一种电磁系电表指针调平衡装置
文献发布时间:2023-06-19 11:44:10
技术领域
本发明属于电磁系电表制造领域,涉及一种电磁系电表指针调平衡装置,主要用于电磁系电表指针自动配重调平衡。
背景技术
目前,机械式指示电表由于其适应性强和稳定性高被广泛使用,企业必须采用自动化程度较高的设备进行加工,才能满足现代制造阶段制造业高效率、低成本、高质量生产的要求。其中,指针在零点的平衡精度直接影响使用中的测量精度。当前主要通过人工点焊的方式进行指针平衡的调整。随着国内人力成本的逐年增高,增加了电表的加工成本,另外由于不可预估的人为因素,完全依靠人力加工无法保证产量和供货周期。因此,设计具备自动配重调平衡的装置来降低人力成本、增加生产效率和产品稳定性具有重要意义。
发明内容
本发明用于解决电磁系电表指针调平衡问题,同时考虑自动取件、定位、拨针和配重一体化功能,设计了一种集取件、定位、拨针和配重一体的自动化配重装置。
本发明技术方案如下:
传送带输送电表到检测位置,摄像头采集待检测电表指针与零点的偏离情况,将数据传输至后台计算机,由计算机给出所需点胶量。
采集完成后,宽型气动手指夹紧电表,翻转90度,将电表表盘朝上。
第三滑台气缸伸出带动第二吸盘向下吸附电表,第二吸盘完成电表吸附后,第三滑台气缸收回,底部的摆动气缸旋转90度,将电表送至下一工位,摆动气缸转回。
X向和Y向定位板在迷你气缸的驱动下将电表固定在定位块上;拨针气缸转动驱动拨针定位条对电表指针进行拨动,以至合适配重位置;第二滑台气缸伸出带动点胶管移至电表指针配重处,根据前期计算机给出的配重方案进行配重点胶;点胶完成后,第二滑台气缸收回至初始位置。
摆动气缸旋转180度,第一滑台气缸伸出带动第一吸盘向下吸附电表,第一滑台气缸收回,摆动气缸旋转180度,将电表移出。
有益效果
本发明实现了根据电表指针初始偏转角进行自动配重调平衡功能,解决了当前主要依靠人工点焊方式进行配重调平衡的加工问题,提高了生产效率和产品稳定性,降低了生产成本。
附图说明
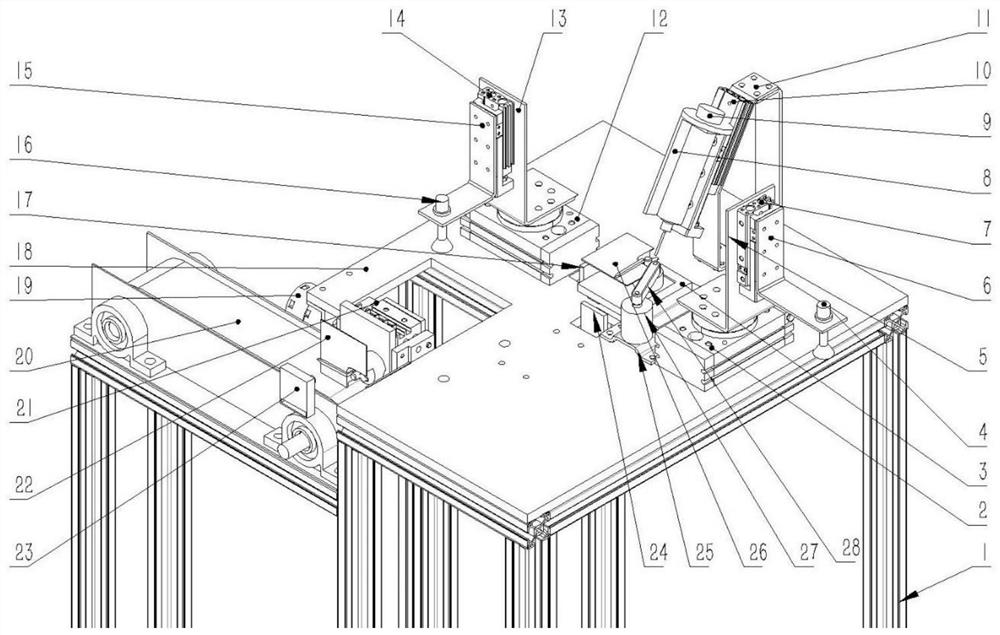
图1为本发明的整机轴测图
图2为本发明的俯视图
图3为本发明的仰视图
图中,1-包括机架,2-摆动气缸,3-定位块,4-第一吸盘,5-第一固定板,6-第三工位取料架,7-第一滑台气缸,8-点胶管固定板,9-点胶管,10-第二滑台气缸,11-点胶管支架,12-摆动气缸,13-第二固定板,14-第三滑台气缸,15-第二工位取料架,16-第二吸盘,17-X向定位板,18-工作台板,19-叶片型摆动气缸,20-传送带,21-宽型气动手指,22-第一工位电表,23-摄像头,24-Y向定位板,25-拨针气缸定位架,26-第三工位电表,27-拨针气缸,28-拨针定位条,29-第二工位电表,30-限位传感器,31-带轮,32-X向迷你气缸,33-迷你气缸支架,34-Y向迷你气缸,35-转轴
具体实施方式
本装置共有三个工位,分别为第一工位、第二工位、第三工位;在第一工位完成电表指针偏离零点情况的采集,在第三工位完成电表定位、拨针、配重点胶工作,电表由第一工位到第二工位通过在第二工位的自动取件完成,以下根据整体工作流程进行详细叙述。
电表放置在传送带上,由传送带连续输送至第一工位,由摄像头采集指针偏离零点情况,具体实施方式如下:带轮31安装在机架1上,传送带20在带轮2带动下做间歇运动,当待检测电表被传送带20运送到达第一工位后,限位传感器30发出信号,传送带20停止运动,摄像头23采集电表指针与零刻度线的偏离数据,传送至后台计算机,后台计算机给出点胶方案。
采集完成后,宽型气动手指夹取电表,在叶片型旋转气缸的带动下旋转90度,使表盘向上,电表到达第二工位,具体实施方式如下:安装在叶片型摆动气缸19上的转轴35,带动宽型气动手指21夹取位于第一工位的电表,叶片型摆动气缸19和转轴35均固定在机架1上,在气缸带动下完成90旋转。
电表由第二工位运送至第三工位,具体实施方式如下:
工作台板18安装在机架1上,第三滑台气缸14通过第二固定板13安装在摆动气缸12上,摆动气缸12安装在工作台板18上,第三滑台气缸14向下伸出,带动安装在其上的第二工位取料架15向下移动,进而带动第二吸盘16吸附电表,之后第三滑台气缸14向上收回,摆动气缸12摆动90度,第三滑台气缸14向下伸出,第二吸盘16释放电表,将电表送至第三工位,第三滑台气缸14向上收回,摆动气缸14回摆至初始位置,进入下一工作周期。
电表在第三工位需要完成定位、拨针、配重、自动移除四个过程,具体为:X向和Y向定位板在迷你气缸的驱动下将电表固定在定位块上;拨针气缸转动驱动拨针定位条对电表指针进行拨动,以至合适配重位置;第二滑台气缸伸出带动点胶管移至电表指针配重处,根据前期计算机给出的配重方案进行配重点胶;点胶完成后,第二滑台气缸收回至初始位置。摆动气缸旋转180度,第三滑台气缸伸出带动第二吸盘向下吸附电表,第三滑台气缸收回,摆动气缸旋转180度,将电表移出。
其中,定位过程具体实现方式为:
具体实施方式为:X向迷你气缸32和Y向迷你气缸34通过迷你气缸支架33安装在工作台板18底部,电表到达第三工位后,两个迷你气缸伸出,分别安装在X向迷你气缸32和Y向迷你气缸34上的X向定位板17和Y向定位板24移动,配合安装在工作台板18上的定位块3将电表固定。
其中,拨针过程具体实现方式为:
拨针气缸27通过拨针气缸定位架25安装在工作台板18上,通过拨针气缸27转动带动安装在其上的拨针定位条28,拨动电表指针。
其中,配重过程具体实现方式为:
第二滑台气缸10通过点胶管支架11安装在工作台板18上,安装在第二滑台气缸10上的点胶管9随第二滑台气缸10移动至电表加配重位置,进行点胶配重,然后点胶管9随第二滑台气缸10向上返回。
其中,自动移除过程具体实现方式为:
摆动气缸2安装在工作台板18上,第一固定板5安装在摆动气缸2上,安装在第一固定板5上的第一滑台气缸7向下伸出,带动安装在第一滑台气缸7上的第三工位取料架6向下移动,进而带动第一吸盘4吸附电表,之后第一滑台气缸7向上收回,摆动气缸2摆动180度,将配重完成的电表送出。
- 一种电磁系电表指针调平衡装置
- 一种电磁系仪表调平衡免焊锡的指针可动机构