一种移动工件式热电化学氧化的方法及设备
文献发布时间:2023-06-19 11:02:01
技术领域
本发明涉及热电化学氧化技术领域,具体的,本发明涉及一种移动工件式热电化学氧化的方法及设备。
背景技术
热电化学氧化是近几年国内外发展较快的一种新的表面处理技术,它是在阳极氧化基础上发展起来的,又称为微等离子体氧化、等离子热电化学氧化、等离子体增强电化学表面陶瓷化等。热电化学氧化采用较高的工作电压,将电压的工作区域由普通的阳极氧化法的法拉第区域,引入到高压放电区域,利用弧光放电增强并激活,使阳极上发生的反应,在一定电流密度下,致使在工件表面出现电晕、辉光、微弧放电、甚至火花斑,在阀金属表面原位形成一层致密的陶瓷膜,进而达到工件表面改性强化。阀金属在金属-氧化物-电解液体系中具有电解阀门作用的金属,阀金属主要包括Al、Ti、Mg、Zr、Nb、Ta六种金属及其合金,其中阀金属铝的应用最广泛。这种陶瓷膜与基体属冶金结合,结合强度好,硬度高,具有很好的耐磨、耐腐蚀、耐高压绝缘和抗高温冲击等特性,可以数倍乃至数十倍的提高工件的使用寿命。
热电化学氧化采用高压放电,工件表面发生剧烈的火花放电反应,火花放电太剧烈不易控制,热电化学氧化工艺过程对陶瓷膜的效果及致密性有重要的影响,如何控制或者如何减缓火花放电的剧烈性,是一个世界性的难题。
在现有技术中,为了减缓火花放电的剧烈性,在热电化学氧化的过程中外加超声波,外加超声波能够促进电解液的循环,使得溶液电阻得到相应的降低,一方面推动了热电化学氧化初期的进行,另一方面使得热电化学氧化后期的放电击穿比较容易,整体使得热电化学氧化的火花放电过程剧烈性减缓,时间更长且更加均匀。但是,阻碍热电化学氧化产品在实际中推广的一个很大的因素就是生产成本高,高成本一方面来自于高压放电,另一方面来自于冷却体系,若采用超声波,则进一步增加生产成本。
有鉴于此,本发明提供一种移动工件式热电化学氧化的方法及设备,减缓热电化学氧化的剧烈性,使得热电化学氧化更加均匀,并且生产成本低。
发明内容
本发明的目的在于,提供一种移动工件式热电化学氧化的方法及设备,减缓热电化学氧化的剧烈性,使得热电化学氧化更加均匀,并且生产成本低。
本申请的一方面,提供一种移动工件式热电化学氧化的方法,包括步骤:
S1,将外表面为阀金属的导电金属浸入电解液中,导电金属的两端采用放卷装置和收卷装置固定;
S2,热电化学氧化时,外表面为阀金属的导电金属由放卷端向收卷端移动,阀金属的表面原位生长热电化学氧化的陶瓷层。
本申请的移动工件式热电化学氧化的方法,热电化学氧化时导电金属从放卷端向收卷端移动,仅需要采用放卷装置和收卷装置起到固定和移动的作用,在现有技术中,热电化学氧化过程中的工件都是固定的,具体的,采用装置夹住工件,浸入电解液中固定不动进行热电化学氧化,热电化学氧化结束后再取出工件,而本申请的工件(外表面为阀金属的导电金属)在热电化学氧化的过程中是移动的,这是首创。一方面,热电化学氧化过程中导电金属是移动的,导电金属移动带动导电金属周围的电解液运动,促进电解液的循环,电解液中的气泡从电解液中逸出更加迅速,使得溶液电阻得到相应的降低,减缓热电化学氧化的剧烈性,使得热电化学氧化更加均匀,陶瓷层的致密性更好,耐磨、耐腐蚀性更佳;另一方面,移动导电金属几乎没有成本,其生产成本远低于外加超声波。
在一些实施方式中,外表面为阀金属的导电金属水平浸入电解液中,导电金属包括:铝、铝合金、锆、锆合金、铜、铜合金、锌、或者锌合金中的一种,阀金属包括:Al、Ti、Mg、Zr、Nb、Ta、Al合金、Ti合金、Mg合金、Zr合金、Nb合金、或者Ta合金中的一种,优选的,阀金属为Al、Ti、Mg、Al合金、Ti合金、或者Mg合金中的一种。
进一步的,导电金属为1根、或者由多根组成,当导电金属为由多根组成时,多根导电金属平行排布、或者以编织纠缠的方式排布。
进一步的,导电金属的横截面为圆形、椭圆形或者多边形。
在一些实施方式中,外表面为阀金属的导电金属缠绕在放卷装置上,放卷装置固定热电化学氧化前的导电金属,放卷装置和收卷装置可以旋转,通过控制放卷装置和收卷装置的旋转速度,控制导电金属的移动速度。
进一步的,在放卷装置与热电化学氧化镀池之间,或/和热电化学氧化镀池与收卷装置之间还设置有导正装置,导正装置可以将导电装置拉直。
进一步的,热电化学氧化时,导电金属移动太慢,起不到使得热电化学氧化更加均匀的效果,而导电金属移动太快,会使得热电化学氧化的时间不够,陶瓷膜的厚度降低,因此,经过大量的实验,热电化学氧化时,将导电金属的移动速度设置为:0.1m/min-5m/min,优选的,导电金属的移动速度为:0.5m/min-2m/min。
在一些实施方式中,热电化学氧化时的电源采用:直流、单相脉冲、交流、不对称交流、或者双向不对称脉冲电源中的一种,优选的,电源采用双向不对称脉冲电源。
进一步的,热电化学氧化时的电解液采用:硅酸盐体系、硼酸盐体系、或者铝酸盐体系中的一种,优选的,热电化学氧化的电解液为硅酸盐体系。硅酸盐体系包括:氢氧化钾、硅酸钠、和去离子水,氢氧化钾的浓度范围为:0.5g/L-10g/L,优选的,氢氧化钾的浓度范围为:3g/L-5g/L,硅酸钠的浓度范围为:1g/L-30g/L,优选的,硅酸钠的浓度范围为:5g/L-15g/L。
进一步的,热电化学氧化时,电解液的温度控制在:10℃-50℃,优选的,电解液的温度控制在:22℃-35℃,更优选的,电解液的温度控制在:29℃-31℃。
在一些实施方式中,所述陶瓷层的厚度为:20-70μm,优选的所述所述陶瓷层的厚度为:25-65μm。
进一步的,当阀金属为铝时,所述陶瓷层的主要材质为ɑ型和/或
本申请的另一方面,提供一种移动工件式热电化学氧化的设备,包括:热电化学氧化镀池、放卷装置、和收卷装置,外表面为阀金属的导电金属的两端采用放卷装置和收卷装置固定,导电金属浸入电解液中,热电化学氧化时,导电金属由放卷端向收卷端移动,阀金属的表面原位生长热电化学氧化的陶瓷层。
在一些实施方式中,外表面为阀金属的导电金属水平浸入电解液中,导电金属包括:铝、铝合金、锆、锆合金、铜、铜合金、锌、或者锌合金中的一种,阀金属包括:Al、Ti、Mg、Zr、Nb、Ta、Al合金、Ti合金、Mg合金、Zr合金、Nb合金、或者Ta合金中的一种,优选的,阀金属为Al、Ti、Mg、Al合金、Ti合金、或者Mg合金中的一种。
在一些实施方式中,热电化学氧化时导电金属的移动速度为:0.1m/min-5m/min,优选的,导电金属的移动速度为:0.5m/min-2m/min。
在一些实施方式中,放卷装置与热电化学氧化镀池之间,还包括:导正装置、张力测量装置,导正装置将导电金属拉直,张力测量装置测试导电金属的张力,确保对导电金属的拉伸在合理的范围内。
进一步的,放卷装置与热电化学氧化镀池之间的导正装置有多个,部分靠近放卷装置,部分靠近热电化学氧化镀池。
进一步的,导正装置由多组竖向分布的圆盘和横向分布的圆盘组成,圆盘的一半位于导电金属的上方,一半位于导电金属的下方,圆盘被动旋转,增加摩擦力,从而将导电金属拉直。
在一些实施方式中,热电化学氧化镀池与收卷装置之间,还包括:导正装置、线速度测量装置、张力测试装置和排线装置,导正装置将导电金属拉直,线速度测量装置检测导电金属移动的速度,张力测量装置测试导电金属的张力,确保对导电金属的拉伸在合理的范围内,排线装置使得热电化学氧化后的导电金属均匀的卷绕在收卷装置上。
技术效果:采用本申请的移动工件式热电化学氧化的方法及设备生产的导电金属,在热电化学氧化的初期阶段,放电火花的出现有所提前,在热电化学氧化的后期,由于导电金属移动并且导电金属被拉伸,微弧放电点更多,降低由于陶瓷膜增厚导致的放电击穿越来越难的现象。
附图说明
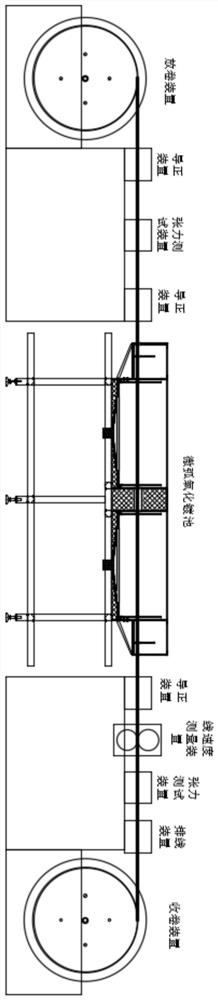
图1为本发明的移动工件式热电化学氧化的设备的一种结构示意图。
具体实施方式
描述以下实施例以辅助对本申请的理解,实施例不是也不应当以任何方式解释为限制本申请的保护范围。
在以下描述中,本领域的技术人员将认识到,在本论述的全文中,组件可描述为单独的功能单元(可包括子单元),但是本领域的技术人员将认识到,各种组件或其部分可划分成单独组件,或者可整合在一起(包括整合在单个的系统或组件内)。
同时,附图内的组件或系统之间的连接并不旨在限于直接连接。相反,在这些组件之间的数据可由中间组件修改、重格式化、或以其它方式改变。另外,可使用另外或更少的连接。还应注意,术语“联接”、“连接”、或“输入”“固定”应理解为包括直接连接、通过一个或多个中间媒介来进行的间接的连接或固定。
此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
实施例1:
一种移动工件式热电化学氧化的方法,包括步骤:
S1,将外表面为阀金属的导电金属浸入电解液中,导电金属的两端采用放卷装置和收卷装置固定;
S2,热电化学氧化时,外表面为阀金属的导电金属由放卷端向收卷端移动,阀金属的表面原位生长热电化学氧化的陶瓷层。
外表面为阀金属的导电金属水平浸入电解液中,导电金属为:铝合金,阀金属为:Al,导电金属为1根,导电金属的横截面为圆形。外表面为阀金属的导电金属缠绕在放卷装置上,放卷装置固定热电化学氧化前的导电金属,放卷装置和收卷装置可以旋转,通过控制放卷装置和收卷装置的旋转速度,控制导电金属的移动速度。在放卷装置与热电化学氧化镀池之间,和热电化学氧化镀池与收卷装置之间还设置有导正装置,导正装置可以将导电装置拉直。
热电化学氧化时,电源采用双向不对称脉冲电源,施加电流密度为5A/mm
然后分别将扁铝线通过镀池后进入烤箱,烤箱温度设置在150℃,扁铝线经过烤箱时间为30~45秒,用以蒸发残留的水分。经测试:移动式热电化学氧化的陶瓷层厚度:5~300μm、陶瓷层表面粗糙度为:0.272±0.018(Ra),在耐磨耐腐蚀性方面,移动式陶瓷层硬度为:2000~3000HV、陶瓷层耐腐蚀性能:C5H。
本实施例还设计了对照组,对照组的工件是固定式的,热电化学氧化时固定不动,其他步骤、条件均与上述相同。经测试,得到对照组的数据为,固定式热电化学氧化陶瓷层厚度:5~60μm、陶瓷层表面粗糙度:0.375±0.022(Ra),在耐磨耐腐蚀性方面,固定式热电化学氧化陶瓷层硬度:1500~2000HV、陶瓷层耐腐蚀性能:C5L。
由此可见,本发明的移动工件式热电化学氧化的方法与传统的固定式热电化学氧化的方法相比,本发明的陶瓷层厚度更厚、陶瓷层表面更均匀光滑,并且耐磨耐腐蚀性能更优。
实施例2:
一种移动工件式热电化学氧化的设备,如图1所示,包括:热电化学氧化镀池、放卷装置、和收卷装置,外表面为阀金属的导电金属的两端采用放卷装置和收卷装置固定,导电金属浸入电解液中,热电化学氧化时,导电金属由放卷端向收卷端移动,阀金属的表面原位生长热电化学氧化的陶瓷层。
外表面为阀金属的导电金属水平浸入电解液中,导电金属为:铝合金,阀金属为:Al,热电化学氧化时导电金属的移动速度为:1.5m/min。
放卷装置与热电化学氧化镀池之间,还包括:导正装置、张力测量装置,导正装置将导电金属拉直,张力测量装置测试导电金属的张力,确保对导电金属的拉伸在合理的范围内。放卷装置与热电化学氧化镀池之间的导正装置有多个,部分靠近放卷装置,部分靠近热电化学氧化镀池。导正装置由多组竖向分布的圆盘和横向分布的圆盘组成,圆盘的一半位于导电金属的上方,一半位于导电金属的下方,圆盘被动旋转,增加摩擦力,从而将导电金属拉直。
热电化学氧化镀池与收卷装置之间,还包括:导正装置、线速度测量装置、张力测试装置和排线装置,导正装置将导电金属拉直,线速度测量装置检测导电金属移动的速度,张力测量装置测试导电金属的张力,确保对导电金属的拉伸在合理的范围内,排线装置使得热电化学氧化后的导电金属均匀的卷绕在收卷装置上。
尽管本申请已公开了多个方面和实施方式,但是其它方面和实施方式对本领域技术人员而言将是显而易见的,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。本申请公开的多个方面和实施方式仅用于举例说明,其并非旨在限制本申请,本申请的实际保护范围以权利要求为准。
- 一种移动工件式热电化学氧化的方法及设备
- 一种移动式大口径工件切削方法及设备