风电塔筒制造用喷涂假法兰工装及应用该工装的喷涂方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及到一种风电塔筒制造技术领域,尤其涉及一种风电塔筒制造用喷涂假法兰工装及其喷涂方法。
背景技术
为提高生产效率,风塔的制造多采用将需喷涂塔筒直接放于滚轮架上进行喷涂,塔筒放置于喷漆滚轮架上,塔筒外壁与滚轮直接接触;喷漆人员喷涂完与滚轮架滚轮接触的下半部分;驱动滚轮架旋转塔筒,将未喷涂的上半部分旋转下来进行喷涂;重复以上动作喷涂完底漆、中漆、面漆后,吊起塔筒对与滚轮接触部位进行补漆,此方式对油漆喷涂质量影响极大,因喷涂部位直接与滚轮接触,喷涂时油漆无法与塔壁接触,需喷涂完成后进行补漆,喷涂时塔筒无法旋转,喷涂无法一次喷涂成型,影响整体漆膜厚度的均匀程度。
现有的喷涂时油漆无法与塔壁接触,需喷涂完成后进行补漆,喷涂时塔筒无法旋转,喷涂无法一次喷涂成型,影响整体漆膜厚度的均匀程度。
发明内容
本发明的目的是为了解决现有的喷涂时塔筒外壁无法与滚轮架接触部分无法喷涂,需喷涂完成后进行补漆,喷涂时塔筒无法旋转,喷涂无法一次喷涂成型,影响整体漆膜厚度的均匀程度的缺点,同时,还解决了能喷涂不同尺寸的风电塔筒,从而提出的一种风电塔筒制造用喷涂假法兰工装,以及使用该假法兰工装的喷涂方法。
为了实现上述的技术目的,本发明采用了如下技术方案:
一种风电塔筒制造用喷涂假法兰工装,其种,所述喷涂假法兰工装包括旋转轮组件、与旋转轮组件连接的旋转轮连接件、与旋转轮连接件另一端连接的支撑腿部件,在支撑腿部件上设有法兰对接部件,所述支撑腿部件上设有调节孔,用于调节法兰对接部件在支撑腿部件上的位置。
进一步的技术方案为,所述支撑腿部件至少有三个以上,两个相邻支撑腿部件的夹角是相同的。
进一步的技术方案为,在所述支撑腿部件的端部设有加强板,用于加强支撑腿部件之间的连接强度,所述加强板构成一个圆形。
进一步的技术方案为,每个所述支撑腿部件上的调节孔至少有一个,相邻两个所述的调节孔的间距是相同的。
进一步的技术方案为,所述支撑腿部件上均设有叉车孔,所述叉车孔设置在支撑腿部件端部位置上侧的中心位置。
进一步的技术方案为,所述法兰对接部件通过螺栓安装在调节孔上,用于固定在支撑腿部件上的位置。
进一步的技术方案为,所述旋转轮部件与风电塔筒制造用的喷漆滚轮架相同,通过喷漆滚轮架带动旋转轮部件旋转。
进一步的技术方案为,所述法兰对接部件用于与塔筒法兰连接,通过法兰对接部件带动塔筒法兰旋转,从而带动塔筒旋转。
进一步的技术方案为,所述旋转轮组件、支撑腿部件、加强板均为钢结构焊接件。
本发明还提供了一种使用风电塔筒制造用喷涂假法兰工装的喷涂方法,其中,喷涂方法采取的步骤为:
a、将需要喷漆的塔筒进行除锈处理,并保持其表面的清洁度;
b、将除完锈可以喷漆的塔筒放置在滚轮架上;
c、将假法兰根据喷漆塔筒法兰尺寸大小进行调整,形成法兰连接部件,所述法兰连接部件与喷漆塔筒法兰尺寸相符位置,对应一致。
d、用叉车将所述喷涂假法兰工装叉至喷漆塔筒法兰处,开始对齐法兰连接部件与法兰孔位置。
e、完成d步骤后,用螺栓固定锁紧法兰连接部件和喷漆塔筒法兰。
f、将安装好假法兰工装的塔筒吊至喷漆滚轮架上,由所述假法兰工装的旋转轮部件接触滚轮架滚轮,所述滚轮架的滚轮为带凹槽钢轮,所述假法兰工装的旋转轮部件的凸轮部嵌入滚轮架的滚轮凹槽钢轮内,从而与滚轮架的滚轮连接。
g、驱动喷漆滚轮架旋转,带动旋转轮部件,从而带动假法兰工装和喷漆塔筒转动,开始喷漆。
进一步的技术方案为,所述步骤e法兰连接部件和喷漆塔筒法兰的接触面用胶皮或纸板隔开,以保护法兰连接部件和喷漆塔筒法兰面。
与现有技术相比,本发明的优点在于:
本方案保证了风塔外壁整体悬于空中,避免了与滚轮架接触,保证了喷漆外观的统一,漆膜厚度的均匀;
本方案可以边旋转边喷漆,过程无需其他多余动作,提高了喷漆效率;
本方案出车间吊运塔筒时,吊具直接与假法兰接触,避免了塔筒本身接触产生的油漆损伤;
本发明可以对不同的风电塔筒进行喷漆,增加了滚轮架喷漆的适用性。
本方案提高了产品质量和生产效率,假法兰可采取环形铁板的形式代替,在环形铁板上根据法兰孔尺寸开孔与法兰装配固定,环形工装外圈尺寸大于法兰外圈,亦由假法兰直接与滚轮架滚轮接触。
本发明通过使用此种装置,在塔筒的喷漆工中,避免了塔筒外壁直接与滚轮架接触,喷漆完成后不用进行补喷,且塔筒整体喷漆可一次喷完,从而提高了喷漆质量和作业效率。
附图说明
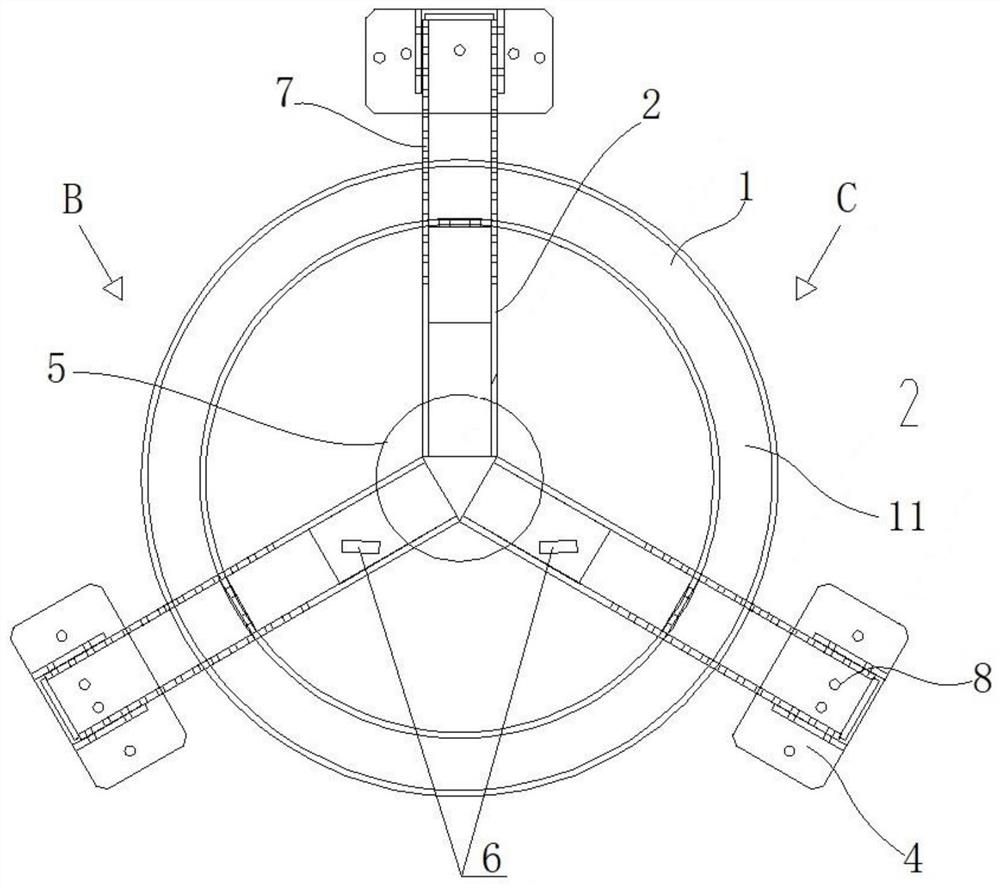
图1为本发明提出的一种风电塔筒制造用喷涂假法兰工装的结构示意图;
图2为图1的B-C向观察图。
图中:1、旋转轮部件;2、支撑腿部件;3、旋转轮连接件;4、法兰对接部件;5、加强板;6、叉车叉孔,7、调节孔;8、螺栓;11、凸轮部。
具体实施方式
下面将结合本实施例中的附图,对本实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实施例一部分实施例,而不是全部的实施例。
实施例1
参照图1和2所示,一种风电塔筒制造用喷涂假法兰工装,其包括旋转轮组件1、与旋转轮组件1连接的旋转轮连接件3、与旋转轮连接件3连接的支撑腿部件2,其中,支撑腿部件2和旋转轮组件1置于旋转轮连接件3的两端,在所述支撑腿部件2上设有法兰对接部件4,所述支撑腿部件2上设有调节孔7,用于调节法兰对接部件4在支撑腿部件2上的位置。
在本实施例中,风电塔筒制造用喷涂假法兰工装上的支撑腿部件2至少有三个以上,其中,两个相邻支撑腿部件2的夹角是相同的。支撑腿部件2的端部设有加强板5,用于加强支撑腿部件2之间的连接强度,其中,本实施例中的加强板5构成一个圆形。
在本实施例中,每个所述支撑腿部件2上的调节孔7至少有一个,相邻两个所述的调节孔的间距是相同的。
在本实施例中,支撑腿部件2上均设有叉车孔6,所述叉车孔6设置在支撑腿部件2端部位置上侧的中心位置。
在本实施例中,法兰对接部件4通过螺栓8安装在调节孔7上,用于固定在支撑腿部件2上的位置。
在本实施例中,旋转轮部件1与风电塔筒制造用的喷漆滚轮架相同,通过喷漆滚轮架带动旋转轮部件1旋转。
在本实施例中,法兰对接部件4用于与塔筒法兰连接,通过法兰对接部件4带动塔筒法兰旋转,从而带动塔筒旋转。
在本实施例中,旋转轮组件1、支撑腿部件2、加强板5均为钢结构焊接件。
实施例2
本发明还提供了一种使用风电塔筒制造用喷涂假法兰工装的喷涂方法,其中,喷涂方法采取的步骤为:
a、将需要喷漆的塔筒进行除锈处理,并保持其表面的清洁度;
b、将除完锈可以喷漆的塔筒放置在滚轮架上;
c、将假法兰根据喷漆塔筒法兰尺寸大小进行调整,形成法兰连接部件4,所述法兰连接部件4与喷漆塔筒法兰尺寸相符位置,对应一致;
d、用叉车将所述喷涂假法兰工装叉至喷漆塔筒法兰处,开始对齐法兰连接部件与法兰孔位置;
e、完成d步骤后,用螺栓固定锁紧法兰连接部件4和喷漆塔筒法兰;
f、将安装好假法兰工装的塔筒吊至喷漆滚轮架上,由所述假法兰工装的旋转轮部件1接触滚轮架滚轮,所述滚轮架的滚轮为带凹槽钢轮
g、所述假法兰工装的旋转轮部件1的凸轮部嵌入滚轮架滚轮的凹槽钢轮内,从而与滚轮架的滚轮连接。
h、驱动喷漆滚轮架旋转,带动旋转轮部件1,从而带动假法兰工装和喷漆塔筒转动,开始喷漆。
本实施例中,所述步骤e法兰连接部件4和喷漆塔筒法兰的接触面用胶皮或纸板隔开,以保护法兰连接部件4和喷漆塔筒法兰面。
本实施例中,塔筒外壁无需与滚轮架接触;塔筒喷涂同时,旋转塔筒,一次喷涂完成;喷完的塔筒油漆可全覆盖塔筒,无需补漆;假法兰工装与法兰固定部分可调节,可适应各个规格法兰。
本申请中的所有结构均可以根据实际使用情况进行材质和长度的选择,附图均为示意结构图,具体实际尺寸可以做出适当调整。
以上所述,仅为本实施例较佳的具体实施方式,但本实施例的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实施例揭露的技术范围内,根据本实施例的技术方案及发明构思加以等同替换或改变,都应涵盖在本实施例的保护范围之内。
- 风电塔筒制造用喷涂假法兰工装及应用该工装的喷涂方法
- 一种细长内孔工件喷涂施工装置及应用其的喷涂方法