夹具输送构件以及表面处理装置和方法
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及输送在非电解镀覆等表面处理中使用的工件保持夹具的夹具输送构件以及表面处理装置和方法等。
背景技术
例如,非电解镀覆具有下述优点:与电镀不同,电流不在镀槽中流过,因此,进行镀覆处理的工件不仅能够为导体,还能够为塑料或陶瓷之类的非导体。
专利文献1中公开了下述内容:在容纳有非电解镀覆液的镀槽中,隔着非电解镀覆液可流通的间隙垂直地竖立排列多个工件,或者将多个工件悬挂在架子上,进行分批处理(权利要求1、3和图4)。
现有技术文献
专利文献
专利文献1:日本特开2006-93651号公报
发明内容
发明所要解决的课题
若镀液中存在气泡且气泡附着在工件上,则气泡存在的区域会发生镀覆不良。特别是,有时工件会存在贯通孔或有底孔。这是因为,若工件为电路基板,则设置有用于使基板的两面导通的通孔、或用于使上下导电层彼此导通的接触孔或导通孔。气泡容易停留在这种孔中,容易产生镀覆不良。
本发明的目的在于提供一种能够减少附着于工件的气泡所引起的处理不良的夹具输送构件以及表面处理装置和方法。
用于解决课题的手段
(1)本发明的一个方式涉及一种夹具输送构件,其具有:
夹具保持部,装卸自如地安装有垂下保持工件的工件保持夹具;
支承部,支承上述夹具保持部;和
连结部,连结上述夹具保持部和上述支承部,
上述连结部在赋予了外力时上述夹具保持部与上述支承部的连结被解除,在解除了上述外力时将上述夹具保持部与上述支承部连结,在连结时,能够选择俯视时上述夹具保持部与上述支承部的相对角度不同的多个连结位置中的一个。
根据本发明的一个方式,在赋予了外力时夹具保持部与支承部的连结被解除,因此,能够改变俯视时夹具保持部与支承部的相对角度。之后,若解除外力,则夹具保持部与支承部被连结。由此,选择俯视时夹具保持部与支承部的相对角度不同的多个连结位置中的一个。工件被安装至保持于夹具保持部的工件保持夹具。由此,通过改变俯视时夹具保持部与支承部的相对角度,能够相对于支承部改变工件的主表面的朝向。在通过该夹具输送构件将工件浸渍到处理槽内的处理液中时,使夹具输送构件的支承部在第1方向上往复摆动。这样,将附着在工件上的气泡除去。此时,通过适当设定工件主表面相对于往复摆动方向的朝向,能够有效地除去气泡。
(2)本发明的一个方式(1)中,上述连结部可以包括多个卡合部和至少一个被卡合部,通过由上述外力的赋予而相对移动的上述夹具保持部和上述支承部,上述多个卡合部中的任一个与上述至少一个被卡合部的卡合被解除,通过上述外力的解除,上述至少一个被卡合部被卡合于上述多个卡合部中的任一个。这样,夹具保持部与支承部的连结和连结解除容易,并且至少一个被卡合部被卡合于多个卡合部中的任一个,由此旋转后的位置固定。
(3)本发明的一个方式(2)中,上述卡合部能够为嵌入上述至少一个被卡合部的孔或凹部。这样,连结部的结构简化,夹具保持部与支承部的连结和连结解除更容易。
(4)本发明的一个方式(2)或(3)中,能够为:
上述夹具保持部包括被引导部,
上述支承部包括可升降地引导上述被引导部的引导部,
上述连结部包括:
可动部,与上述被引导部一起移动;和
固定部,与上述可动部相向地配置于上述引导部,
在上述可动部与上述固定部的一者设有上述多个卡合部,
在上述可动部与上述固定部的另一者设有上述至少一个被卡合部。这样,通过使夹具保持部与支承部相对地升降,能够容易地进行夹具保持部与支承部的连结和连结解除。
(5)本发明的另一方式涉及一种表面处理装置,其具有:
夹具输送构件,装卸自如地安装有垂下保持工件的工件保持夹具;
处理槽,利用处理液对上述工件保持夹具所保持的多个工件的表面进行处理;和
装载机部,将由外部搬入的上述工件保持夹具安装至上述夹具输送构件,并将上述夹具输送构件装载至上述处理槽,
上述夹具输送构件为本发明的一个方式(1)~(4)中任一项所述的夹具输送构件,其包括上述夹具保持部、上述支承部和上述连结部,
上述处理槽包括使上述夹具输送构件在第1方向上往复摆动的摆动部,
上述装载机部包括:
升降部,使上述夹具输送构件的上述夹具保持部升降;和
旋转部,使上升的上述夹具保持部在水平面内旋转。
(6)本发明的另一方式(5)中,
上述旋转部能够按照上述夹具保持部所保持的上述多个工件的上述表面不与上述第1方向平行的方式使上述夹具保持部旋转。
(7)本发明的又一方式涉及一种表面处理方法,其为利用表面处理装置对多个工件进行表面处理的方法,上述表面处理装置具有:
夹具输送构件,装卸自如地安装有垂下保持上述工件的工件保持夹具;
处理槽,利用处理液对上述工件保持夹具所保持的多个工件的表面进行处理;和
装载机部,将由外部搬入的上述工件保持夹具安装至上述夹具输送构件,并将上述夹具输送构件装载至上述处理槽,
上述夹具输送构件为本发明的一个方式(1)~(4)中任一项所述的夹具输送构件,其包括上述夹具保持部、上述支承部和上述连结部,
在上述装载机部,包括以下工序:
使上述夹具输送构件的上述夹具保持部上升的工序;
使上升的上述夹具保持部在水平面内旋转的工序;和
之后,使上述夹具保持部下降的工序。
(8)本发明的又一方式(7)中,
上述处理槽包括使上述夹具输送构件沿第1方向往复摆动的摆动部,
上述旋转工序能够按照上述夹具保持部所保持的上述多个工件的上述表面不与上述第1方向平行的方式使上述夹具保持部旋转。
根据本发明的各方式(5)(7),通过在装载机部利用升降部使夹具保持部上升,由此夹具保持部与支承部的连结被解除。通过在装载机部利用旋转部使上升的夹具保持部在水平面内旋转,由此可改变俯视时夹具保持部与支承部的相对角度。之后,通过在装载机部利用升降部使夹具保持部下降,夹具保持部与支承部被连结。由此,选择俯视时夹具保持部与支承部的相对角度不同的多个连结位置中的一个。在使用了该工件保持夹具的处理槽中,使工件保持夹具的支承部在第1方向上往复摆动,将附着于工件的气泡除去。此时,通过适当设定工件主表面相对于往复摆动方向的朝向,能够有效地除去气泡。
根据本发明的各方式(6)(8),通过摆动,大量的处理液的液压作用于工件的表面。由此,能够利用液压将停留于工件的表面、有底孔或贯通孔的气泡有效地从工件除去。
附图说明
图1是本发明的一个实施方式的表面处理装置的截面图。
图2中,图2(A)和图2(B)是表面处理装置的示意性俯视图。
图3是示出图1的表面处理装置中所使用的工件保持夹具的图。
图4是设置于夹具输送构件的连结部的固定部的俯视图。
图5是示出夹具保持部在装载机/卸载机部(装载机部、卸载机部)下降的状态的图。
图6是示出夹具保持部在装载机/卸载机部(装载机部、卸载机部)上升的状态的图。
图7是配置于装载机/卸载机部(装载机部、卸载机部)的夹具输送构件的俯视图。
图8是示出使夹具保持部由图7的位置旋转了45°的状态的图。
图9是示出使夹具保持部由图7的位置旋转了90°的状态的图。
具体实施方式
在下述公开中,提供用于实施所提示的主体不同的特征的许多不同的实施方式或实施例。当然,这些仅为示例,并非旨在限定。此外,本公开中,在各种示例中有时会重复参考编号和/或文字。这种重复是为了简洁清楚,不需要其本身在与各种实施方式和/或说明的构成之间存在关系。此外,在描述为第1要素与第2要素“连接”或“连结”时,这种描述包括第1要素与第2要素相互直接连接或连结的实施方式,同时,也包括第1要素和第2要素具有夹在其间的1个以上的其他要素而相互间接连接或连结的实施方式。另外,在描述为第1要素相对于第2要素“移动”时,这种描述包括第1要素和第2要素中的至少一者相对于另一者移动的相对移动。
图1是表面处理装置1的截面图。图1中示出了夹具输送构件100和处理槽200,该夹具输送构件100输送工件保持夹具10,该处理槽200利用处理液Q对工件保持夹具10所保持的至少一个、例如多个工件W的表面进行处理。如图2(A)(B)所示,表面处理装置1能够具有至少一个、例如多个处理槽200-1~200-n(n为多个数)。多个处理槽200-1~200-n除了包括镀覆处理等的表面处理槽以外,还可以包括在该表面处理的前后所需要的前处理槽和/或后处理槽。在处理槽200中,将工件W浸渍到镀液等处理液Q中,由此能够对工件W进行表面处理。
图2(A)所示的表面处理装置1A在处理槽200-1~200-n连结而成的长度方向的一端具有装载机/卸载机部210。图2(A)中,在装载机/卸载机部210,由外部搬入的工件保持夹具10被安装至夹具输送构件100。装载机/卸载机部210将安装有工件保持夹具10的夹具输送构件100装载至处理槽200。例如,夹具输送构件100首先被输送到处理槽200-1,之后从处理槽200-1至200-n依次间歇输送,同时在各处理槽200-1~200-n对多个工件W进行分批处理。处理完成后,在装载机/卸载机部210,从夹具输送构件100拆下工件保持夹具10。
图2(B)所示的表面处理装置1B在处理槽200-1~200-n连结而成的长度方向的一端具有装载机部220,在长度方向的另一端具有卸载机部230。图2(B)中,在装载机部220,由外部搬入的工件保持夹具10被安装至夹具输送构件100。装载机部220将安装有工件保持夹具10的夹具输送构件100装载至处理槽200。例如,夹具输送构件100从处理槽200-1至200-n依次间歇输送,同时在各处理槽200-1~200-n对多个工件W进行分批处理。处理完成后,在卸载机部230,从夹具输送构件100拆下工件保持夹具10。
此处,在图2(A)所示的装载机/卸载机部210和图2(B)所示的装载机部220和卸载机部230配置有外力赋予装置250。在对工件保持夹具10和夹具输送构件100进行说明后,对该外力赋予装置250进行说明。
首先,对工件保持夹具10进行说明。工件保持夹具10例如可以使用本申请人的PCT/JP2017/034924所公开的夹具。对工件保持夹具10简单进行说明,如图1和图2所示,工件保持夹具10具有框体11。在框体11的上部固定有上部夹持器12,其按照对多片、例如20片工件W的上端进行保持并使工件W垂下的方式进行支承。在工件W薄、仅垂下就弯曲等情况下,如图1和图2所示,进一步设有下部夹持器13。下部夹持器13优选相对于框体11上下可动地被支承。这样,通过下部夹持器13的自重,工件W朝向下方被赋予张力,工件W不会产生弯曲。在框体11具有:向上方延伸的臂14;和设置于臂14的上部的钩15。需要说明的是,图1和图2所示的工件保持夹具10仅为一例,只要能够垂下保持工件W则可以使用其他各种工件保持夹具。
如图3所示,工件保持夹具10能够为不使多个工件W弯曲而平行配置的分批处理用夹具。其结果,若将该工件保持夹具10所保持的多个工件W浸渍到镀浴中,即便是薄的工件W,也能在相邻的工件W间确保非电解镀覆液能够流通的适当间隙。由此,能够在维持镀覆品质的同时进行非电解镀覆,对多个工件W进行分批处理。
接着,对夹具输送构件100进行说明。如图1所示,夹具输送构件100具有:夹具保持部110,装卸自如地安装有垂下保持多个工件W的工件保持夹具10;支承部120,支承夹具保持部110;和连结部130,连结夹具保持部110和支承部120。对于连结部130而言,在赋予了外力时夹具保持部110与支承部120的连结被解除,在解除了外力时将夹具保持部110与支承部120连结,在连结时,能够选择俯视时夹具保持部110与支承部120的相对角度不同的多个连结位置中的一个。
夹具输送构件100的夹具保持部110具有悬垂支承部111,该悬垂支承部111装卸自如地悬垂支承工件保持夹具10的钩15。悬垂支承部111具备用于定位钩15的定位部111A。工件保持夹具10的钩15被定位部111A引导,如图3所示被悬垂支承部111支承,由此工件保持夹具10被悬垂支承。夹具保持部110还具有从悬垂支承部111向上方延伸的被引导部、例如截面圆形的垂直轴部112。垂直轴部112能够具有上限止动件113。
夹具输送构件100的支承部120具有引导部121,该引导部121具备可升降地引导作为被引导部的垂直轴部112的例如圆形的孔121A。支承部120还具有:与引导部121连结的被卡止部122;和与被卡止部122连结的被输送部123。夹具输送构件100的被卡止部122在图2(A)(B)所示的表面处理装置1A、1B中被配置于夹具输送构件100停止的各位置(处理槽200-1~200-n、装载机/卸载机部210、装载机部220和卸载机部230)处的卡止部240所卡止。由此,能够将安装有工件保持夹具10的夹具输送构件100停止支承在各位置处。通过使被输送部123与未图示的输送部卡合,夹具输送构件100被间歇输送。这样,能够向各位置间歇输送安装有工件保持夹具10的夹具输送构件100。
夹具输送构件100的连结部130包括:可动部131,固定于垂直轴部112的上部并与垂直轴部112一起移动;和固定部132,与可动部131相向地配置于引导部121。需要说明的是,固定部132可以与引导部121是一体的。如图4所示,在可动部131与固定部132的一者、例如在固定部132设有多个卡合部例如孔132A或凹部。在可动部131与固定部132的另一者、例如在可动部131设有至少一个例如多个作为被卡合部的销131A。
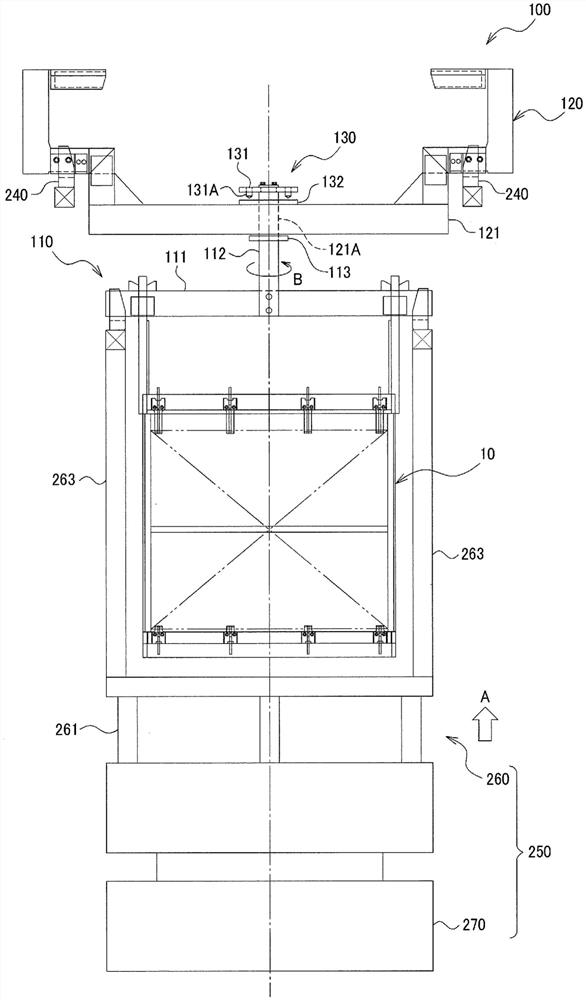
图5是示出配置于装载机/卸载机部210(装载机部220、卸载机部230)的外力赋予装置250的图。外力赋予装置250具有:升降部260,使夹具保持部110升降;和旋转部270,使上升的夹具保持部110在水平面内旋转。在图5所示的实施方式中,是旋转部270使升降部260旋转的示例,但不限定于此。
如图6所示,升降部260能够包括:升降驱动部261;通过升降驱动部261而升降的升降轴262;和固定于升降轴262的推杆263。通过升降驱动部261,推杆263从图5所示的下降位置向箭头A方向移动,设定为图6所示的上升位置。在图6所示的上升位置处,推杆263将夹具保持部110的悬垂支承部111向上推。在夹具输送构件100中,支承部120被卡止部240卡止,而夹具保持部110相对于支承部120上升移动。该上升移动通过夹具保持部110的止动件113与引导部121的下表面抵接而停止。
如图6所示,为了在上升位置处停止而赋予了外力时,连结夹具保持部110与支承部120的连结部130处的连结被解除。这是因为,固定于夹具保持部110的垂直轴部112的可动部131从配置在支承部120的引导部121的固定部132分离,销131A与孔132A的卡合被解除。
在图6所示的上升位置处,旋转部270旋转。由此,搭载于旋转部270的升降部260旋转。支承于升降部260的夹具保持部110绕着穿插在引导部121的孔121A中的垂直轴部112的轴沿箭头B方向旋转。这样,在俯视时,夹具保持部110相对于支承部120旋转。
之后,通过升降部260,推杆263从图6的上升位置下降至图5的下降位置。由此,固定于夹具保持部110的垂直轴部112的可动部131下降,销131A被卡合在旋转后的固定部132的多个孔132A中的相向的孔132A。这样,选择俯视时夹具保持部110与支承部120的相对角度不同的多个连结位置中的一个。
在装载机/卸载机部210或装载机部220实施了上述操作的夹具输送构件100被依次移动到处理槽200-1~200-n,完成处理后,向装载机/卸载机部210或卸载机部230移动。在装载机/卸载机部210或卸载机部230,通过上述的升降操作和旋转操作,夹具输送构件100恢复到初始状态。
图7~图9是示出配置于处理槽200的工件保持夹具10或工件W的状态的俯视图。图7示出了夹具输送构件100的夹具保持部110未旋转的初始状态。图8示出夹具输送构件100的夹具保持部110从图7的位置旋转了45°的状态。图9示出夹具输送构件100的夹具保持部110从图7的位置旋转了90°的状态。
此处,处理槽200包括使夹具输送构件100在第1方向上往复摆动的摆动部。对该摆动部的机构进行了省略,但例如使用偏心凸轮机构等使夹具输送构件100往复摆动。若图7中往复摆动方向与Y轴方向平行,则无需使夹具输送构件100的夹具保持部110旋转。但是,若图7中往复摆动方向与X轴方向平行,则需要使夹具输送构件100的夹具保持部110旋转。这是因为,工件W的主表面与往复摆动方向X(第1方向)平行,由摆动产生的气泡的除去效果小。
因此,例如如图8或图9所示,使夹具输送构件100的夹具保持部110旋转,设定成工件W的主表面不与往复摆动方向X(第1方向)平行。需要说明的是,关于夹具保持部110的旋转角度,图8或图9为一例,也可以设定成其他各种角度。若将角度设定成工件W的主表面不与往复摆动方向X(第1方向)平行,则通过摆动使大量的处理液Q的液压作用于工件W的主表面。由此,能够利用液压有效地将停留于工件W的表面、有底孔或贯通孔的气泡从工件W除去。
符号说明
1、1A、1B…表面处理装置、10…工件保持夹具、100…夹具输送构件、110…夹具保持部、111…悬垂支承部、112…被引导部(垂直轴部)、113…止动件、120…支承部、121…引导部、121A…孔、130…连结部、131…可动部、131A…被卡合部(销)、132…固定部、132A…卡合部(孔)、200、200-1~200-n…处理槽、210…装载机/卸载机部、220…装载机部、230…卸载机部、240…卡止部、250…外力赋予装置、260…升降部、263…推杆、270…旋转部、Q…处理液、W…工件。
- 夹具输送构件以及表面处理装置和方法
- 橡胶构件的表面处理方法及橡胶构件的表面处理装置