一种干粉式永磁除铁器及其自动控制系统
文献发布时间:2023-06-19 12:04:09
技术领域
本发明是一种干粉式永磁除铁器及其自动控制系统,尤其涉及到除铁机领域。
背景技术
永磁除铁设备内部采用高矫顽力,高剩磁的特殊永磁体“钕铁硼”等材料组成复合磁系。具有免维护、磁力强、寿命长、安装简单、使用方便、运行可靠等优点。防爆永磁干粉自动除铁机主要应用于清除粉状、片状及颗粒状物料中的0.1~35公斤的铁磁性物质,内部永磁磁系使用寿命10年以上。现有除铁装置需要人工定时进行清理吸附在磁棒上的铁屑,工作效率低,清理铁屑时,需要将磁棒抽出来,容易造成环境污染。
如专利号为CN201520989526.7,专利名称为一种高效全自动干粉除铁机的专利,该实用新型主要是通过在磁棒层上设置有隔板,能避免物料在经过磁棒层除铁的过程中进入排铁口,减少原料的损失,能全自动除铁,操作方便,除铁效果显著,从一定程度上提高除铁的工作效率。
专利号为CN201620372862.1,专利名称为一种多层高效干粉除铁机的专利,1.该实用新型的干粉除铁机通过把工作棒设置为有磁部和无磁部,且把设置于磁棒套筒内,对磁棒套筒实施吹气,实现简易高效除铁,操作方便,除铁效果显著,同时多层的磁棒排列设置从一定程度上提高除铁的工作效率,应用在除去质量较轻的铁粉,适用于新型材料领域,市场前景可观;2.通过设置切换翻板,若需要排料时可把切换翻板翻到排铁口的一侧,若需要排铁时可把切换翻板翻到出料口的一侧,从而切换翻板起到切换的作用;3.呈层列排列设置的磁棒套筒层有效地接触更多的粉料,从而高效地吸附粉料中的铁粉,多层磁棒的伸缩运动需要配备多个所述驱动装置来控制驱动,由此提高效率,满足生产需求;4.设置所述磁棒套筒的直径比所述磁棒的直径大3mm,以便于所述磁棒套插于所述磁棒套筒内,实现所述磁棒在所述磁棒套筒内轻松地进行伸缩运动,适合的间距大小,避免了由于过小的间距导致所述磁棒的伸缩运动困难或卡死,也防止了由于过大的间距导致套着所述磁棒的所述磁棒套筒的磁性不强或弱小,无法吸附住粉料中更多的铁粉。
专利号为CN201820576635.X,专利名称为一种除铁机的专利,该实用新型所述的一种除铁机能够便于永磁棒的安装和移动,方便对永磁棒位置的调整;同时,能够使磁性物质和物料从不同出口排出,提升生产效率;此外,其成本较低,操作方案,方便使用。
上述专利实现了自动除铁功能,但是磁棒的清理仍无法解决污染环境的问题。
发明内容
本发明要解决的技术问题是针对以上不足,提供一种干粉式永磁除铁器及其自动控制系统,解决除铁机需要人工定时清理铁屑的问题和清理铁屑易造成环境污染的问题,实现自动化清理以及无尘操作。
为解决以上技术问题,本发明采用以下技术方案:
一种干粉式永磁除铁器包括除铁振打器和仓体振打器,仓体振打器安装在除铁振打器的下方;
所述除铁振打器包括除铁壳体,除铁壳体围成了工作空腔,所述工作空腔的下端设有筛网,筛网下方设有磁棒,磁棒用于将浆料中的铁杂质吸附到表面,磁棒一端贯穿滑动安装在除铁壳体上,磁棒另一端连接有磁棒驱动气缸,磁棒驱动气缸安装在除铁设备除铁壳体上;
所述除铁壳体顶端设有进料口,进料口处设有四个进料阀,分别为1#进料阀至4#进料阀;
所述除铁壳体上还安装有1#振动气锤,1#振动气锤通过支座固定在除铁壳体,1#振动气锤用于除铁振打;
所述除铁壳体的上端连接有排气管,排气管的出口处安装有除尘排气阀;
所述仓体振打器包括仓体壳体,仓体壳体为三通管状,仓体壳体内在三通连接处安装有三通换向阀,三通换向阀连接有三通气缸,三通气缸贯穿安装于仓体壳体上,三通气缸用于控制三通换向阀动作,仓体壳体内三通换向阀的安装处设有限位开关;
所述仓体壳体的斜向管上固定有2#振动气锤,2#振动气锤通过支座固定在仓体壳体,2#振动气锤用于仓体振打。
一种干粉式永磁除铁器的自动控制系统,包括开关电源H1和PLC控制器U1,所述开关电源H1的型号为NES-100-24,所述PLC控制器U1的型号为S7-200-SMART;
所述开关电源H1的L脚连接有熔断器Q101A一端, PLC控制器U1的L脚连接有熔断器Q102A一端,熔断器Q101A另一端和熔断器Q102A另一端连接有断路器T02B一端和电源线R220,断路器T02B另一端连接有电源线L;开关电源H1的N脚和PLC控制器U1的N脚连接有断路器R02B一端和电源线N220,断路器R02B另一端连接有电源线N。
进一步的,所述开关电源H1的+V脚连接有中间继电器CR01一端、中间继电器CR02一端、中间继电器CR03一端、中间继电器CR04一端、中间继电器CR05一端、中间继电器CR06一端、中间继电器CR07一端、中间继电器CR08一端和中间继电器CR09一端,中间继电器CR01另一端连接有熔断器Q01A一端,熔断器Q01A另一端连接有气阀SV01一端,气阀SV01另一端连接有开关电源H1的-V脚;
所述中间继电器CR02另一端连接有熔断器Q02A一端,熔断器Q02A另一端连接有气阀SV02一端,气阀SV02另一端连接有开关电源H1的-V脚;
所述中间继电器CR03另一端连接有熔断器Q03A一端,熔断器Q03A另一端连接有气阀SV03一端,气阀SV03另一端连接有开关电源H1的-V脚;
所述中间继电器CR04另一端连接有熔断器Q04A一端,熔断器Q04A另一端连接有气阀SV04一端,气阀SV04另一端连接有开关电源H1的-V脚。
进一步的,所述中间继电器CR05另一端连接有熔断器Q05A一端,熔断器Q05A另一端连接有气阀SV05一端,气阀SV05另一端连接有开关电源H1的-V脚;
所述中间继电器CR06另一端连接有熔断器Q06A一端,熔断器Q06A另一端连接有气阀SV06一端,气阀SV06另一端连接有开关电源H1的-V脚;
所述中间继电器CR07另一端连接有熔断器Q07A一端,熔断器Q07A另一端连接有气阀SV07一端,气阀SV07另一端连接有开关电源H1的-V脚;
所述中间继电器CR08另一端连接有熔断器Q08A一端,熔断器Q08A另一端连接有气阀SV08一端,气阀SV08另一端连接有开关电源H1的-V脚;
所述中间继电器CR09另一端连接有熔断器Q09A一端,熔断器Q09A另一端连接有气阀SV09一端,气阀SV09另一端连接有开关电源H1的-V脚。
进一步的,所述PLC控制器U1的1L脚、2L脚和3L脚连接有开关电源H1的+V脚,用于公共端电源控制;PLC控制器U1的Y0脚连接有灯泡GN一端,灯泡GN另一端连接有开关电源H1的-V脚,此部分用于现场指示灯电源控制。
进一步的,所述PLC控制器U1的Y1脚连接有中间继电器CR01一端,中间继电器CR01另一端连接有开关电源的-V脚,此部分用于1#进料阀电源控制;PLC控制器U1的Y2脚连接有中间继电器CR02一端,中间继电器CR02另一端连接有开关电源的-V脚,此部分用于2#进料阀电源控制;PLC控制器U1的Y3脚连接有中间继电器CR03一端,中间继电器CR03另一端连接有开关电源的-V脚,此部分用于3#进料阀电源控制;PLC控制器U1的Y4脚连接有中间继电器CR04一端,中间继电器CR04另一端连接有开关电源的-V脚,此部分用于4#进料阀电源控制。
进一步的,所述PLC控制器U1的Y5脚连接有中间继电器CR05一端,中间继电器CR05另一端连接有开关电源的-V脚,此部分用于除尘排气阀电源控制;PLC控制器U1的Y6脚连接有中间继电器CR06一端,中间继电器CR06另一端连接有开关电源的-V脚,此部分用于三通气缸电源控制;PLC控制器U1的Y7脚连接有中间继电器CR07一端,中间继电器CR07另一端连接有开关电源的-V脚,此部分用于磁棒电源控制;
所述PLC控制器U1的Y10脚连接有中间继电器CR08一端,中间继电器CR08另一端连接有开关电源的-V脚,此部分用于1#振动气锤电源控制; PLC控制器U1的Y11脚连接有中间继电器CR09一端,中间继电器CR09另一端连接有开关电源的-V脚,此部分用于2#振动气锤电源控制。
进一步的,所述PLC控制器U1的E0.0脚连接有旋钮开关S1一端,旋钮开关S1另一端连接有PLC控制器U1的L+脚,此部分用于1#进料阀开关控制;PLC控制器U1的E0.1脚连接有旋钮开关S2一端,旋钮开关S2另一端连接有PLC控制器U1的L+脚,此部分用于2#进料阀开关控制;PLC控制器U1的E0.2脚连接有旋钮开关S3一端,旋钮开关S3另一端连接有PLC控制器U1的L+脚,此部分用于3#进料阀开关控制;PLC控制器U1的E0.3脚连接有旋钮开关S4一端,旋钮开关S4另一端连接有PLC控制器U1的L+脚,此部分用于4#进料阀开关控制。
进一步的,所述PLC控制器U1的E0.4脚连接有旋钮开关P1一端,旋钮开关P1另一端连接有PLC控制器U1的L+脚,此部分用于除铁自动启动控制;PLC控制器U1的E0.5脚连接有常闭按钮P2一端,常闭按钮P2另一端连接有PLC控制器U1的L+脚,此部分用于除铁自动停止控制;PLC控制器U1的E0.6脚连接有常闭按钮ES1一端,常闭按钮ES1另一端连接有PLC控制器U1的L+脚,此部分用于紧急停止控制;PLC控制器U1的E0.7脚连接有旋钮AN1一端,旋钮AN1另一端连接有PLC控制器U1的L+脚,此部分用于包装信号反馈控制。
进一步的,所述PLC控制器U1的E1.0脚连接有开关K1一端,开关K1另一端连接有PLC控制器U1的L+脚,此部分用于1#进料阀关位控制;PLC控制器U1的E1.1脚连接有开关K2一端,开关K2另一端连接有PLC控制器U1的L+脚,此部分用于2#进料阀关位控制;PLC控制器U1的E1.2脚连接有开关K3一端,开关K3另一端连接有PLC控制器U1的L+脚,此部分用于3#进料阀关位控制;PLC控制器U1的E1.3脚连接有开关K4一端,开关K4另一端连接有PLC控制器U1的L+脚,此部分用于4#进料阀关位控制。
本发明采用以上技术方案,与现有技术相比,具有如下技术效果:
本发明采用除铁振打器、仓体振打器和PLC控制系统,由PLC控制系统控制气动除铁振打器、三通换向阀、振动仓体振打器和除尘排气阀,可以自动清理铁屑,整个操作过程,自动化,智能化,并且在密闭环境下进行,从而提高工作效率,改善工作环境;而且整个系统简单调整参数,就可以满足不同的生产要求。
1.完全自动化,现有除铁装置多采用人工清理铁屑,而本发明的整个系统采用PLC控制系统控制,完全自动化运行。
2.无尘操作,整个除铁,清理铁屑过程完全密闭,无需人工将磁棒抽出来清理,从而能改善操作环境。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
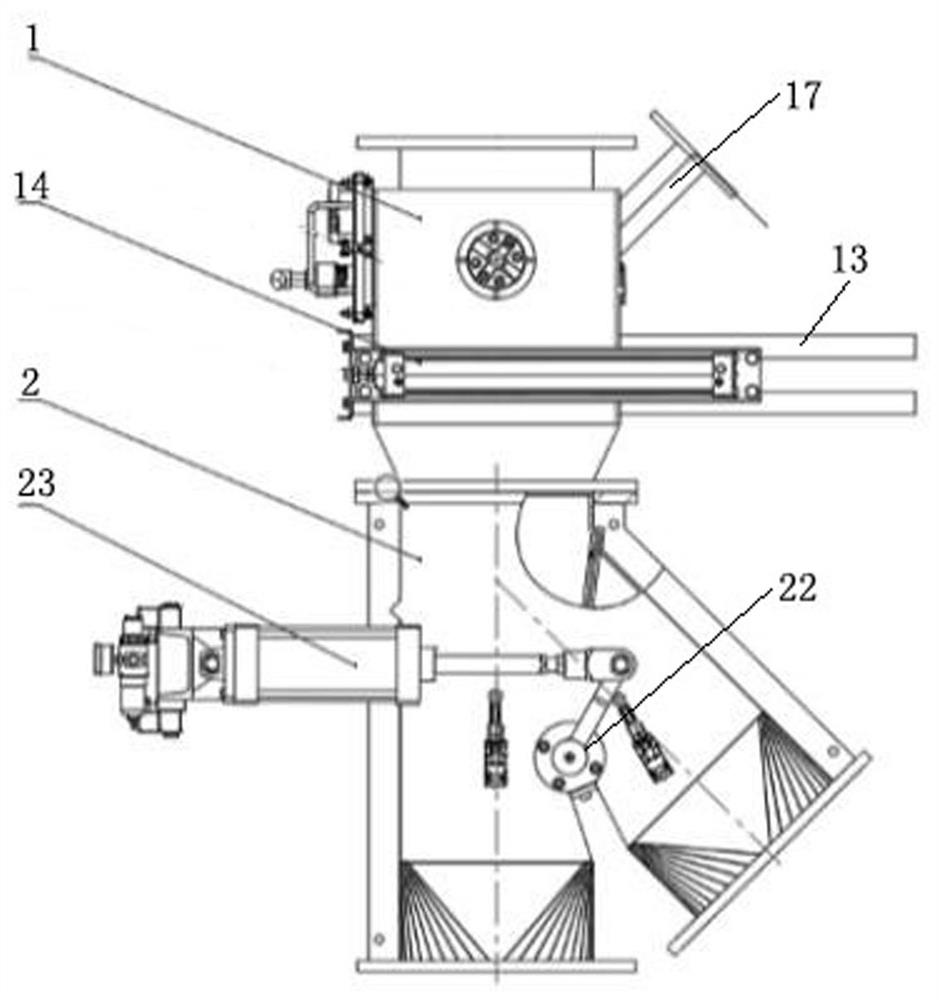
图1为本发明中干粉除铁设备的结构图;
图2为本发明中除铁振打器的主视结构图;
图3为本发明中除铁振打器的部分剖视结构图;
图4为本发明中除铁振打器的俯视结构图;
图5为本发明中仓体振打器的主视结构图;
图6为本发明中仓体振打器的俯视结构图;
图7为本发明中自动控制系统的开关电源控制原理图;
图8为本发明中自动控制系统的PLC控制器部分控制原理图;
图9为本发明中自动控制系统的PLC控制器另一部分控制原理图;
图10为本发明中自动控制系统的工作流程图;
图中:1-除铁振打器,2-仓体振打器,11-除铁壳体,12-筛网,13-磁棒,14-磁棒驱动气缸,15-进料口,16-1#振动气锤,17-排气管,21-仓体壳体,22-三通换向阀,23-三通气缸,24-限位开关,25-2#振动气锤。
具体实施方式
实施例1,如图1所示,一种干粉式永磁除铁器包括除铁振打器1和仓体振打器2,仓体振打器2安装在除铁振打器1的下方。
如图2至图4所示,所述除铁振打器1包括除铁壳体11,除铁壳体11围成了工作空腔,所述工作空腔的下端设有筛网12,筛网12下方设有磁棒13,磁棒13用于将浆料中的铁杂质吸附到表面,磁棒13一端贯穿滑动安装在除铁壳体11上,磁棒13另一端连接有磁棒驱动气缸14,磁棒驱动气缸14安装在除铁设备除铁壳体11上。
所述除铁壳体11顶端设有进料口15,进料口15处设有四个进料阀,分别为1#进料阀、2#进料阀、3#进料阀和4#进料阀。
所述除铁壳体11上还安装有1#振动气锤16,1#振动气锤16通过支座固定在除铁壳体11,1#振动气锤16用于除铁振打。
所述除铁壳体11的上端连接有排气管17,排气管17的出口处安装有除尘排气阀。
如图5和图6所示,所述仓体振打器2包括仓体壳体21,仓体壳体21为三通管状,仓体壳体21内在三通连接处安装有三通换向阀22,三通换向阀22连接有三通气缸23,三通气缸23贯穿安装于仓体壳体21上,三通气缸23用于控制三通换向阀22动作,仓体壳体21内三通换向阀22的安装处设有限位开关24。
所述仓体壳体21的斜向管上固定有2#振动气锤25,2#振动气锤25通过支座固定在仓体壳体21,2#振动气锤25用于仓体振打。
如图7至图9所示,一种干粉式永磁除铁器的自动控制系统包括开关电源H1和PLC控制器U1,所述开关电源H1的型号为NES-100-24,所述PLC控制器U1的型号为S7-200-SMART。
所述开关电源H1的L脚连接有熔断器Q101A一端, PLC控制器U1的L脚连接有熔断器Q102A一端,熔断器Q101A另一端和熔断器Q102A另一端连接有断路器T02B一端和电源线R220,断路器T02B另一端连接有电源线L;开关电源H1的N脚和PLC控制器U1的N脚连接有断路器R02B一端和电源线N220,断路器R02B另一端连接有电源线N。
所述开关电源H1的+V脚连接有中间继电器CR01一端、中间继电器CR02一端、中间继电器CR03一端、中间继电器CR04一端、中间继电器CR05一端、中间继电器CR06一端、中间继电器CR07一端、中间继电器CR08一端和中间继电器CR09一端,中间继电器CR01另一端连接有熔断器Q01A一端,熔断器Q01A另一端连接有气阀SV01一端,气阀SV01另一端连接有开关电源H1的-V脚。
所述中间继电器CR02另一端连接有熔断器Q02A一端,熔断器Q02A另一端连接有气阀SV02一端,气阀SV02另一端连接有开关电源H1的-V脚。
所述中间继电器CR03另一端连接有熔断器Q03A一端,熔断器Q03A另一端连接有气阀SV03一端,气阀SV03另一端连接有开关电源H1的-V脚。
所述中间继电器CR04另一端连接有熔断器Q04A一端,熔断器Q04A另一端连接有气阀SV04一端,气阀SV04另一端连接有开关电源H1的-V脚。
所述中间继电器CR05另一端连接有熔断器Q05A一端,熔断器Q05A另一端连接有气阀SV05一端,气阀SV05另一端连接有开关电源H1的-V脚。
所述中间继电器CR06另一端连接有熔断器Q06A一端,熔断器Q06A另一端连接有气阀SV06一端,气阀SV06另一端连接有开关电源H1的-V脚。
所述中间继电器CR07另一端连接有熔断器Q07A一端,熔断器Q07A另一端连接有气阀SV07一端,气阀SV07另一端连接有开关电源H1的-V脚。
所述中间继电器CR08另一端连接有熔断器Q08A一端,熔断器Q08A另一端连接有气阀SV08一端,气阀SV08另一端连接有开关电源H1的-V脚。
所述中间继电器CR09另一端连接有熔断器Q09A一端,熔断器Q09A另一端连接有气阀SV09一端,气阀SV09另一端连接有开关电源H1的-V脚。
所述PLC控制器U1的1L脚、2L脚和3L脚均连接有开关电源H1的+V脚,用于公共端电源控制;PLC控制器U1的Y0脚连接有灯泡GN一端,灯泡GN另一端连接有开关电源H1的-V脚,此部分用于现场指示灯电源控制。
所述PLC控制器U1的Y1脚连接有中间继电器CR01一端,中间继电器CR01另一端连接有开关电源的-V脚,此部分用于1#进料阀电源控制;PLC控制器U1的Y2脚连接有中间继电器CR02一端,中间继电器CR02另一端连接有开关电源的-V脚,此部分用于2#进料阀电源控制;PLC控制器U1的Y3脚连接有中间继电器CR03一端,中间继电器CR03另一端连接有开关电源的-V脚,此部分用于3#进料阀电源控制;PLC控制器U1的Y4脚连接有中间继电器CR04一端,中间继电器CR04另一端连接有开关电源的-V脚,此部分用于4#进料阀电源控制。
所述PLC控制器U1的Y5脚连接有中间继电器CR05一端,中间继电器CR05另一端连接有开关电源的-V脚,此部分用于除尘排气阀电源控制;PLC控制器U1的Y6脚连接有中间继电器CR06一端,中间继电器CR06另一端连接有开关电源的-V脚,此部分用于三通气缸电源控制;PLC控制器U1的Y7脚连接有中间继电器CR07一端,中间继电器CR07另一端连接有开关电源的-V脚,此部分用于磁棒电源控制。
所述PLC控制器U1的Y10脚连接有中间继电器CR08一端,中间继电器CR08另一端连接有开关电源的-V脚,此部分用于1#振动气锤电源控制; PLC控制器U1的Y11脚连接有中间继电器CR09一端,中间继电器CR09另一端连接有开关电源的-V脚,此部分用于2#振动气锤电源控制。
所述PLC控制器U1的E0.0脚连接有旋钮开关S1一端,旋钮开关S1另一端连接有PLC控制器U1的L+脚,此部分用于1#进料阀开关控制;PLC控制器U1的E0.1脚连接有旋钮开关S2一端,旋钮开关S2另一端连接有PLC控制器U1的L+脚,此部分用于2#进料阀开关控制;PLC控制器U1的E0.2脚连接有旋钮开关S3一端,旋钮开关S3另一端连接有PLC控制器U1的L+脚,此部分用于3#进料阀开关控制;PLC控制器U1的E0.3脚连接有旋钮开关S4一端,旋钮开关S4另一端连接有PLC控制器U1的L+脚,此部分用于4#进料阀开关控制。
所述PLC控制器U1的E0.4脚连接有旋钮开关P1一端,旋钮开关P1另一端连接有PLC控制器U1的L+脚,此部分用于除铁自动启动控制;PLC控制器U1的E0.5脚连接有常闭按钮P2一端,常闭按钮P2另一端连接有PLC控制器U1的L+脚,此部分用于除铁自动停止控制;PLC控制器U1的E0.6脚连接有常闭按钮ES1一端,常闭按钮ES1另一端连接有PLC控制器U1的L+脚,此部分用于紧急停止控制;PLC控制器U1的E0.7脚连接有旋钮AN1一端,旋钮AN1另一端连接有PLC控制器U1的L+脚,此部分用于包装信号反馈控制。
所述PLC控制器U1的E1.0脚连接有开关K1一端,开关K1另一端连接有PLC控制器U1的L+脚,此部分用于1#进料阀关位控制;PLC控制器U1的E1.1脚连接有开关K2一端,开关K2另一端连接有PLC控制器U1的L+脚,此部分用于2#进料阀关位控制;PLC控制器U1的E1.2脚连接有开关K3一端,开关K3另一端连接有PLC控制器U1的L+脚,此部分用于3#进料阀关位控制;PLC控制器U1的E1.3脚连接有开关K4一端,开关K4另一端连接有PLC控制器U1的L+脚,此部分用于4#进料阀关位控制。
如图10所示,一种干粉式永磁除铁器的自动控制系统的工作流程如下:系统初始化后,打开进料阀,经过30分钟的时间进行物料的填充进料阀关闭,并给包装处一个信号指示进行物料打包,同时除尘排气阀打开进行除尘处理,包装一定数量的物料后,系统产生反馈信号传递至PLC控制器,PLC控制器控制三通换向阀移动到旁路,同时磁棒运行至无磁区,除铁的1#振动气锤和仓体的2#振动气锤进行动作,去除掉磁棒上附着的铁屑和仓体内部残留的物料,进行一定时间后,磁棒复位、1#振动气锤和2#振动气锤停止动作,三通换向阀进行复位,系统进行下一次循环或者停止动作。
本发明的描述是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显然的。选择和描述实施例是为了更好的说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
- 一种干粉式永磁除铁器及其自动控制系统
- 一种干粉式永磁除铁器