一种镁合金3D眼镜框架的夹装装置及其夹装方法
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种镁合金3D眼镜框架的夹装装置及其夹装方法。
背景技术
目前做眼镜框架一般采用铸模和数控中心两种方式加工,树脂类型及钛合金基本采用数控中心加工,小零件间可以进行拼接或焊接;3D眼镜采用了当今最先进的“时分法”,通过3D眼镜与显示器同步的信号来实现,它需要镜框具有质量稳定、轻便耐用等特点,所以慢慢排除树脂类型的框架,最新技术均采用金属合金作为3D眼镜框架,但是因为钛合金价格高,本身导热慢特性也导致加工速度慢或需要液氮降温以加快加工速度,这些均导致生产成本太高,所以目前生产厂家采用镁合金进行生产3D眼镜框架。
镁合金具有密度小、强度高、阻尼减振降噪能力强、电磁屏蔽性能优异、抗辐射、对各种介质的化学稳定性高、易于回收利用等特点,符合制作3D眼镜框架的要求(如图1所示的镁合金3D眼镜框架1);但是因为镁合金目前均无法在数控中心直接进行加工,这是因为镁合金与钛合金不同,镁合金之间无法焊接,这就导致需要在数控中心直接加工出小零件,在一些比较薄的地方,例如镁合金3D眼镜框架1的镜框装配耳11,容易出现被打弯或打断的情况,特别是打断,因为无法焊接导致无法补救,所以目前均采用铸模进行生产,铸模生产的精度低,而3D眼镜框架又要求精度高,这就导致会出现部分次品(相对于现有数控中心的概率会小许多),加大了生产成本。
发明内容
本发明的目的是克服上述缺陷,提供一种可用于数控中心,生产镁合金3D眼镜框架的夹装装置及其夹装方法。
本发明采用以下技术方案:
一种镁合金3D眼镜框架的夹装装置,包括底部夹具、支撑件、顶部夹具;所述底板夹具包括外固定孔,所述外固定孔固定于数控中心的工作台上;固定卡槽,设于所述底板夹具的中心上,固定镁合金块;安装孔,两个所述安装孔设于固定卡槽右侧面,用于安装所述支撑件;安装槽,两个所述安装槽设于固定卡槽右侧面,用于限位所述支撑件;所述支撑件,底部设有配合安装孔安装的支撑孔,顶部设有支撑面;所述顶部夹具包括左夹具、右夹具,所述左夹具、右夹具向中间合拢,形成贴合眼镜框架的内腔,夹持眼镜框架。
优选的,所述左夹具设有若干左定位柱;所述右夹具设有若干右定位柱。
优选的,所述固定卡槽的左侧面设有若干个螺纹孔,通过旋入螺栓固定镁合金块。
一种镁合金3D眼镜框架的夹装装置的夹装方法,包括以下步骤:
步骤一、将镁合金块放置于固定卡槽内,通过螺栓固定所述镁合金块。
步骤二、将底部夹具放入数控中心进行镁合金块的顶部加工,初步形成眼镜框架,接着完成背面加工。
步骤三、通过安装槽安装支撑件于固定卡槽上,所述支撑面顶于眼镜框架的镜框装配耳位置,再用数控中心完成正面加工。
步骤四、将底部夹具取出数控中心的工作位,将预处理好的眼镜框架取出固定卡槽,通过顶部夹具的左夹具、右夹具向中间合拢,夹持上部加工好的眼镜框架部位,并固定好,在夹持过程中通过左定位柱、右定位柱保证顶部夹具准确夹持眼镜框架部位。
步骤五、将底部夹具放入加工中心,切除眼镜框架下部的镁合金块,并对眼镜框架底部进行开槽加工,取出后完成镁合金眼镜框架的制作。
本发明的有益效果为:解决了传统只能通过铸模生产而无法用数控中心加工镁合金3D眼镜框架的问题,通过本发明可用镁合金块通过数控中心直接加工出高精度的镁合金3D眼镜框架,本套夹装装置不仅大大降低了生产成本,还解决了传统数控加工工序多导致多次装夹误差大的问题从而增加了加工精度。
附图说明
图1是本发明的镁合金3D眼镜框架的示意图。
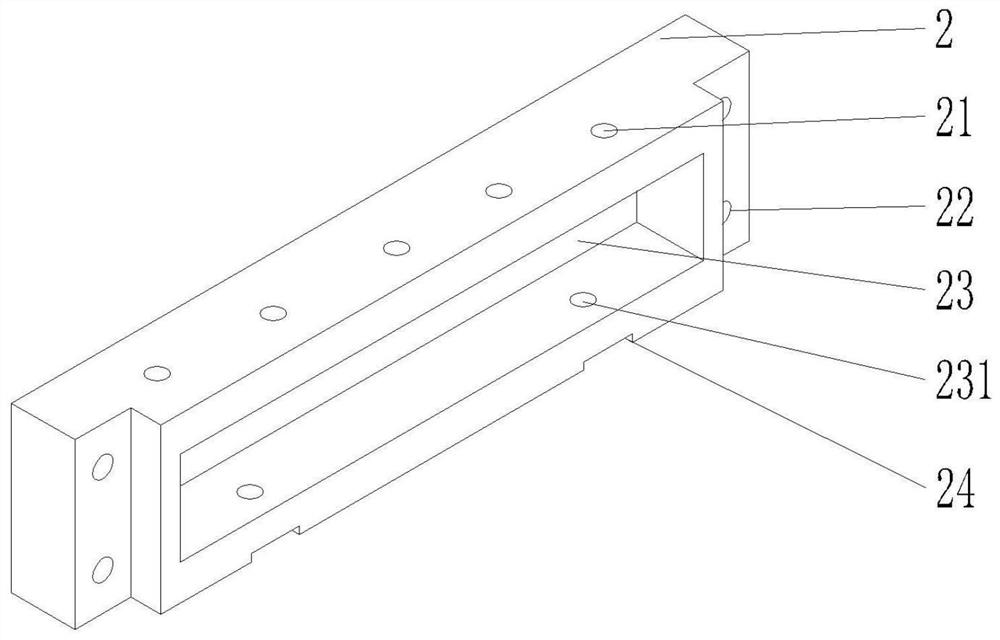
图2是本发明的底部夹具示意图。
图3是本发明的支撑件具示意图
图4是本发明的顶部夹具之左夹具示意图。
图5是本发明的顶部夹具之右夹具示意图。
具体实施方式
为了使本发明的目的、技术方案更加清楚,以下结合附图及实施例,对本发明进行进一步说明:
如图2~图5所示的一种镁合金3D眼镜框架的夹装装置,包括底部夹具2、支撑件25、顶部夹具;所述底板夹具包括外固定孔22,所述外固定孔22固定于数控中心的工作台(图中未示出)上;固定卡槽23,设于所述底板夹具的中心上,固定镁合金块(图中未示出);安装孔231,两个所述安装孔231设于固定卡槽23右侧面,用于安装所述支撑件25;安装槽24,两个所述安装槽24设于固定卡槽右侧面,用于限位所述支撑件25;所述支撑件25,底部设有配合安装孔安装的支撑孔251,顶部设有支撑面252;所述顶部夹具包括左夹具3、右夹具4,所述左夹具3、右夹具4向中间合拢,形成贴合眼镜框架的内腔,夹持眼镜框架。
优选的,所述左夹具3设有若干左定位柱31;所述右夹具4设有若干右定位柱41。
优选的,所述固定卡槽23的左侧面设有若干个螺纹孔21,通过旋入螺栓(图中未示出)固定镁合金块。
一种镁合金3D眼镜框架的夹装装置的夹装方法,包括以下步骤:
步骤一、将镁合金块放置于固定卡槽23内,通过螺栓固定所述镁合金块。
步骤二、将底部夹具2放入数控中心进行镁合金块的顶部加工,初步形成眼镜框架,接着完成背面加工。
步骤三、通过安装槽24安装支撑件25于固定卡槽上,所述支撑面252顶于眼镜框架的镜框装配耳位置,再用数控中心完成正面加工;此时,数控中心对镜框装配耳进行打孔等加工时,由于镜框装配耳背部有支撑面252提供支撑,所以加工时不会被打弯或打断。
步骤四、将底部夹具2取出数控中心的工作位,将预处理好的眼镜框架取出固定卡槽23,通过顶部夹具的左夹具3、右夹具4向中间合拢,夹持上部加工好的眼镜框架部位,并固定好,在夹持过程中通过左定位柱31、右定位柱41保证顶部夹具准确夹持眼镜框架部位。
步骤五、将底部夹具2放入加工中心,切除眼镜框架下部的镁合金块(图中未示出),并对眼镜框架底部进行开槽加工,形成眼镜底槽12,取出后完成镁合金眼镜框架1的制作。
在发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
本发明所采用的部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
以上所述,仅是本发明较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,仍属于本发明的保护范围。
- 一种镁合金3D眼镜框架的夹装装置及其夹装方法
- 一种大型薄壁框架式精铸类零件装夹装置及装夹方法