一种镍氢正极极片加工装置及方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明专利涉及电池极片加工领域,具体涉及一种镍氢正极极片加工装置及方法。
背景技术
现有镍氢正极极片制作中,采用集流体(海绵状发泡镍)全面填充正极活性物质,经辊压成型后,通过裁切机分裁成规则四边形,裁切机分裁的极片,容易产生四角的披锋,极片边缘四个角会形成锐角,尤其对高容量电池尤为关键,刺穿隔膜造成电池低压、短路,对电池性能产生致命的影响。有些生产厂商会专门进行去披锋处理,或者经过打磨、或利用专门去披锋机器,然而,这两种方式均需要人工进行操作,四角逐一去除,极大的浪费了人力,且去披锋可能会影响产品质量,或造成极片规格不一的情况,残品率高。
发明内容
针对现有技术的不足,本发明提供了一种镍氢正极极片加工装置及方法,解决了目前镍氢正极极片加工无法一次冲裁成型、容易产生四角披锋、二次加工效率低下、残品率高的问题。
为解决上述问题,本发明的镍氢正极极片加工装置,包括桌体与上部的运送机构与切割机构,所述运送机构与所述切割机构在水平方向上并列设置;
所述运送机构包括料轮、托板、限位条、送料电机、送料主动轮,所述料轮与所述托板连接,所述限位条有两个且并排安装于所述托板上;
所述切割机构包括下部的垫脚、承接台与上模具、下模具,所述上模具、下模具置于所述承接台上部,还包括侧板、滑块安装板、连接板、冲裁气缸,所述承接台设于所述垫脚上,所述承接台两侧分别设有侧板,所述侧板上部设有连接板,所述冲裁气缸固定于所述连接板上,所述冲裁气缸通过连杆与所述滑块安装板相连;
进一步地,所述上模具与所述下模具为相互匹配的冲刀,所述下模具开设与所述上模具横向截面相同的并且贯穿所述下模具的槽,所述上模具与所述滑块安装板相连,通过螺栓实现拆卸及固定,所述下模具与所述承接台固定连接。
进一步地,所述滑块安装板与所述连杆的连接处开设有凹槽,所述凹槽中设有调平圆盘。
进一步地,所述限位条两侧设有滑槽,所述限位条与所述托板上设有贯穿所述限位条与所述托板的通孔。
进一步地,所述送料电机位于所述运送机构与切割机构一侧,以固定周期与冲程运行。
进一步地,所述上模具横截面与预设镍氢正极极片大小相同,所述下模具的槽截面与预设镍氢正极极片大小相同。
一种应用镍氢正极极片加工装置的方法,包括如下步骤:
S1、将对辊辊压成型后的正极发泡镍料置于托板上,使用限位条固定;
S2、经送料电机与送料主动轮将正极发泡镍料运送至下模具上;
S3、使用冲裁气缸带动滑块安装板进而驱动上模具进行冲裁;
S4、退刀卸料。
与相关技术相比,本发明的镍氢正极极片加工装置及方法具备以下有益效果:
1、提供一种极片的加工装置,减少工艺流程,利用成型模具,对所需要的规格要求极片,在生产过程中直接一次冲裁成型,提升生产效率,降低生产成本。
2、有效提高镍氢高容量电池充放电安全性,杜绝了由于毛刺产生的低压,短路,微短路等现象的发生,有效提升了电池的综合性能和效率,在一定程度上提高电池的循环性能和使用寿命。
3、提高极片质量,极片加工的一致性高,避免了人工打磨、或利用专门去披锋机器,人力成本降低,残品率低。
附图说明
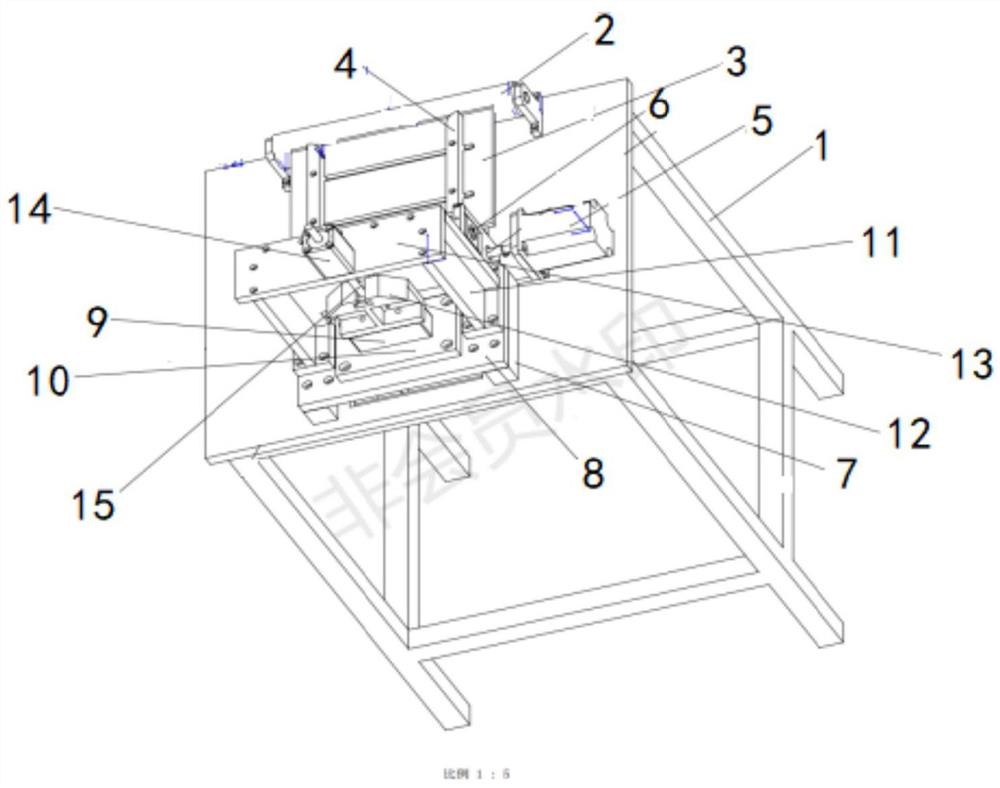
图1为本发明镍氢正极极片加工装置的结构示意图;
图2为本发明上模具与下模具的结构示意图;
图3为本发明改进后的极片产品形状;
图中,1、桌体,2、料轮,3、托板,4、限位条,5、送料电机,6、送料主动轮,7、垫脚,8、承接台,9、上模具,10、下模具,11、侧板,12、滑块安装板,13、连接板,14、冲裁气缸,15连杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
参阅图1,本发明的镍氢正极极片加工装置,承载体为桌体1,也可以使用其他承载体,如支架、平台等,上部为运送机构与切割机构,该两部分结构并列的固定在桌体1上,运送机构包括料轮2、托板3、限位条4、送料电机5、送料主动轮6,料轮2与托板3连接,限位条4有两个且并排安装于托板3上,料轮2起到过料作用,原材料经对辊辊压成型后,经过料轮2使物料置于托板3上,限位条两侧设有滑槽,限位条与托板上设有贯穿限位条与托板的通孔,限位条主要起夹持、固定的作用,便于运送,送料电机位于运送机构与切割机构一侧,以固定周期与冲程运行。
切割机构包括下部的垫脚7、承接台8与上模具9、下模具10,上模具9、下模具10置于承接台8上部,还包括侧板11、滑块安装板12、连接板13、冲裁气缸14,承接台8设于垫脚7上,承接台8上两侧分别设有侧板11,侧板11上部设有连接板13,冲裁气缸14固定于连接板13上,冲裁气缸14通过连杆15与滑块安装板12相连;垫脚7固定切割机构,确保切割机构与运送机构并排设置,承接台8承接运送机构输送来的物料并且承载上模具9、下模具10,以进行冲裁加工,侧板11为两页,各分配于上模具9、下模具10及滑块安装板12的两侧并固定在承接台8上,两块侧板11的上部通过一块连接板13固定连接,连接板13中心开设通孔,容纳连杆15贯穿,连杆15上部连接有冲裁气缸14,并且冲裁气缸14固定于连接板13上,连杆15下端连接滑块安装板12,滑块安装板12与连杆15的连接处开设有凹槽,凹槽中设有调平圆盘,该凹槽容纳调平圆盘,使调平圆盘固定,之所以设计该凹槽,是因为如果连杆15直接与滑块安装板12相连,在冲裁气缸14运作时,钢性接触极易使连杆15与滑块安装板12的连接之处断裂,使设备损坏,设计该凹槽并且内置调平圆盘,在冲裁切割时,是调平圆盘与滑块安装板12钢性接触,受力面积增大,损坏率大幅度降低,延长了使用寿命。
参阅图2,本实施例中,上模具9与下模具10为相互匹配的冲刀,下模具10开设与上模具9横向截面相同的并且贯穿下模具10的槽,上模具9与滑块安装板12相连,通过螺栓实现拆卸及固定,下模具10与承接台8固定连接。上模具9横截面与预设镍氢正极极片大小相同,下模具10的槽截面与预设镍氢正极极片大小相同。
在本实施例中,填充了正极活性物质的正极物料经辊压成型后,经过本发明装置运送机构的料轮2,将物料运送至托板3上,随后操作人员调节限位条4的位置,将物料使用两限位条4夹持后固定限位条,随后送料电机5运作并啮合送料主动轮6,将夹持好的物料输送到上模具9与下模具10之间,随后切割机构运作,其上部的冲裁气缸带动滑块安装板进而带动上模具进行冲裁,参阅图3,由于上模具9外角、下模具10内角均为圆角并与预设镍氢正极极片圆角相同,所以一次冲裁后,正极极片的冲裁圆角达到预设。
本发明还提供了一种应用镍氢正极极片加工装置的方法,使用上述镍氢正极极片加工装置,包括如下步骤:
S1、将对辊辊压成型后的正极发泡镍料置于托板3上,使用限位条4固定;
S2、经送料电机5与送料主动轮6将正极发泡镍料运送至下模具10上;
S3、使用冲裁气缸14带动滑块安装板12进而驱动上模具9进行冲裁;
S4、退刀卸料。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种镍氢正极极片加工装置及方法
- 一种镍氢电池的正极极片的制作方法及制作设备