一种耐弯曲型柔性电池的制备设备及其方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及柔性电池生产设备技术领域,具体涉及一种耐弯曲型柔性电池的制备设备及其方法。
背景技术
锂离子电池是当前社会应用最广,综合储能效果最好的电池,其应用的产品包含手机、平板电脑、智能手表、蓝牙耳机、移动电源、应急电源、电动工具、航模无人机、通信基站、户外储能、健康监测、功能服饰等。其便携的特性极大方便了人们生产和生活中对耗电设备的需求。
锂离子电池的主流应用方向主要有两类,一种是大容量储能/动力型产品,另一种是3C数码消费类产品。3C消费类电子产品所采用的锂电池主要有两种外形结构,一种是圆柱类锂离子电池,另一种是软包类锂离子电池。软包类锂离子电池由于多元化的设计和多空间结构适应性目前在消费类电池中占据主体地位。
软包装锂离子电池是锂离子电池最常见的形态之一,其基本组成单元为外包装铝塑膜以及内部由正极组件、负极组件、隔离膜组件经过组装工艺制备的内电芯组成,由注入其中的锂离子传导性能的电解液构建内部的离子通道,从而形成可进行反复充放电使用的化学类便携电池。
软包装锂电池的外形结构比较固定,多为长方体结构,根据用电设备空间的而不同设计不同的长、宽和厚度。一般手机、平板电脑登产品均属于此类范畴。该类电芯由于采用了较轻的铝塑复合膜进行封装,并且有效的控制了电解液的添加量,对空间实现了极高的利用率。能量密度是铅酸类蓄电池的三倍以上。
软包装类锂离子电池在制程上由于需要正负极的紧密贴合来缩短锂离子的迁移距离,一般内部会呈负压状态,电池体感较硬。生产上对硬度的要求是锂电池的一项关键控制指标。因此一般意义上的锂电池是不能够进行弯曲、扭曲以及拉伸等操作。
可穿戴智能电子设备近些年市场火热,产品种类以智能手表、智能手环、蓝牙耳机等为主,其采用的电池系统多为软包装锂电池。产品的精巧化设计以及多功能要求对电池的容量及能量密度提出了更高的要求。但在锂电池能量密度达到材料性能天花板的大前提下很难再通过材料性能的提升来较大的提升电子产品的电池容量。
与此同时,柔性电子产业的发展国内已经具备了雏形,柔性屏幕、柔性电路等科技产品为可穿戴智能电子的发展指明了新的方向。未来的智能穿戴、智能服饰等产业将会更贴合人体的穿戴舒适需求和更符合人体的工学设计。作为智能穿戴电子设备能源的电池也需要进行一场科技的创新。
申请号为201580062212.5的专利公开了供一种柔性电池。根据本发明的示例性实施例的柔性电池包括电极组装体、以及将所述电极组装体和电解液一起进行封装的外包装构件,其中,所述外包装构件的至少一个面上包括用于在弯曲时收缩和舒张的第一图案部及第二图案部,所述第一图案部和第二图案部具有互相不同的图案。
然而在现有技术方案中,有以下技术问题:1、模具挤压成型导致电池内部产生应力造成导电体断裂;2、电池外部覆膜由于挤压损伤,导致电池失效。
发明内容
针对以上问题,本发明提供了一种耐弯曲型柔性电池的制备设备,通过设置成形底模承载一端被固定的电池,由按压单元A在电池上表面进行辊压,使电池的外形整形为与成形底模表面匹配的波纹形状,解决了现有技术中模具挤压成型导致电池内部产生应力造成导电体断裂,电池外部覆膜由于挤压损伤,导致电池失效的技术问题。
为实现上述目的,本发明提供如下技术方案:
一种耐弯曲型柔性电池的制备设备,其特征在于,包括上模组件以及下模组件,所述下模组件承载待整形的电池,所述上模组件设置于所述下模组件的上方,该上模组件对所述电池进行滚压整形。
作为改进,所述下模组件包括底座、设置于该底座上的夹具以及相对所述底座可拆卸的成形底模,所述成形底模设置于所述夹具的一侧,所述电池放置于成形底模上且该电池的一端由所述夹具夹持。
作为改进,所述成形底模的上表面带规律或者非规律深度、规律或者非规律间隔的波纹凹槽,所述成形底模是金属材质或者有机材质,其具有一定的硬度,且其表面绝缘。
作为改进,所述上模组件包括刚性结构件以及设置于该刚性结构件一端的按压单元A,所述刚性结构件承受竖直向下的压力F1以及水平力F2,所述按压单元A对所述成形底模上的电池施加作用力使其整形。
作为改进,所述下模组件还包括轨迹底模以及预制模,所述轨迹底模相对所述成形底模设置于所述夹具的另一侧,所述预制模放置于所述轨迹底模上。
作为改进,所述上模组件还包括按压单元B,所述按压单元B设置于所述刚性结构件上,该按压单元B与所述按压单元A在高度方向一致,所述按压单元B对应所述预制模设置。
作为改进,所述成形底模与所述轨迹底模为平行设置,所述成形底模的上表面与所述轨迹底模的上表面外形保持一致。
作为改进,所述按压单元B和所述按压单元A均包括连杆以及辊轴,所述辊轴相对所述连杆自由旋转,所述辊轴的外径小于所述成形底模上表面的凹陷内径。
作为改进,还包括横向导轨以及直线轴承,两根所述连杆均通过所述直线轴承连接于所述横向导轨上。
本发明还提供了一种耐弯曲型柔性电池的制备方法,通过设置成形底模承载一端被固定的电池,由按压单元A在电池上表面进行辊压,配合按压单元B沿着预制模的上表面运动,使电池的外形与预制模的外形相同,辊压过程电池的自由端有收缩的空间,消除内部应力,利于加工成型。
为实现上述目的,本发明提供如下技术方案:
一种耐弯曲型柔性电池的制备方法,其特征在于,包括以下步骤:
步骤一,选择预制模,根据需要加工成形的电池的外形选择对应的预制模,将预制模放置于轨迹底模上;
步骤二,电池上料,将待加工的电池的一端装夹于夹具上,该电池的主体平躺于成形底模上;
步骤三,调整按压单元间距,根据电池以及预制模的位置,调整按压单元A和按压单元B的间距,使按压单元A对应电池的右端部,且按压单元B对应预制模的右端部;
步骤四,按压整形,对刚性结构件施加向下的压力F1以及向左的推力F2,使得按压单元B沿着预制模的上表面运动,此时按压单元A将电池的外形按压,使电池的外形与预制模的外形相同。
本发明的有益效果在于:
(1)本发明通过设置成形底模承载一端被固定的电池,由按压单元A在电池上表面进行辊压,配合按压单元B沿着预制模的上表面运动,使电池的外形与预制模的外形相同,辊压过程电池的自由端有收缩的空间,消除内部应力,利于加工成型;
(2)本发明通过设置可更换的成形底模和与之匹配的轨迹底模,整形出不同外形的柔性电池,该结构简单可靠,利于产品多样化生产;
(3)本发明通过设置预制模承受竖直方向的压力,使得电池表面的受力均匀,保护电池的外部覆膜以及内部导电体不受损伤;
(4)本发明通过设置辊轴相对电池滚动按压,以及辊轴的直径小于成形底模上表面的凹陷内径,使得电池压弯顺利,电池与成形底模的贴合度好。
综上所述,本发明具有消除应力、便于更换、保护电池等优点,尤其适用于柔性电池生产设备技术领域。
附图说明
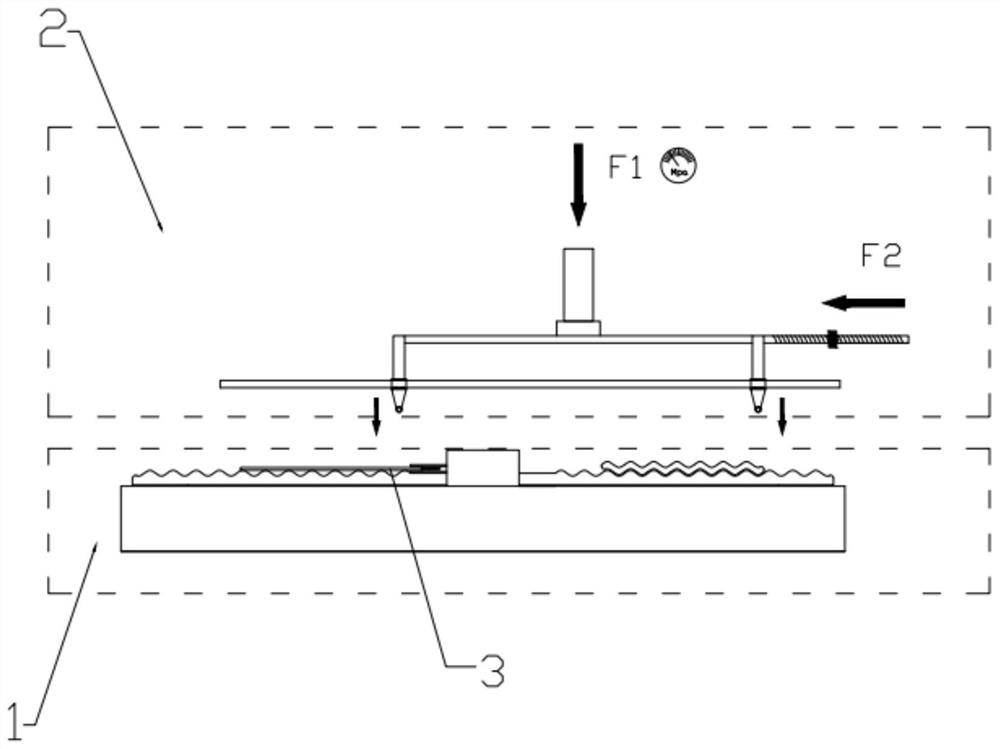
图1为本发明的整体正视示意图;
图2为本发明的上模组件结构示意图;
图3为本发明的下模组件结构示意图;
图4为本发明整形工作的局部示意图;
图5为图4中A处放大示意图;
图6为本发明预制模对应电池成形的示意图之一;
图7为本发明预制模对应电池成形的示意图之二;
图8为本发明工艺流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
实施例一
如图1至7所示,一种耐弯曲型柔性电池的制备设备,其特征在于,包括上模组件1以及下模组件2,所述下模组件2承载待整形的电池3,所述上模组件1设置于所述下模组件2的上方,该上模组件1对所述电池3进行滚压整形。
进一步地,所述下模组件2包括底座211、设置于该底座211上的夹具241以及相对所述底座211可拆卸的成形底模221,所述成形底模221设置于所述夹具241的一侧,所述电池3放置于成形底模221上且该电池3的一端由所述夹具241夹持。
需要说明的是,待加工的电池3在被覆膜密封后被放置于夹具241上夹持,且夹具241夹持电池的电极端,保护电极的焊接部位不受损伤,电池的另一端为自由端,在其被按压整形过程中,电池有收缩的余量,防止其因按压产生较大应力而导致电芯破坏。
进一步地,所述成形底模221的上表面带规律或者非规律深度、规律或者非规律间隔的波纹凹槽,所述成形底模221是金属材质或者有机材质,其具有一定的硬度,且其表面绝缘。
需要说明的是,成形底模221的上表面波纹凹槽决定电池3的外形,可更换的成形底模221便于快速生产不同外形的电池3,方便快捷。
进一步地,所述上模组件1包括刚性结构件131以及设置于该刚性结构件131一端的按压单元A11,所述刚性结构件131承受竖直向下的压力F1以及水平力F2,所述按压单元A11对所述成形底模221上的电池3施加作用力使其整形。
进一步地,所述下模组件2还包括轨迹底模222以及预制模231,所述轨迹底模222相对所述成形底模221设置于所述夹具241的另一侧,所述预制模231放置于所述轨迹底模222上。
进一步地,所述上模组件1还包括按压单元B12,所述按压单元B12设置于所述刚性结构件131上,该按压单元B12与所述按压单元A11在高度方向一致,所述按压单元B12对应所述预制模231设置。
需要说明的是,预制模231用于承载刚性结构件131传导给按压单元B12的压力,使得电池3接受到按压单元A11的压力均匀稳定,不会产生较大的挤压力压迫电池3,保护电池。
进一步地,所述成形底模221与所述轨迹底模222为平行设置,所述成形底模221的上表面与所述轨迹底模222的上表面外形保持一致。
进一步地,所述按压单元B12和所述按压单元A11均包括连杆111以及辊轴113,所述辊轴113相对所述连杆111自由旋转,所述辊轴113的外径小于所述成形底模221上表面的凹陷内径。
需要说明的是,辊轴相对电池滚动按压,以及辊轴的直径小于成形底模上表面的凹陷内径,使得电池压弯顺利,电池与成形底模的贴合度好。
进一步地,还包括横向导轨121以及直线轴承112,两根所述连杆111均通过所述直线轴承112连接于所述横向导轨121上。
实施例二
如图8所示,一种耐弯曲型柔性电池的制备方法,其特征在于,包括以下步骤:
步骤一,选择预制模,根据需要加工成形的电池3的外形选择对应的预制模231,将预制模231放置于轨迹底模222上;
步骤二,电池上料,将待加工的电池3的一端装夹于夹具241上,该电池3的主体平躺于成形底模221上;
步骤三,调整按压单元间距,根据电池3以及预制模231的位置,调整按压单元A11和按压单元B12的间距,使按压单元A11对应电池3的右端部,且按压单元B12对应预制模231的右端部;
步骤四,按压整形,对刚性结构件131施加向下的压力F1以及向左的推力F2,使得按压单元B12沿着预制模231的上表面运动,此时按压单元A11将电池3的外形按压,使电池3的外形与预制模231的外形相同。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种耐弯曲型柔性电池的制备设备及其方法
- 高耐盐型固态电解质、固态柔性锌锰电池及其制备方法