一种解决冲压成形叠料的方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及钣金冲压成形技术领域,具体是一种解决冲压成形生产中,板料在流动过程中不能保持绷紧状态,局部材料相互挤压产生叠料缺陷的方法。
背景技术
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的冲压件的成形加工方法。通常情况下,根据功能和强度等需要,汽车冲压件的自身结构和外形设计得千奇百怪,基本都可以通过冲压工艺来实现。
而在冲压成形过程中,由于受各种外部因素,比如压力、成形速度,材料尺寸、拉延筋形状、模具型面贴合率、设备平行度等影响,使得冲压件会出现开裂、起皱、叠料等现象,大都可以通过调整各工艺参数来消除对应缺陷。但受零件自身形状及结构限制,如零件内部存在多面相交或马鞍形时,在冲压成形过程中,因材料流动困难,其局部所出现的叠料缺陷,是无法通过调整工艺参数来消除的,叠料部位将成为整个零件的应力集中点,导致零件强度降低,影响使用性能,甚至无法保障车辆的行驶安全。而现有解决方案只能通过修改叠料区域的结构形状,使其满足冲压工艺性。
发明内容
为克服现有技术的不足,本发明的发明目的在于提供一种解决冲压成形叠料的方法,以有效消除冲压件的叠料缺陷,保证冲压质量。
为实现上述发明目的,本发明的导套和凹模安装在上模座上,导柱和凸模安装在下模座上,板材置于压边圈上,装在下模座内的托杆托起压边圈;上模座带动凹模一起向下运动,凹模开始接触板材,压边圈在托杆的作用下压紧板材,上模座继续下行,凸模将板材顶入凹模内,其特征在于:为防止被冲压后板材在后序整形时,即将发生扭曲堆叠区域M处的材料过多产生后续整形无法消除的堆叠现象,或材料偏少产生开裂现象,在板材被冲压时即将发生扭曲堆叠区域M处,在凸模上增设凸起过渡型面N,凸模上的凸起过渡型面N的表面积二S
本发明按所述产品对应理论型面P进行计算机辅助冲压成形分析,得到板材被冲压时即将发生扭曲堆叠区域M处相对于其周边区域的高度h;通过计算机辅助冲压成形分析不断调整板材即将发生扭曲堆叠区域M的过渡区域AB的边界范围,通过体积不变原理,即0.9≤S
本发明是在板材冲压时即将发生叠料的区域,在凸模与凹模上分别做出相互配合的曲率较大的凸模过渡型面和凹模过渡型面,凸模过渡型面和凹模过渡型面可吸收冲压成形过程中板材局部的多余材料,在其相互作用下,得到产品平滑过渡型面,再通过后序整形得到需要的形状,避免材料不能展开而堆积到一起,导致叠料现象的出现,以至于在后工序中无法消除。
本发明与现有技术相比,可以通过调整凸模过渡型面和凹模过渡型面的高度和面积,来撑开板材成形过程中的堆积区域,通过后工序的整形将板材的冲压型面压到最终的理想状态,防止冲压成形时材料堆叠在一起,避免冲压产品的应力集中,可有效提高冲压件的机械强度及使用性能,产品冲压质量和车辆的行驶安全得到大幅度提升,可适用于各种零件内部存在多面相交或马鞍形等复杂异形零件。
附图说明
图1为冲压产品结构示意图。
图2为图1的I-I放大图。
图3为原有冲压产品的冲制效果图。
图4为本发明产品10的冲压结构简图。
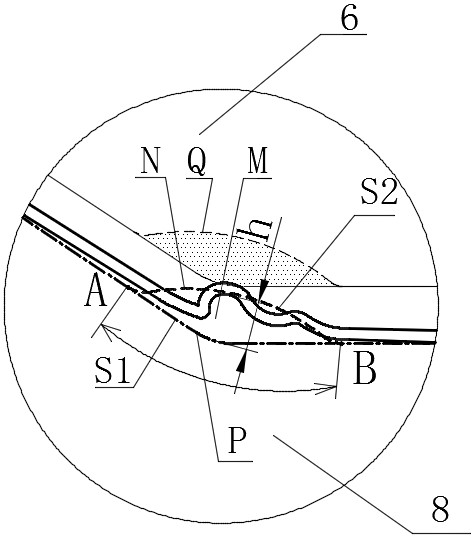
图5为图4的II-II放大图。
具体实施方式
如图1、图2、图3所示,为一种产品10的结构及冲制效果图,在冲压成形过程中,在凹模11和凸模12的作用下冲制产品10时,因材料流动困难,其局部所出现的叠料缺陷,是无法通过后续调整工艺参数来消除的,叠料部位将成为整个零件的应力集中点,导致零件强度降低,影响使用性能。
如图4、图5所示,本发明的导套4和凹模6安装在上模座5上,导柱3和凸模8安装在下模座1上,板材7置于压边圈2上,装在下模座1内的托杆9托起压边圈2;上模座5带动凹模6一起向下运动,凹模6开始接触板材7,压边圈2在托杆9的作用下压紧板材7,上模座5继续下行,凸模8将板材7顶入凹模6内,为防止被冲压后板材7在后序整形时,即将发生扭曲堆叠区域M处的材料过多产生后续整形无法消除的堆叠现象,或材料偏少产生开裂现象,在板材7被冲压时即将发生扭曲堆叠区域M处,在凸模8上增设凸起过渡型面N,凸模8上的凸起过渡型面N的表面积二S
本发明按所述产品对应理论型面P进行计算机辅助冲压成形分析,得到板材7被冲压时即将发生扭曲堆叠区域M处相对于其周边区域的高度h;通过计算机辅助冲压成形分析不断调整板材7即将发生扭曲堆叠区域M的过渡区域AB的边界范围,通过体积不变原理,即0.9≤S
本发明根据板材7被冲压后的产品对应理论型面P,即用产品对应理论型面P做计算机辅助冲压成形CAE模拟分析,测量材料即将扭曲堆叠时,相对于其周边,也就是被冲压后板材7理论区域面型的的高度h,来确定凸模8上的凸起过渡型面N的高度,通过体积不变原理,进而确定材料即将发生扭曲堆叠区域M的过渡区域AB范围,以保证凸模8上的凸起过渡型面N的表面积二S
本发明只是在模具成形工序中,通过计算机CAE模拟分析,在凸模8上增加凸起过渡型面N的模拟设计,同时,通过过渡型面N偏置一个料厚来确定凹模过渡型面Q,在凸模过渡型面N与凹模过渡型面Q的相互配合下,冲压时将板材7叠料区域的材料撑起,通过后续整形,得到产品最终形状,即产品对应理论型面P,很好的解决了产品造型需求,消除了成形叠料缺陷,可适用于各种零件内部存在多面相交或马鞍形等复杂异形零件。
- 一种解决冲压成形叠料的方法
- 一种解决薄板类高翻边产品叠料问题的冲压方法