一种夹丝双层童装面料的制备方法
文献发布时间:2023-06-19 10:30:40
技术领域
本发明涉及纺织技术领域,特别涉及一种夹丝双层童装面料的制备方法。
背景技术
服装是人类的第二皮肤,服装面料的选择及舒适感对人体起着致关重要的作用,对于儿童服装面料的性能要求,人们有着更高的追求,由于儿童的皮肤比较娇嫩、敏感,加上儿童活泼、好动甚至比较顽皮,因此童装的面料选择首先要保证面料性能温和,不易造成儿童皮肤过敏,对于秋冬款的面料更需同时具备紧密结实、轻便保暖等性能。
冬季天气比较干燥和寒冷,而儿童活泼好动,衣服容易产生静电,影响儿童健康,因此专门开发的一种表面用精棉紧密织造再生环保POLY被紧紧的夹在中间,用半光POLY紧紧锁住,有效预防静电;再生环保POLY经高温染色后体积膨胀,手感相当丰厚且结实,较其它面料重量轻,抗寒能力强。
仅用针织大圆机就能完成的夹层布,手感软,层级厚度均匀,吸色均匀,同时具备舒适和保健功能。
发明内容
本发明针对上述市场需求而提供一种夹丝双层童装面料的制备方法。
本发明的技术方案是这样的:
一种夹丝双层童装面料的制备方法,包括如下步骤:
a、选择针织大圆机设备,包括大圆机机底、针筒、织针、储纱设备;
b、对机台进行清洁、上针筒、上罗丝固定、空机运转测量对针位;
c、确定针筒为双面对筒;
d、分别在上盘针盘重复排入(高脚针1支+低脚针1支=2支/循环)织针,直至排满2064;
e、分别在下盘针筒重复排入(低脚针1支+高脚针1支=2支/循环)织针,直至排满2064;
f、启动机台电源点动开关,针筒低速运转;
g、测量对针位为双面对针;
h、测量织针食位为分食2支针;
i、按上机工艺图之棱角排图改棱角,一个棱角循环12模,开机模数是60模,收8模;
j、将改好棱角的棱角座从第一模开始分别装在排好织针的机台上;
k、每个棱角座用罗丝打紧固定;
l、机台二次空机运转,确定织针高低脚分别在棱角一、二跑道上正常运转;
m、按上机工艺图纸之组织结构图进行原料上机排列;
n、从线圈编织图的第一模开始排纱,至第十二模为一个循环,重复5个循环;
o、机台第三次点动运转,每种原料的纱线通过织针独立在固定的棱角跑道上工作时完成编织;
p、再次检查织针、棱角、排纱均正确后,启动运行开关,机台正常运转,5-10分钟内下布头;
q、复核布头的工艺参数,再根据工艺图纸上的标准工艺参数进行调较机台;
r、核对工艺参数并调校好机台后,再启动运行开关,开始织布。
进一步的,步骤i中所述棱角排图,包括上盘针盘高位棱角顺序为,出针棱角、平针棱角、出针棱角、平针棱角、平针棱角、含针棱角、出针棱角、平针棱角、出针棱角、平针棱角、平针棱角、平针棱角;上盘针盘低位棱角顺序为,出针棱角、平针棱角、出针棱角、平针棱角、平针棱角、平针棱角、出针棱角、平针棱角、出针棱角、平针棱角、平针棱角、含针棱角;下盘针筒低位棱角顺序为,平针棱角、出针棱角、平针棱角、出针棱角、平针棱角、平针棱角、平针棱角、出针棱角、平针棱角、出针棱角、平针棱角、含针棱角;下盘针筒高位棱角顺序为,平针棱角、出针棱角、平针棱角、出针棱角、平针棱角、含针棱角、平针棱角、出针棱角、平针棱角、出针棱角、平针棱角、平针棱角。
进一步的,步骤n中所述线圈编织图,其中4模包括第1模、第3模、第7模、第9模为走同一种纱线;其中4模包括第2模、第4模、第8模、第10模为走同一种纱线;其中2模包括第5模、第11模为走同一种纱线;其中2模包括第6模、第12模为走同一种纱线。
进一步的,所述第1模、第3模、第7模、第9模所走纱线其走纱路线为,纱线从纱球-吊纱棚-储纱器-纱咀-针钩。
进一步的,所述第2模、第4模、第8模、第10模所走纱线其走纱路线为,纱线从纱球-吊纱棚-储纱器-纱咀-针钩。
进一步的,所述第5模、第11模所走纱线其走纱路线为,纱线从纱球-地面-吊纱棚-纱咀-针钩。
进一步的,所述第6模、第12模所走纱线其走纱路线为,纱线从纱球-吊纱棚-储纱器-纱咀-针钩。
本发明的有益效果是:本发明采用新型工艺设计,用2夹1的方式固定浮纱,浮纱用直接消极送纱方式送纱,所织造的夹丝双层童装面料,布面紧密平整,条纹清晰,再生环保POLY浮纱夹在中间,用半光POLY紧紧锁住,手感非常厚实,再生环保POLY经高温(130度水温)染色,收缩膨胀,手感加倍丰厚柔软,同时再生环保POLY轻盈保暖效果极佳。
附图说明
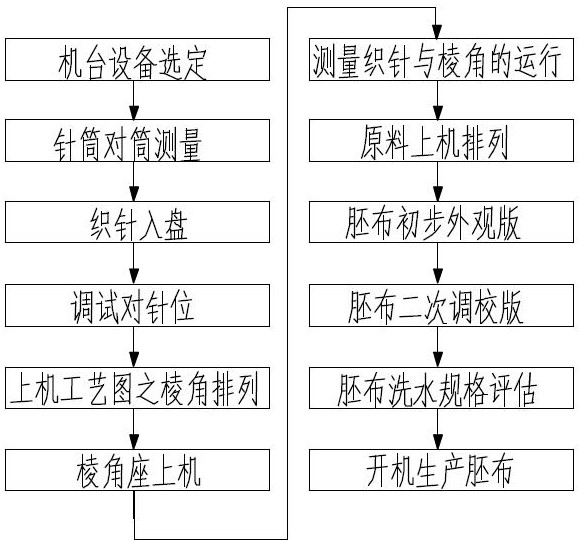
图1为一种夹丝双层320G童装面料的织造工艺流程图。
图2为上机工艺图中的棱角排列图。
图中图标含义:∧下筒出针棱角,∨上盘出针棱角,凵上盘含针棱角,冂下筒含针棱角,-平针棱角。
图3为上机工艺图中的组织结构图,即线圈编织图。
图4为胚布面料图。
图5为胚布面料经过水洗后的外观效果图。
具体实施方式
以下结合图1、图2、图3、图4、图5详细说明本发明的具体实施方式。
实施例1:
一种紧密厚实轻便保暖夹丝双层320G童装面料的制备方法,
如图1所示,按以下步骤:
a、选大圆机设备,包括大圆机机底、针筒、织针、储纱设备。
b、对机台进行清洁、上针筒、上罗丝固定、空机运转测量对针位。
c、确定针筒为双面对筒。
d、分别在上盘针盘重复排入(高脚针1支+低脚针1支=2支/循环)织针,直至排满2064。
e、分别在下盘针筒重复排入(低脚针1支+高脚针1支=2支/循环)织针,直至排满2064。
f、启动机台电源点动开关,针筒低速运转。
g、测量对针位为双面对针。
h、测量织针食位为分食2支针。
i、按设计好的上机工艺图之棱角排图改棱角,如图2所示,一个棱角循环12模,开机模数是60模,需要重复排五次,剩下不足循环的8模用收模棱角收掉,得到实际所需的开机模数,形成织针运行的第一和第二跑道, 并确保花型完整统一。
j、将改好棱角的棱角座从第一模开始分别装在排好织针的机台上。
k、每个棱角座用罗丝打紧固定。
l、机台二次空机运转,确定织针高低脚分别在棱角一、二跑道上正常运转。
m、按上机工艺图纸之组织结构图进行原料上机排列,如图3所示。
n、从线圈编织图的第一模开始排纱,至第12模为一个循环,重复5个循环,如图3所示,上单边(全标)和下单边(全标)排30S/1精梳全棉,含针棱角位排75D/36F半光POLY,平针棱角位排300D/96F RECYCLE POLY,每个循环的棱角中300D/96F RECYCLE POLY 均需要占用一模,所采用的是平针棱角,30S/1精梳全棉和75D/36F半光POLY 的每个纱球放置于吊纱绷上,经过储纱器,正常储纱,再输送到纱咀,连接到织针针钩上进行编织,常规需要在储纱器里储存数十圈纱线,为机台正常运转时纱线积极输送做准备。
而300D/96F RECYCLE POLY的每个纱球均放置地面上,纱线穿过储纱器,但不储纱也不绕一圈,直接到纱咀,输送到织针进行消极送纱编织。
这种消极送纱的方式,在针织大圆机胚布生产中是罕见的,其必须同时满足如下3个条件方能使大圆机机台正常运转。
满足条件一:排这模纱的织针运行轨迹是平针棱角。
满足条件二:在吊纱棚的放纱设备中,其它两种原料纱线放置在吊纱棚上,300D/96F RECYCLE POLY必须将纱球放置在平地上。
满足条件三:当织针勾住300D/96F RECYCLE POLY,对应的棱角不参与编织,机台对应位置本身不需增任何张力,以直线的状态井然有序排列在中间。
为了让排列在中间的300D/96F RECYCLE POLY在染色及成衣洗涤过程中不走位而形成扎堆,每一模300D/96F RECYCLE POLY参与编织完后均用75D/36F半光POLY把它紧紧锁住,使每疋布整体保持厚薄均匀,手感舒适。
织物面料的正面,使用30S/1精梳全棉,29.5CM/100G偏密的纱长进行编织。
织物面料的底面,同样使用30S/1精梳全棉,29.5CM/100G偏密的纱长进行编织。
面料的底和面统一采用偏密织线圈长度进行编织,使得夹在织物中间的300D/96FRECYCLE POLY更具保暖性,同时把与编织锁住功能的75D/36F半光POLY有效的覆盖住,有效防止POLY因与人体接触时静电的产生。
o、机台第三次点动运转,每种原料的纱线通过织针独立在固定的棱角跑道上工作时完成编织。
p、再次检查织针、棱角、排纱均正确后,启动运行开关,机台正常运转,5-10分钟内下布头;
q、复核布头的工艺参数,再根据工艺图纸上的标准工艺参数进行调校机台;
r、核对工艺参数并调校好机台后,再启动运行开关,开始织布。
由上述工艺步骤织造的布,即为一种紧密厚实轻便保暖夹丝双层320G童装胚布。
从编织的反方向可看到300D/96F RECYCLE POLY夹在中间,非常膨松厚实,如图4所示,出机胚布布重约250G/M ²。
取两码上面所织的胚布,采用家用洗涤器,水温90ºC,时长90分钟溢洗,再烘干60分钟,所得水洗布效果如图5所示,水洗布布重约420G/M ²。
结合出机胚重250G/M ²和水洗后布重420G/M ²,可计算出成品布规格将是320G/M² (+/-2%内)。
实施例2:
本实施例采用的是型号为SP-68-4H双面罗纹机,针筒直径34寸,针距20G。
该机器针盘2跑道,针筒2跑道至4跑道设计,本实施例采用针盘2跑道,针筒2跑道;棱角方面使用“出针、半含、平针”不同位置组合,结合本机器出针与平针独特的设计,棱角山位扩阔,生产出的布面有效避免漏针和爆孔而又非常的平滑细腻。
a、机器设备第一模开始,原料排30S/1精棉,上盘第一二跑道均为出针棱角,形状为正”V”,织针一脚和二脚在此模为编织状态,线圈长度29.5CM/100G; 下筒为平针棱角,织针一脚二脚均不参与工作。
b、 机器设备第二模,原料排30S/1精棉,上盘第一二跑道均为平针棱角,织针一脚二脚均不参与工作,下筒为出针棱角,形状为倒”V”,织针一脚和二脚在此模为编织状态,线圈长度29.5CM/100G。
c、 机器设备第三模,原料排30S/1精棉,上盘第一二跑道均为出针棱角,形状为正”V”,织针一脚和二脚在此模为编织状态,线圈长度29.5CM/100G; 下筒为平针棱角,织针一脚二脚均不参与工作。
d、 机器设备第四模,原料排30S/1精棉,上盘第一二跑道均为平针棱角,织针一脚二脚均不参与工作,下筒为出针棱角,形状为倒”V”,织针一脚和二脚在此模为编织状态,线圈长度29.5CM/100G。
e、机器设备第五模,原料排300D/96F RECYCLE POLY,上盘第一二跑道均为平针棱角,织针一脚二脚均不参与工作,下筒为平针棱角,织针一脚二脚均不参与工作,此模300D/96F RECYCLE POLY不成圈,成直线状态被夹在织物的中间。
f、 机器设备第六模,原料排75D/36FPOLY,上盘一脚针半含棱角,二脚针平针棱角,下筒二脚针平针棱角,一脚针半含棱角,此模紧锁住300D/96F RECYCLE POLY,使其固定夹在规定的位置上,线圈长度38CM/100G。
g、机器设备第七模,原料排30S/1精棉,上盘第一二跑道均为出针棱角,形状为正”V”,织针一脚和二脚在此模为编织状态,线圈长度29.5CM/100G; 下筒为平针棱角,织针一脚二脚均不参与工作。
h、 机器设备第八模,原料排30S/1精棉,上盘第一二跑道均为平针棱角,织针一脚二脚均不参与工作,下筒为出针棱角,形状为倒”V”,织针一脚和二脚在此模为编织状态,线圈长度29.5CM/100G。
i、 机器设备第九模,原料排30S/1精棉,上盘第一二跑道均为出针棱角,形状为正”V”,织针一脚和二脚在此模为编织状态,线圈长度29.5CM/100G; 下筒为平针棱角,织针一脚二脚均不参与工作。
j、 机器设备第十模,原料排30S/1精棉,上盘第一二跑道均为平针棱角,织针一脚二脚均不参与工作,下筒为出针棱角,形状为倒”V”,织针一脚和二脚在此模为编织状态,线圈长度29.5CM/100G;
k、 机器设备第十一模,原料排300D/96F RECYCLE POLY,上盘第一二跑道均为平针棱角,织针一脚二脚均不参与工作,下筒为平针棱角,织针一脚二脚均不参与工作,此模300D/96F RECYCLE POLY不成圈,成直线状态被夹在织物的中间。
l、 机器设备第十二模,原料排75D/36FPOLY,上盘二脚针半含棱角,一脚针平针棱角,下筒一脚针平针棱角,二脚针半含棱角,此模紧锁住300D/96F RECYCLE POLY,使其固定夹在规定的位置上,线圈长度38CM/100G。
从a到l排列,共12模一个棱角循环,整个机器设备共68模,为保证花型从头至尾完整,取12模的整倍数,即以12模为一个循环重复5次,得开机模数共60模,余下的8模用收模棱角收去,机器每转一圈,60模参与工作一次,以23转/分机速正常运转。
以上仅为本发明的优选实施例,本领域技术人员依据上述实施例可以通过更换纱支获得类似效果的童装面料,但这样所做的等同置换或推演,均应属于本发明的涵盖范围。
- 一种夹丝双层童装面料的制备方法
- 一种草珊瑚纤维丝针织物童装面料