集电箔以及用于制造集电箔的方法
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及一种集电箔、尤其是用于锂离子蓄电池的集电箔、一种用于制造集电箔的方法以及一种电池单体。
背景技术
无论电池的类型如何,锂离子电池的最小单位由两个电极和将所述电极相互分开的分离器组成。因为在它们之间存在能传导离子的电解质。所述电极由用活性材料涂覆的箔形成。在压延时,通过一个或多个旋转的辊对来压实经涂覆的(载体)箔。在所述过程中例如可以调节涂层的孔隙度。然而,在此经常存在的问题是会出现箔的不期望的变形。尤其是在载体箔的未涂覆的区域中,由于力引入而产生例如波纹或突起等,它们导致质量丧失并且尤其是也使箔的进一步处理变得困难。因此,在下游的工艺步骤中例如在裁剪箔时可能由于预先损坏而形成裂纹等类似物。借助激光的可焊接性也可能变得困难,因为不能正确地聚焦。为了克服这些问题,EP2296209A1提出加热载体箔的未涂覆的区域。但这在工艺技术上是耗费的并且此外难以控制。此外,不能确保实际上可以避免了上面提到的问题。
发明内容
因此,本发明的任务是,给出一种集电箔、一种用于制造集电箔的方法以及一种电池单体,它们能够以简单且有效的方式消除上面提到的问题。
所述任务通过根据权利要求1的集电箔、根据权利要求10的用于制造集电箔的方法以及根据权利要求15的电池单体来解决。其它优点和特征由从属权利要求以及说明书和附图得出。
根据本发明,集电箔、尤其是用于锂离子蓄电池的集电箔包括基础材料,该基础材料在一侧或两侧具有至少一个涂覆区域,并且该基础材料的未涂覆的区域包括至少一个拉伸区域,该拉伸区域设计用于将所述至少一个涂覆区域与未涂覆的区域机械地脱耦。所述基础材料尤其是载体箔。根据所述集电箔是用于阳极的集电箔还是用于阴极的集电箔,相应地选择载体箔的材料。在阳极的情况下,载体箔典型地是铜箔,在阴极的情况下,载体箔典型地是铝箔。在此,优选的箔厚度根据电池设计例如在大约6μm至25μm之间波动。优选地,轧制所述铝箔。优选地,轧制或电解地制造铜箔。所述基础材料或载体箔用相应的活性材料涂覆。这例如利用合适的涂覆工具例如缝隙式喷嘴、刮刀、网纹辊等进行。在此,沿着载体箔的幅方向观察,所述涂覆可以连续地或间歇地进行。替代地,所述基础材料或者载体箔也可以是塑料薄膜,所述塑料薄膜以合适的方式例如用金属来涂覆。根据一种实施方式,所述集电箔包括一个或多个连续的或间歇的涂层条带,所述涂层条带具有位于它们之间的或位于外部的未涂覆的区域。尤其是在具有一个或多个连续的或间歇的涂层条带和一个、两个或更多个有光泽的金属条带或未涂覆的区域的电极设计中出现基础材料的强烈变形。这显示出例如在褶皱中、尤其是在未涂覆的边缘条带或中间条带中基础材料在已涂覆的区域中突起,在已涂覆的区域和未涂覆的区域之间的基础材料的长度差,或者在基础材料沿着幅方向的切割过程之后形成“香蕉形状”。这在砑光机中卷绕时或在下列工艺步骤中导致加工问题:例如在辊式切割过程中出现褶皱和裂纹、在激光切槽时的聚焦问题、由于香蕉形状而产生裹绕胶体(果冻卷、瑞士卷,JellyRolls)时的卷绕问题等。由于集电箔仅局部地被涂覆,所以它显示出非常不同的机械特性,所述机械特性在力的作用下导致前述的问题。有利地,所述拉伸区域现在能够实现机械脱耦。拉伸区域优选具有弹性或挠性,所述弹性或挠性这样调节或选择,使得拉伸区域在力引入时在基础材料或载体箔的其它区域之前变形或能够变形,不仅是弹性的而且也是塑性的。因此,所述基础材料本身在力引入时保持其最初的形状,而基础材料有针对性地仅在拉伸区域中变形。尤其是,在拉伸区域上提供补偿或补偿功能,所述补偿或补偿功能引起所述一个或多个涂敷的区域与基础材料的其余部分的机械脱耦。例如被引入到涂覆区域中的压力结果是有利地不会导致在未涂覆的区域中的任何不希望的变形,或相反。
有利地,所述拉伸区域设计用于能够实现基础材料的有针对性的或局部的长度变化或局部的长度补偿或局部的长度匹配。有利地,所述至少一个拉伸区域尤其设置在从基础材料的未涂覆的区域到涂覆的区域的过渡区域中。尤其是,拉伸区域用于在伸长的涂覆区域和没有伸长或较少伸长的未涂覆的区域之间解除负荷或应力消除。
根据一种优选的实施方式,通过拉伸区域的局部的形状变化或通过将拉伸区域设计用于实施或提供形状变化来实现所述长度变化或长度匹配或长度补偿。有利地,所述基础材料在拉伸区域中这样成形或加工,使得拉伸区域能够实现形状变化。
根据一种优选的实施方式,所述拉伸区域包括至少一个材料凹陷或材料削弱部。优选地,通过在拉伸区域中基础材料的局部的材料减弱和/或材料分离或者通过在拉伸区域中局部地解离基础材料的材料黏着(Materialzusammenhalt)引起或能够实现长度变化和/或长度补偿或机械脱耦。至少局部地解离材料黏着能够实现在力作用下在拉伸区域中至少局部地重新定向基础材料。
根据一种优选的实施方式,所述基础材料在拉伸区域中具有至少一个缝隙或者切口。根据一种实施方式,所述至少一个缝隙或切口直线地、锯齿形地、箭头形地或弧形地构造。也可设想在此未提及的替代的形式。所述切口的特性或实际的几何形状取决于单独的情况、尤其是取决于要实现的期望的变形特性。适宜地,可以通过例如缝隙或切口的有针对性的定向和/或几何形状来预先给定长度变化方向。替换地或附加地,也可以设置有空隙部(例如孔),例如圆形的或有角的空隙部。根据一种实施方式,所述基础材料在拉伸区域中也以适当的方式被穿孔或者具有额定断裂点。
根据一种优选的实施方式,所述拉伸区域具有金属板网状的结构。除了上面提到的缝隙或切口之外,所述金属板网状结构还包括多个由此形成的接片或舌片,所述接片或舌片根据力引入至少局部地旋转或扭曲。所述金属板网状结构也可理解为一种切割图案,其尤其是在相应的力引入时设计用于形成或构造金属板网状结构。
适宜地,所述至少一个拉伸区域包括多个沿着第一方向和/或横向于第一方向定向的缝隙或切口。根据一种实施方式,所述切口或缝隙也可以不同地定向,例如一些沿着第一方向定向,另一些横向于第一方向定向,又另一些倾斜地定向等。所述切口或缝隙也可以随机地并且不具方向性地定向。实际的设计方案也与基础材料的特性相关并且必要时必须在单独的情况下或者通过试验确定最佳的解决方案。
根据一种优选的实施方式,所述至少一个拉伸区域仅构造在基础材料的未涂覆的区域中。在涂层的区域中或者在涂层的下方的可能的开口或者气孔可能导致不均匀的涂层厚度或者涂层的不均匀的密度,这对电池单体的使用寿命产生不利影响。
根据一种实施方式,所述拉伸区域构造成至少部分地环绕所述至少一个涂覆区域的、优选完全环绕所述至少一个涂覆区域的边缘或条带。在此,所述边缘或条带的宽度可以在几毫米、例如2至5mm的范围内,直至几厘米、例如1至2cm的范围内。然而,在此也适用的是,实际的设计方案尤其是与其它几何关系相关并且尤其是也与集电箔的尺寸相关。同样地,边缘或条带不必具有均匀的宽度。
根据一种优选的实施方式,所述基础材料在未涂覆的区域中不完全构造成拉伸区域。这尤其是对于再处理是有利的。在其中切割载体箔的区域有利地不构造成拉伸区域。这同样适用于那些例如用放电器焊接载体箔的区域。
根据一种实施方式,所述拉伸区域构造成条带或者设置有多个条带形的拉伸区域。这些拉伸区域可以沿着或平行于、但也可以倾斜于或横向于基础材料或载体箔的幅方向延伸。
根据一种实施方式,所述基础材料沿着幅方向延伸并且具有、尤其是大致中央具有条带形的涂覆区域,其中,在涂覆区域到未涂覆的(边缘)区域的过渡部中构造有拉伸区域、尤其是条带形的拉伸区域。
根据一种实施方式,所述基础材料沿着幅方向延伸并且具有多个沿着所述幅方向设置的涂覆区域,并且所述涂覆区域至少局部环绕地或完全环绕地被所述拉伸区域包围镶边。
根据一种实施方式,设置有多个拉伸区域,这些拉伸区域条带形地构造并且横向于或基本上横向于幅方向延伸。在此,这些拉伸区域有利地彼此相同地间隔开。替代地,这些拉伸区域之间的距离但也可以变化。根据一种实施方式,所述拉伸区域在载体箔或基础材料的整个宽度上延伸,其中,在涂层下方的这些区域适宜地被排除。
根据一种实施方式,在所述或一个拉伸区域亦或在周向上构造成边缘的拉伸区域或这些拉伸区域与相应的涂覆区域之间设置有距离,该距离例如在大约0.5至5mm的范围内、尤其是在大约1至3mm的范围内。在这种情况下,所述拉伸区域不直接邻接于相应的涂覆区域。这在工艺技术上是合适的。
本发明还涉及一种用于制造集电箔的方法,其包括以下步骤:
——至少局部地将拉伸区域引入到集电箔的或用于集电箔的基础材料中,其中,所述拉伸区域设计用于使基础材料的涂覆区域与基础材料的未涂覆的区域机械脱耦。
在这方面应当指出,与集电箔相关地所提到的优点和特征类似地并且相应地适用于所述方法,反之亦然。
根据一种实施方式,该方法包括以下步骤:
——在涂覆所述基础材料之前、期间或之后,将拉伸区域引入到所述基础材料中。
有利地,所述拉伸区域的形成因此可以非常灵活地集成于制造过程中。
根据一种实施方式,该方法包括以下步骤:
——在压延时、在压延期间和/或在压延之后引入拉伸区域。
所述压延尤其是对集电箔的压实、尤其是对涂覆区域的压实,其中,它们另外被调节到限定的尺寸。例如,在所述工艺步骤中也可以调节涂覆区域的孔隙度。所述一个或多个拉伸区域的引入也可以在分开的工艺步骤中进行。原则上,例如在压延时已经产生的可能的变形也能够通过随后引入一个或多个拉伸区域再次移除或还原。根据一种实施方式,所述基础材料并排地并且彼此间隔开地具有多个、例如两个涂覆区域,这些涂覆区域沿着基础材料或载体箔的幅方向或纵向方向延伸。由这种基础材料例如可以制造多个、尤其是两个集电箔。替代地或附加地,所述基础材料被间歇地涂覆。
根据一种实施方式,该方法包括以下步骤:
——在压延之前预伸长拉伸区域。
所述拉伸区域尤其是可以理解为基础材料的一个区域或区段,所述区域或区段能够实现形状变化并且因此能够实现长度匹配或长度补偿等。根据一种实施方式,所述拉伸区域包括一个或多个切口或缝隙,换句话说还包括能够实现上面提到的特性的“切割图案”。根据一种优选的实施方式,所述拉伸区域构造成金属板网状的结构。所述金属板网状结构可以通过拉伸区域具有切割图案而至少部分地在压延时产生。替代地,所述基础材料可以在压延之前已经这样预伸长,使得金属板网状结构已经至少部分地构造。
根据一种实施方式,该方法包括以下步骤:
——在处理集电箔时、尤其是在压延时,使用一个或多个分级的辊和/或一个展平辊和/或成型的导辊。
金属板网状结构的形成可以在引入切割图案或引入切口、缝隙等之后可选地通过设备中的材料引导来辅助。可能的辅助例如可以利用一个展平辊或成型的导辊实现。通过导辊的轮廓可以提高引入到有光泽的、未涂覆的箔区域中的力。由此可以有利地避免在未涂覆的和涂覆的区域的伸长中形成过大的差距,因为力引入和伴随其发生的变形在整个载体箔的宽度上(越过未涂覆的和涂覆的区域)均质地或均匀地分布。另一个优点是,除了控制对幅张力和压实参数的调节之外,还可以控制拉伸图案的几何形状构造。附加地,也可以尤其是在未涂覆的边缘区或边缘区域中局部地加热、例如通过感应加热基础材料,以便由此较少褶皱形成或裂纹形成等。分级的辊有利地包括不同的直径。优选地,这种辊包括两个具有第一直径的外部的导辊以及一个在其之间构造的具有第二直径的辊区段,其中,第二直径小于第一直径。因此,可以优化到未涂覆的(边缘)区域中的力引入。
根据不同的实施方式,为了制造、产生或构造拉伸区域例如使用旋转冲压、具有垂直升降运动的冲压或激光切割过程。
本发明还涉及一种电池单体,其包括一个或至少一个根据本发明的集电箔。优选地,涉及一种棱柱形的电池单体,尤其是锂离子电池单体,其在混合动力车辆或电动车辆的牵引电池的电池或蓄电池中使用。替代地,也可以是圆柱形电池或袋型电池或平板型电池,尤其是也用于(较小的)电子设备,如智能手机、笔记本电脑、照相设备等。
附图说明
从下面参照附图对集电箔的实施方式的描述中得到其它优点和特征。在此,不同的特征可以在本发明的范围内相互组合。
其中:
图1以示意图示出集电箔的一部分的俯视图;
图2示出集电箔的两个另外的设计方案;
图3示出集电箔的多个部分或详细视图,用于描述拉伸区域的不同的设计方案;
图4示出辊以及长度补偿装置的示意性视图;
图5示出导辊的不同的详细视图,如在图4中所示的那样。
具体实施方式
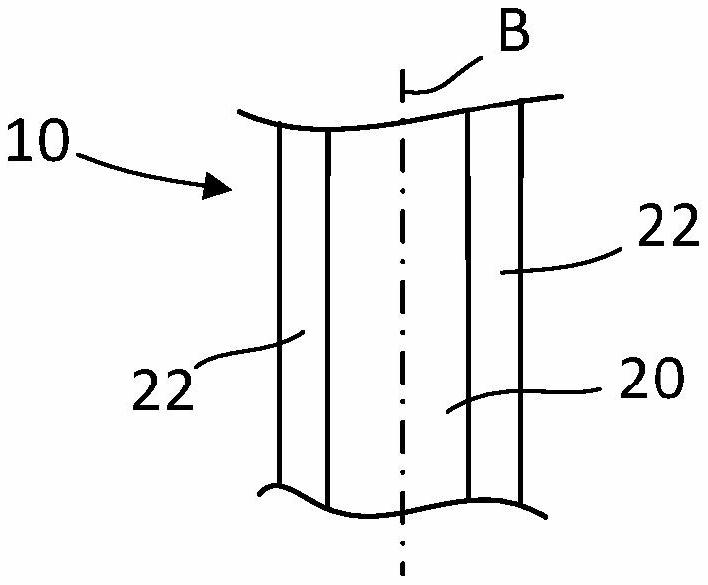
图1以俯视图示出集电箔的一部分,该集电箔包括基础材料10,该基础材料沿纵向方向或幅方向B延伸。基础材料10包括未涂覆的区域22以及条带状的涂覆区域20,该涂覆区域利用相应的活性材料涂覆。所述活性材料的成分取决于集电箔是阳极还是阴极。
图2示出具有相应构造的涂覆区域20的集电箔10的两个另外的典型形式。在左半图中,涂覆区域20被间歇地施加。在右半图中勾画出一种设计方案,该设计方案并排地具有两个条带形的涂覆区域20。这种基础材料10例如在中间被切开。用附图标记A勾画出在图3中放大示出的详细视图。尤其是在图3中可以看出在那里构造的拉伸区域。
图3在一个示例a)中示出拉伸区域30,其包括多个切口32,这些切口参照幅方向倾斜地延伸,也参考图2。还可以看出,拉伸区域30在那里所示的实施方式中仅构造在位于涂覆区域20和未涂覆的区域22之间的过渡区域中。与此相对地,在b)所示的变型方案中,拉伸区域30延伸越过整个未涂覆的区域22,在这里即延伸直至基础材料10的边缘,也参考图2。切口32在此构造成横向于幅方向B或第一方向R延伸的切口。可能的功能区域、例如在集电器箔上实施焊接操作的区域有利地不具有拉伸区域。在c)、d)和e)中所示的变型方案示出拉伸区域的其它可能的实施方式,其中,示出了不同的切割图案。
图4以非常示意性的示图示出辊42,其包括中间的辊或者说具有第二直径的中间的辊区段46以及具有第一直径的外部的导辊44,其中,第一直径大于第二直径。尤其是,这两个直径匹配于集电箔的几何形状。在此,所述导辊44贴靠在基础材料10的未涂覆的区域22上,而中间的辊46贴靠在涂覆区域20上。所述视图在当前情况中这样选择,使得幅方向B或第一方向R垂直延伸到图平面中。用附图标记D勾画出辊42的转动轴线。在右半图中示意性地示出长度补偿装置40,其包括多个这样的辊42,所述长度补偿装置可以是砑光机的组成部分并且辅助拉伸过程。示意性地示出基础材料10穿过长度补偿装置40的走向。附图标记A表示详细视图,其中,在图5中示出与此相关的变型方案。
图5示出导辊44的多种可能的设计方案,其中,关于其位置或功能参见图4。可以看出,导辊44可以具有不同的外周面或轮廓。例如,所述外周面可以直地、倾斜地或歪斜地亦或球状地或一般圆形地构造。因此,能够实现将力引入到箔的一个或多个未涂覆的区域中。
附图标记列表
10 基础材料、载体箔
20 涂覆区域
22 未涂覆的区域
30 拉伸区域
32 切口、缝隙
40 长度补偿装置
42 辊
44 导辊
46 中间的辊区段
B 幅方向
D 旋转轴线
A 细节
- 集电体用金属箔、集电体及集电体用金属箔的制造方法
- 集电箔以及用于制造集电箔的方法