一种高精度高效PCB板全自动打PIN机构
文献发布时间:2023-06-19 13:43:30
【技术领域】
本发明属于PCB板制造设备技术领域,特别是涉及一种高精度高效PCB板全自动打PIN机构。
【背景技术】
目前,PCB板的制作工艺非常复杂,其中有一个工艺环节为钻孔,在钻孔前,为了保护PCB板表面不受破坏和损伤,且防止钻孔过程中将PCB板钻开裂或变形,因此,现有工艺一般会将PCB板放置在一个底板上,然后再在PCB板表面覆盖一个盖板形成一个组合板材,保护PCB板表面,为了保障钻孔位置的精准度,需要把底板、PCB板以及盖板采用定位PIN针将其组合成一个整体保障其位置,该过程成为打PIN操作。然后进入钻孔设备进行钻孔加工,加工完成后,由于后续的加工是针对PCB板进行的,因此,只需要中间的PCB板,因此还需要将底板、PCB板以及盖板进行拆解,将定位PIN针从组合板材中取出,该过程称为下PIN操作,以便于进行后续的流水线加工。目前PCB工厂钻孔都是人工一张一张的上料定位,上料效率低,严重影响整线生产节拍;且板材的定位是通过侧边边缘定位,叠合时定位精度不够,难以实现高精度的叠层加工,严重影响加工精度。
因此,有必要提供一种新的高精度高效PCB板全自动打PIN机构来解决上述问题。
【发明内容】
本发明的主要目的在于提供一种高精度高效PCB板全自动打PIN机构,能够精准的对各种不同规格大小的PCB线路板进行精准的定位与打PIN,提高了加工效率与加工精度。
本发明通过如下技术方案实现上述目的:一种高精度高效PCB板全自动打PIN机构,其包括输送装置、位于所述输送装置下方且对所述输送装置上的板材进行定位的预定位装置与精定位装置、设置在所述输送装置尾端的支撑平台、设置在所述支撑平台两侧的打PIN装置、将板材从所述预定位装置位置搬运到所述精定位装置位置的第一搬运装置、以及将板材从所述精定位装置位置搬运到所述支撑平台上的第二搬运装置;所述预定位装置与所述精定位装置沿所述输送装置设置。
进一步的,所述预定位装置包括阻挡所述输送装置上的板材前进方向的前定位单元、限定板材一侧边位置的第一侧方定位单元以及限定板材另一侧边位置的第二侧方定位单元;
所述前定位单元包括第一电机、受所述第一电机驱动进行左右移动的第一支撑板、间隔设置在所述第一支撑板上的若干第一挡杆;所述第一侧方定位单元包括第一气缸、受所述第一气缸驱动进行前后运动的第二支撑板、间隔设置在所述第二支撑板上的若干第二挡杆;所述第二侧方定位单元包括第二电机、受所述第二电机驱动进行前后移动的第三支撑板、间隔设置在所述第三支撑板上的若干第三挡杆。
进一步的,所述精定位装置包括相对设置的两个孔定位单元;所述孔定位单元包括第三电机、受所述第三电机驱动进行前后运动的第四支撑板、固定在所述第四支撑板上的第四电机、受所述第四电机驱动进行左右运动的第五支撑板、固定在所述第五支撑板上的第二气缸、受所述第二气缸驱动进行上下运动的第一定位顶针、固定在所述第五支撑板上且位于所述第一定位顶针正上方的所述第一CCD相机。
进一步的,所述打PIN装置包括相对设置的两个打PIN单元,所述打PIN单元包括对PCB板进行定位支撑的定位支撑模组、位于所述定位支撑模组上方的导向压紧模组、位于所述导向压紧模组上方的PIN针压入模组、以及将PIN针送入所述导向压紧模组中的PIN针供料上料模组。
进一步的,所述两个打PIN单元中,其中一个打PIN单元固定设置,另一个打PIN单元活动设置在一X轴驱动模组上。
进一步的,所述定位支撑模组包括支撑PCB板的支撑块、位于所述支撑块下方的第七气缸、受所述第七气缸驱动进行上下运动的第二定位顶针,所述第二定位顶针受所述第七气缸向上穿过所述支撑块插入到PCB板的PIN针孔中实现对PCB板的定位。
进一步的,所述导向压紧模组包括第六气缸、受所述第六气缸驱动进行上下运动的第七支撑板、固定在所述第七支撑板下方的且用于压紧PCB板的定位压头、固定在所述第七支撑板上的导向座。
进一步的,所述PIN针压入模组包括第三气缸、受所述第三气缸驱动进行上下运动的打PIN顶针;所述导向座上设置有导向穿孔;所述打PIN顶针受所述第三气缸驱动穿过所述导向穿孔。
进一步的,所述PIN针供料上料模组包括PIN针送料模组、PIN针上料模组以及为所述PIN针送料模组供应PIN针的PIN针供料模组;
所述PIN针上料模组包括第四气缸、受所述第四气缸驱动进行水平移动的PIN针上料嘴;
所述PIN针送料模组包括第五气缸、受所述第五气缸驱动进行水平移动的错位分料块、位于所述错位分料块上方的第一接料嘴、以及位于所述错位分料块下方的第二接料嘴,所述第一接料嘴与所述第二接料嘴错位设置,所述错位分料块内设置有在第一位置与所述第一接料嘴对接的、且在第二位置与所述第二接料嘴对接的分料孔道;所述错位分料块受所述第五气缸驱动在所述第一位置与所述第二位置之间进行切换;
所述第二接料嘴与所述PIN针上料嘴通过软管连通;所述PIN针供料模组的输出端通过软管与所述第一接料嘴连通;
所述PIN针上料嘴受所述第四气缸驱动移动至所述导向座上方,与所述导向穿孔对接,将PIN针送入至所述导向穿孔中。
进一步的,所述打PIN单元还包括对PIN针打入情况进行检查的第二CCD相机。
与现有技术相比,本发明一种高精度高效PCB板全自动打PIN机构的有益效果在于:通过预定位装置、精定位装置以及打PIN针装置的设计,配合输送搬运机构,实现了PCB板的自动叠合打PIN操作,实现了多层PCB板的叠层上料,大大提高了PCB板流水线式生产的上料效率;且通过预定位装置和精定位装置,保障了PCB板叠合时的位置精度,保障PIN针能够顺利的、精准的打入到PCB板中;有效的减少了PCB板打PIN时由于定位不准而损坏板材的现象发生。
【附图说明】
图1为本发明实施例的主视结构示意图;
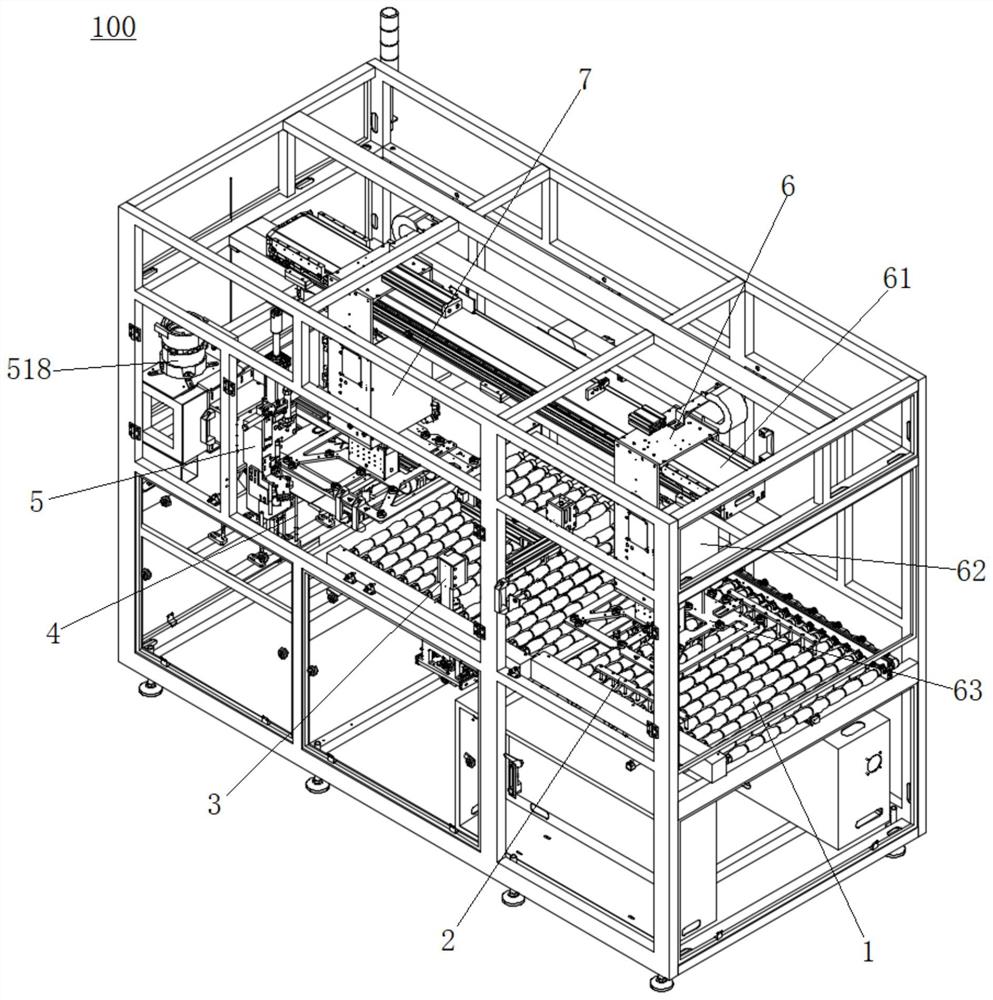
图2为本发明实施例的立体结构示意图;
图3为本发明实施例中预定位装置的结构示意图;
图4为本发明实施例中精定位装置的立体结构示意图;
图5为本发明实施例中精定位装置的主视结构示意图;
图6为本发明实施例中打PIN装置的立体结构示意图;
图7为本发明实施例中打PIN单元的结构示意图;
图8为本发明实施例中打PIN单元的主视结构示意图;
图9为本发明实施例中顶升输出装置的结构示意图;
图中数字表示:
100、高精度高效PCB板全自动打PIN机构;101、PCB板;
1、输送装置;
2、预定位装置,21、前定位单元,211、第一电机,212、第一支撑板,213、第一挡杆,22、第一侧方定位单元,221、第一气缸,222、第二支撑板,223、第二挡杆,23、第二侧方定位单元,231、第二电机,232、第三支撑板,233、第三挡杆;
3、精定位装置,31、孔定位单元,311、第三电机,312、第四支撑板,313、第四电机,314、第五支撑板,315、第二气缸,316、第一定位顶针,317、第一CCD相机,318、第一滑轨,319、光源板;
4、支撑平台;
5、打PIN装置,51、打PIN单元,511、第六支撑板,512、第三气缸,513、打PIN顶针,514、PIN针送料模组,5141、第五气缸,5142、错位分料块,5143、第一接料嘴,5144、第二接料嘴,515、PIN针上料模组,5151、第四气缸,5152、PIN针上料嘴,516、导向压紧模组,5161、第六气缸,5162、第七支撑板,5163、定位压头,5164、导向座,517、定位支撑模组,5171、支撑块,5172、第七气缸,5173、第二定位顶针,518、PIN针供料模组,519、第二CCD相机;52、X轴驱动模组;
6、第一搬运装置,61、第五电机,62、第八支撑板,63、吸附模组;
7、第二搬运装置;
8、顶升输出装置,81、第九气缸,82、支撑框,83、输送单元。
【具体实施方式】
实施例一:
请参照图1-图9,本实施例一种高精度高效PCB板全自动打PIN机构100,其包括输送装置1、位于输送装置1下方且对输送装置1上的板材进行定位的预定位装置2与精定位装置3、设置在输送装置1尾端的支撑平台4、设置在支撑平台4两侧的打PIN装置5、将板材从预定位装置2位置搬运到精定位装置3位置的第一搬运装置6、以及将板材从精定位装置3位置搬运到支撑平台4上的第二搬运装置7。预定位装置2与精定位装置3沿输送装置1设置。
本实施例是对PCB工厂线路板进行打PIN操作,其中输送装置1采用滚轮或滚轴的滚动输送方式,以满足较重PCB板的支撑运输需求。
预定位装置2包括阻挡输送装置1上的板材前进方向的前定位单元21、限定板材一侧边位置的第一侧方定位单元22以及限定板材另一侧边位置的第二侧方定位单元23。前定位单元21包括第一电机211、受第一电机211驱动进行左右移动的第一支撑板212、间隔设置在第一支撑板212上的若干第一挡杆213。第一侧方定位单元22包括第一气缸221、受第一气缸221驱动进行前后运动的第二支撑板222、间隔设置在第二支撑板222上的若干第二挡杆223。第二侧方定位单元23包括第二电机231、受第二电机231驱动进行前后移动的第三支撑板232、间隔设置在第三支撑板232上的若干第三挡杆233。
本实施例中,前定位单元21采用伺服电机驱动,避免了气缸驱动的刚性碰撞对板材的损坏风险,减缓移动速度,避免硬性碰撞,可更好的保护产品。第一侧方定位单元22采用气缸驱动,对板材的侧边位置提供一个基准位置,然后配合第二侧方定位单元23的伺服电机驱动,将板材侧向推动靠向第二挡杆223,进而实现了板材左右两侧的定位。预定位装置2利用的是板材的侧边边缘进行的定位,其定位精度还不能满足需求,因此,还需要利用精定位装置3对板材进行进一步的精定位。第二侧方定位单元23采用伺服电机驱动,还可以满足不同规格尺寸大小的PCB板材,提高通用性。
第一挡杆213、第二挡杆223以及第三挡杆233均穿过输送装置1其顶部延伸至输送装置1的上方。
精定位装置3包括相对设置的两个孔定位单元31,两个孔定位单元31分别用于寻找PCB板上两侧对应的定位孔,并将定位针插入对应的定位孔中,然后将PCB板整体移动至设定位置,实现精准定位。
所述孔定位单元31包括第三电机311、受第三电机311驱动进行前后运动的第四支撑板312、固定在第四支撑板312上的第四电机313、受第四电机313驱动进行左右运动的第五支撑板314、固定在第五支撑板314上的第二气缸315、受第二气缸315驱动进行上下运动的第一定位顶针316、固定在第五支撑板314上且位于第一定位顶针316正上方的第一CCD相机317。
第四支撑板312通过滑块活动设置在一对第一滑轨318上。两个孔定位单元31共用同一对第一滑轨318。第五支撑板314上位于第一CCD相机317的下方位置还设置有光源板319,第一定位顶针316穿过光源板319。
两个孔定位单元31中,其中一个孔定位单元31在前后方向上的运动行程比另一个孔定位单元31在前后方向上的运动行程长。运动行程长的孔定位单元31可用于适用不同规格大小的PCB板的精准定位,实现自动调节与适应,提高通用性。
支撑平台4由若干个支撑柱构成,所述支撑柱沿板材的四周边缘分布。
打PIN装置5包括相对设置的两个打PIN单元51,其中一个打PIN单元51固定设置,另一个打PIN单元51活动设置在一X轴驱动模组52上。通过两个打PIN单元51的设置可以适用于不同规格大小的PCB板的自动打PIN操作。
打PIN单元51包括第六支撑板511、固定在第六支撑板511上的第三气缸512、受第三气缸512驱动进行上下运动的打PIN顶针513、固定在第六支撑板511上的PIN针送料模组514与PIN针上料模组515、以及为PIN针送料模组514供应PIN针的PIN针供料模组518。
PIN针上料模组515包括第四气缸5151、受第四气缸5151驱动进行水平移动的PIN针上料嘴5152。PIN针上料嘴5152受第四气缸5151驱动在设定位置与PCB板定位孔上方之间进行位置切换。
PIN针送料模组514包括第五气缸5141、受第五气缸5141驱动进行水平移动的错位分料块5142、位于错位分料块5142上方的第一接料嘴5143、以及位于错位分料块5142下方的第二接料嘴5144,第一接料嘴5143与第二接料嘴5144错位设置,错位分料块5142内设置有在第一位置与第一接料嘴5143对接的、且在第二位置与第二接料嘴5144对接的分料孔道(图中未标示)。错位分料块5142受第五气缸5141驱动在所述第一位置与所述第二位置之间进行切换。
第二接料嘴5144与PIN针上料嘴5152通过软管连通。PIN针供料模组518采用振动盘结构,且其输出端通过软管与第一接料嘴5143连通。
打PIN单元51还包括导向压紧模组516。导向压紧模组516包括第六气缸5161、受第六气缸5161驱动进行上下运动的第七支撑板5162、固定在第七支撑板5162下方的且用于压紧PCB板的定位压头5163、固定在第七支撑板5162上的导向座5164,导向座5164上设置有供打PIN顶针513穿过的且与PCB板上定位孔位置对应的导向穿孔(图中未标示)。通过导向压紧模组516,一方面可以通过定位压头5163和导向座5164从上方压紧PCB板,另一方面,通过导向座5164可以对打PIN顶针513进行导向,保障打PIN顶针513能够顺利精准的将PIN针打入到PCB板定位孔中。
本实施例中,PIN针上料嘴5152受第四气缸5151驱动移动至导向座5164上方,与所述导向穿孔对接,将PIN针送入至所述导向穿孔中。
打PIN单元51还包括对PCB板进行定位支撑的定位支撑模组517。定位支撑模组517包括支撑PCB板的支撑块5171、位于支撑块5171下方的第七气缸5172、受第七气缸5172驱动进行上下运动的第二定位顶针5173,第二定位顶针5173受第七气缸5172向上穿过支撑块5171插入到PCB板的PIN针孔中实现对PCB板的定位。
第六支撑板511上还设置有对PIN针打入情况进行检查的第二CCD相机519。
X轴驱动模组52包括第六电机(图中未标示)、受所述第六电机驱动进行旋转运动的丝杆、位于所述丝杆两侧的一对第二滑轨,所述第六支撑板511通过滑块活动设置在所述第二滑轨上且通过螺母套与所述丝杆配合连接实现传动。通过X轴驱动模组52可以调节两个打PIN单元51之间的距离,进而适用于各种不同规格大小的PCB板,提高了通用性。
第一搬运装置6与第二搬运装置7结构相同,且包括第五电机61、收第五电机61驱动进行左右移动的第八支撑板62、固定在第八支撑板62上的第八气缸(图中未标示)收所述第八气缸驱动进行上下运动的吸附模组63。本实施例中,第一搬运装置6与第二搬运装置7采用两个独立的驱动模组实现左右和上下的运动,在其他实施例中,也可以共用一个第五电机实现左右运动,然后采用独立的两个第八气缸实现上下运动。
支撑平台4的中部设置有将打PIN后的PCB板输送出去的顶升输出装置8。顶升输出装置8包括第九气缸81、受第九气缸81驱动进行上下运动的支撑框82以及设置在支撑框82上的输送单元83。
本实施例一种高精度高效PCB板全自动打PIN机构100的工作原理为:PCB板通过输送装置1进入到预定位装置2位置,预定位装置2上的传感器感应到产品到位后,前定位单元21中的第一挡杆213移动到位,对PCB板的前端位置进行边缘限位;然后第一侧方定位单元22和第二侧方定位单元23中对应的挡杆相互靠拢至设定位置,对PCB板的左右两侧边缘位置进行限位;预定位好后,通过第一搬运装置6将PCB板搬运至精定位装置3位置;精定位装置3通过位于PCB板左右两侧上方的第一CCD相机317获取PCB板上的定位孔位置,然后利用独立的水平移载驱动模组驱动第一定位顶针316移动至定位孔下方,再通过第二气缸315驱动第一定位顶针316伸出,然后将PCB板移动至设定位置,实现对PCB板的精准定位;然后通过第二搬运装置7将精定位好后的PCB板搬运放置到支撑平台4上;打PIN装置5中的第二定位顶针5173伸出,PCB板的PIN孔内落在第二定位顶针5173上,这里可以根据需求的数量叠放多层板材;导向压紧模组516中的第七支撑板5162伸出,定位压头5163与导向座5164压紧PCB板;PIN针通过PIN针供料模组518将PIN针排列输出至第一接料嘴5143中,然后通过错位分料块5142一次性承接一个PIN针送入到PIN针上料模组515的PIN针上料嘴5152中;当PIN针上料嘴5152移动至导向座5164上方对准导向穿孔时,PIN针则落入到导向座5164中;然后PIN针上料嘴5152退出,打PIN顶针513下降将PIN针压入到PIN针孔内,将多层板材叠合在一起形成一个整体结构;最后通过第二CCD相机519对PIN针打入情况进行检查,检查PIN针是否完全打入;然后导向压紧模组516与打PIN顶针513上升让位;顶升输出装置8中输送单元83上升将叠层板材顶起,然后输送出去,实现多层板上料。
本实施例一种高精度高效PCB板全自动打PIN机构100通过预定位装置、精定位装置以及打PIN针装置的设计,配合输送搬运机构,实现了PCB板的自动叠合打PIN操作,实现了多层PCB板的叠层上料,大大提高了PCB板流水线式生产的上料效率;且通过预定位装置和精定位装置,保障了PCB板叠合时的位置精度,保障PIN针能够顺利的、精准的打入到PCB板中;有效的减少了PCB板打PIN时由于定位不准而损坏板材的现象发生。
以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。