输机带220接收到的玻璃层叠基材10。
在实施方式中,表面加工传输机带310可以包括多个表面加工切割辊313以及包围表面加工辊313的表面加工运输带315。
在实施方式中,当多个表面加工辊313顺时针转动时,包围面加工辊313的表面加工传输机带315也可以顺时针转动。因此,放置在表面加工运输带315上的玻璃层叠基材10可以以第一方向(即,X方向)(其是工艺前进方向)运输。
参见图3和7,对玻璃层叠基材10的表面进行加工的表面加工设备300的边缘处理设备330可以布置在表面加工传输机带310上并且构造成对通过切割设备200进行了切割的玻璃层叠基材10的切割表面进行研磨。例如,边缘处理设备330可以构造成对经过切割的玻璃层叠基材10的切割表面进行倒角处理。
在实施方式中,可以通过边缘处理设备330的转动对玻璃层叠基材10的一部分的玻璃层13以及基材11进行研磨。例如,当玻璃层叠基材10以第一方向(即,X方向)运输时,边缘处理设备330可以经由绕着以第三方向(即,Z方向)延伸的轴进行转动来对玻璃层叠基材10的一部分的玻璃层13以及基材11进行研磨。
在实施方式中,边缘处理设备330可以包括玻璃研磨部分333、基材研磨部分335和底座部分337。
在实施方式中,玻璃研磨部分333可以是边缘处理设备330构造成经由转动对玻璃层叠基材10的一部分的玻璃层13进行研磨的部分。此外,玻璃研磨部分333可以布置在底座部分337上方,并且可以具有锥形形状从而使其横截面面积以水平方向(例如,X-Y平面)向上是增加的。
此外,基材研磨部分335可以是边缘处理设备330构造成经由转动对玻璃层叠基材10的一部分的基材11进行研磨的部分。此外,基材研磨部分335可以布置在底座部分337下方,并且可以具有锥形形状从而使其横截面面积以水平方向(例如,X-Y平面)向下是增加的。
在实施方式中,当玻璃层叠基材10的切割表面进行研磨时,玻璃层叠基材10可以布置在玻璃研磨部分333与基材研磨部分335之间。
在实施方式中,如图7所示,边缘处理设备330可以经由转动对玻璃层叠基材10的玻璃层13和基材11同时进行研磨。然而,本公开内容不限于此,并且边缘处理设备330可以在对玻璃层叠基材10的玻璃层13进行研磨了之后对基材11进行研磨。此外,边缘处理设备330可以对玻璃层叠基材10的基材11进行研磨以及然后对玻璃层13进行研磨。
一起参见图3和8,对玻璃层叠基材10的表面进行加工的表面加工设备300的清洁设备350可以布置在表面加工传输机带310上方,并且构造成对通过边缘处理设备330进行了研磨的玻璃层叠基材10的表面进行清洁。
在实施方式中,清洁设备360可以布置在表面加工传输机带310的上方,并且可以包括构造成以高压力将清洁液体喷洒到玻璃层叠基材10的第一表面13S1上的清洁液体喷洒设备350a。清洁液体喷洒设备350a喷洒到玻璃层叠基材10上的清洁液体可以是水。然而,清洁液体的类型不限于上文所述。
在实施方式中,清洁液体喷洒设备350a可以包括:构造成喷洒清洁液体的喷洒喷嘴351,连接到喷洒喷嘴351的管道353,储存清洁液体的清洁液体罐(未示出),以及构造成向清洁液体施加压力的泵(未示出)等。
在实施方式中,清洁液体喷洒设备350a可以以第二方向(即,Y方向)将清洁液体喷洒到玻璃层叠基材10的第一表面13S1上,所述第二方向垂直于第一方向(即,X方向)(这是玻璃层叠基材10的运输方向)。然而,本公开内容不限于此,并且清洁液体喷洒设备350a可以以相对于方向平行于第二方向(即,Y方向)的轴倾斜的状态将清洁液体喷洒到玻璃层叠基材10的第一表面13S1上。
然而,本公开内容不限于此,并且清洁设备350可以包括布置在表面加工传输机带310上且对玻璃层叠基材10的表面进行物理刷拭的清洁刷(未示出)。在实施方式中,清洁刷通过转动对玻璃层叠基材10的表面进行物理刷拭。
一起参见图3和9,对玻璃层叠基材10的表面进行加工的表面加工设备300的干燥设备370可以布置在表面加工传输机带310上方以及对通过清洁设备350进行了清洁的玻璃层叠基材10进行干燥。
在实施方式中,对玻璃层叠基材10的表面进行加工的表面加工设备300的干燥设备370可以包括气刀或气帘中的至少一种,其布置在表面加工传输机带310上方且构造成将空气喷洒到玻璃层叠基材10的表面上。
在实施方式中,干燥设备370可以包括:构造成喷洒空气的喷洒喷嘴371,连接到喷洒喷嘴371的管道373,以及构造成向喷洒喷嘴371的内空间施加压力的压缩机等。
根据实施方式制造玻璃层叠基材10的设备100可以包括玻璃层叠基材10的切割设备200和玻璃层叠基材10的表面加工设备300,它们可以在室110中的加工空间中同时运行。换言之,根据实施方式制造玻璃层叠基材10的设备100可以包括切割设备200和表面加工设备300,它们可以在线制造玻璃层叠基材10。
因此,根据实施方式制造玻璃层叠基材10的设备100可以快速地制造大量玻璃层叠基材10。
图10和12是根据实施方式的传输机带700、800和900的横截面图。
参照图10和12所描述的传输机带700、800和900的技术概念可以适用于根据实施方式制造玻璃层叠基材10的设备100的第一切割传输机带210、第二切割传输机带200和表面加工传输机带310中的至少一种。
参见图10,第一传输机带700可以包括:在第一方向(即,X方向;其是工艺前进方向)上彼此间隔开的多个第一辊713,包围第一辊713且在其表面中具有多个真空孔715H的第一运输带715,以及构造成向第一运输带715的真空孔715H提供较低压力的第一真空泵717。
在实施方式中,第一真空泵717可以连接到通过第一运输带715形成的内空间中,并且可以将内空间中的气体排出到外面,从而为第一运输带715的真空孔715H提供低压。
因此,放置在第一传输带715上的玻璃层叠基材10可以通过第一真空泵717提供的低压被牢固地放置在第一传输带715的表面上。换言之,由于第一运输带715的真空孔715H为玻璃层叠基材10的基材11的下表面提供了低压,玻璃层叠基材10可以被牢固地放置在第一运输带715的表面上。
例如,图3的第一切割传输机带210可以包括:图3的第一切割辊213,包围第一切割辊213且在其表面中具有多个真空孔的图3的第一切割传输带215,以及构造成向第一切割传输带215的真空孔提供较低压力的第一真空泵717。
此外,例如,图3的第二切割传输机带220可以包括:图3的多个第二切割辊223,包围第二切割辊223且在其表面中具有多个真空孔的图3的第二切割传输带225,以及构造成向第二切割传输带215的真空孔提供低压的第一真空泵717。
此外,例如,表面加工传输机带310可以包括:图3的多个表面加工辊313,包围表面加工辊313且在其表面中具有多个真空孔的图3的表面加工传输带315,以及构造成向表面加工传输带315的真空孔提供低压的第一真空泵717。
参见图11,第二传输机带800可以包括:多个第二辊813,它们在第一方向(即,X方向;其是工艺前进方向)上彼此间隔布置且包含顺磁材料,所述顺磁材料以平行于外部磁场方向的方向磁化;包围第二辊813的第二运输带815;以及构造成产生磁场来对第二辊813进行磁化的第一磁场产生设备817。
在实施方式中,第二辊813可以包括顺磁材料,其以平行于外部磁场方向的方向磁化。换言之,当绕着第二辊813提供磁场时,第二辊813可以被磁化以起到磁体的作用。除此之外,当绕着第二辊813的磁场移除时,可以去除第二辊813的磁性。
在实施方式中,第二辊813可以包括铁(Fe)、镍(Ni)或铂(Pt)中的至少一种材料。具体来说,第二辊813可以包括铁(Fe))或不锈钢中的至少一种材料。
在实施方式中,第一磁场产生设备817可以构造成绕着第二辊813产生磁场来磁化第二辊813。
在实施方式中,第一磁场产生设备817可以包括导电材料的线圈(未示出)以及构造成向线圈施加电流的电流施加设备(未示出)等。例如,线圈可以具有弹簧形状,以及当向线圈施加电流时,可以在线圈内侧和外侧形成磁场。
在实施方式中,当第一磁场产生设备817运行时(即,电流施加设备向线圈施加电流时),可以绕着第二辊813产生磁场。因此,第二辊813可以被磁化,方向为平行于由第一磁场产生设备817产生的磁场的方向。
此外,当玻璃层叠基材10的基材11包含顺磁材料(例如,铁(Fe))时,由于第一磁场产生设备817所产生的磁场,玻璃层叠基材10的基材11也可以被磁化,方向为平行于磁场方向。
因此,可以在第二辊813与玻璃层叠基材10的基材11之间产生静电吸引,并且由此玻璃层叠基材10可以牢固地放置在第二运输带815的表面上。
此外,在实施方式中,第二传输带815可以包括橡胶磁体。当玻璃层叠基材10的基材11包含顺磁材料(例如,铁(Fe))时,由于第二运输带815与基材11之间的静电吸引作用,玻璃层叠基材10可以被牢固地置于第二运输带815的表面上。
参考图11所述的第二传输机带800的技术概念可以适用于参考图3至9所述的第一切割传输机带210、第二切割传输机带220和表面加工传输机带310。
参见图12,第三传输机带900可以包括:多个第三辊913,它们在第一方向(即,X方向;其是工艺前进方向)上彼此间隔布置且包含顺磁材料,所述顺磁材料以平行于外部磁场方向的方向磁化;包围第三辊913且在其表面中包含多个真空孔915H的第三运输带915;构造成向第三运输带915的真空孔915H提供低压的第三真空泵915;以及构造成产生磁场来对第三辊913进行磁化的第三磁场产生设备919。
由于第三传输机带900的构成元件的技术概念与参考图10和11所描述的第一和第二传输机带700和800相一致,省略了对其的多余描述。
在实施方式中,当玻璃层叠基材10的基材11包含顺磁材料(例如,铁(Fe))时,第三辊913可以被第三磁场产生设备919所产生的磁场磁化。因此,可以在第三辊913与玻璃层叠基材10的基材11之间产生静电吸引,并且由此玻璃层叠基材10可以牢固地放置在第三运输带915的表面上。
在实施方式中,当玻璃层叠基材10的基材11包含非磁性材料(例如,木材)时,第三真空泵917可以向外侧排出第三运输带915所形成的内空间中的气体,从而为第三运输带915的真空孔915H提供低压。
因此,放置在第三传输带915上的玻璃层叠基材10可以通过第三真空泵917提供的低压被牢固地放置在第三传输带915的表面上。
参考图12所述的第三运输机带900的技术概念可以适用于参考图3至9所述的第一切割运输机带210、第二切割运输机带220和表面加工传输机带310。
图13是根据实施方式的玻璃层叠基材10的制造方法(S100)的流程图。此外,图14是根据实施方式的玻璃层叠基材10的切割操作的流程图。
参见图13,根据实施方式的玻璃层叠基材10的制造方法(S100)可以包括如下操作:对玻璃层叠基材10进行切割(S1100),对玻璃层叠基材10进行研磨(S1200),对玻璃层叠基材10进行清洁(S1300),以及对玻璃层叠基材10进行干燥(S1400)等。
在实施方式中,玻璃层叠基材10的制造方法(S100)的玻璃层叠基材10的切割操作(S1100)、研磨操作(S1200)、清洁操作(S1300)以及干燥操作(S1400)可以在图3的单个室110中同时进行。
例如,通过根据本公开内容实施方式制造玻璃层叠基材10的方法(S100)在室110中制造的玻璃层叠基材10中的任一个可以是:其上进行切割操作(S1100)的基材,以及另一个基材可以是在切割操作(S1100)之后其上进行玻璃层叠基材10的研磨操作(S1200)、清洁操作(S1300)和干燥操作(S1400)中的任一种的基材。
操作S1100可以是根据本文参考图3所述的实施方式通过玻璃层叠基材10的切割设备200对玻璃层叠基材10进行切割。
一起参见图13和14,操作S1100可以包括:通过图3的第一切割传输机带210以第一方向(即,X方向)运输玻璃层叠基材10(S1130);通过图3的水射流切割设备230对通过了第一切割传输机带210的玻璃层叠基材10进行切割(S1150);以及通过图3的第二切割传输机带220以第一方向(即,X方向)运输经过切割的玻璃层叠基材10(S1170)。
在实施方式中,操作S1130可以包括通过真空将玻璃层叠基材10固定在图3的第一切割传输机带210上,以及通过静电吸引将玻璃层叠基材10固定在第一切割传输机带210上。
在实施方式中,操作S1150可以包括这样的操作,其中,水射流切割设备230将切割液体喷洒到布置在第一切割传输机带210与第二切割传输机带220之间的间隔空间中的玻璃层叠基材10上。
此外,操作S1150可以包括基于水射流切割设备230的移动来控制储存了切割液体的水射流罐240的移动的操作。
在实施方式中,在操作S1150中,当水射流切割设备230以平行于第一方向(即,X方向)的方向移动时,基于水射流切割设备230的移动,水射流罐240可以以平行于第一方向(即,X方向)的方向在室110的底表面上移动。
在实施方式中,操作S1170可以包括通过真空将玻璃层叠基材10固定在图3的第二切割传输机带220上,以及通过静电吸引将玻璃层叠基材10固定在第二切割传输机带220上。
由于在操作S1130和操作S1170中通过真空和/或静电吸引将玻璃层叠基材10固定在传输机带上的技术概念与参照图10和12所述的相一致,省略了对其的详细描述。
操作S1200可以包括通过边缘处理设备330对一部分的玻璃层叠基材10进行研磨,所述边缘处理设备330绕着以垂直于第一方向(即,X方向)的第二方向(即,Y方向)延伸的轴转动,同时通过表面加工传输机带310使得玻璃层叠基材10以第一方向(即,X方向)移动。
在实施方式中,在操作S1200中,边缘处理设备330的玻璃研磨部分333可以通过转动对玻璃层叠基材10的玻璃层13进行研磨。此外,边缘处理设备330的基材研磨部分335可以通过转动对玻璃层叠基材10的基材11进行研磨。
操作S1300可以包括通过图8的清洁液体喷洒设备350a将清洁液体喷洒到玻璃层叠基材10的表面上,同时通过表面加工传输机带310使得玻璃层叠基材10以第一方向(即,X方向)移动。
操作S1400可以包括通过干燥设备370将空气喷洒到玻璃层叠基材10的表面上,同时通过表面加工传输机带310使得玻璃层叠基材10以第一方向(即,X方向)移动。
在根据实施方式制造玻璃层叠基材10的方法(S100)中,玻璃层叠基材10的切割操作(S1100)、研磨操作(S1200)、清洁操作(S1300)以及干燥操作(S1400)可以在单个的室110中同时进行。
因此,在根据实施方式制造玻璃层叠基材10的方法(S100)中,可以快速地制造大量玻璃层叠基材10。
图15是根据实施方式的玻璃层叠基材10的制造方法(S200)的流程图。
根据实施方式的玻璃层叠基材10的制造方法(S200)可以包括:输入玻璃层叠基材10(S1000),切割操作(S1100),研磨操作(S1200),清洁(S1300),干燥操作(S1400),对玻璃层叠基材10进行检查(S1500),对玻璃层叠基材10进行封装(S1600)以及对玻璃层叠基材10进行运载(S1700)等。
在以下描述中,省略与参照图14呈现的玻璃层叠基材10的制造方法(S100)的任何重复的描述,并且下面主要描述它们之间的差异。
在实施方式中,操作S1000可以包括通过使用匣盒(magazine)或箱盒(cassette)中的至少一种将玻璃层叠基材10输入到第一切割传输机带210上。
在实施方式中,操作S1500可以包括检查玻璃层叠基材10的切割工艺和表面加工工艺是否正常进行,同时通过表面加工传输机带310使得玻璃层叠基材10以第一方向(即,X方向)移动。
在实施方式中,在操作S1500中,可以通过采用照明和相机等方式来检查玻璃层叠基材10是否具有裂纹。此外,通过检查玻璃层叠基材10是否具有裂纹,可以确定玻璃层叠基材10是符合质量产品或有缺陷产品。此外,在操作S1500中,可以检查玻璃层叠基材10的干燥状态以及玻璃层叠基材10的裂纹等。
在实施方式中,操作S1600可以包括对玻璃层叠基材10进行堆叠。此外,操作S1600可以包括对玻璃层叠基材10进行封装。例如,操作S1600可以包括将堆叠的玻璃层叠基材10在玻璃层叠基材10堆叠之后放入封装容器中。
在实施方式中,在操作S1700中,可以从表面加工传输机带310运载玻璃层叠基材10,以及可以将玻璃层叠基材10输入到匣盒或箱盒中的至少一个中。
在根据实施方式制造玻璃层叠基材10的方法(S200)中,玻璃层叠基材10的输入操作(S1000)、切割操作(S1100)、研磨操作(S1200)、清洁操作(S1300)、干燥操作(S1400)、检查操作(S1500)、封装操作(S1600)以及运载操作(S1700)可以在单个的室110中同时进行。
因此,根据根据实施方式制造玻璃层叠基材10的方法(S200),可以快速地制造大量玻璃层叠基材10。
虽然上文以具体实施方式和比较例具体描述了本发明概念的构造和效果,但是提供本发明概念的实施方式是为了清楚地理解本发明概念而不是限制本发明概念的范围。
应理解的是,本文所述实施方式应该仅仅被视作是描述性的而不是出于限制性的目的。每个实施方式中对于特征或方面的描述应该通常被视作可用于其他实施方式中的其他类似特征或方面。虽然已经参照附图描述了一个或多个实施方式,但是本领域技术人员会理解的是,可以在不背离所附权利要求所限定的本公开的精神和范围的情况下对形式和细节作出各种改变。