一种刀具用颗粒增强高熵合金复合材料制备方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明属于复合材料制备及应用的技术领域,具体公开了一种刀具用颗粒增强高熵合金复合材料制备方法。
背景技术
与传统的金属材料相比,高熵合金具有更高的耐磨性、高硬度以及优异的抗老化、耐高温性能,可满足刀具用材料高耐磨性、耐热性以及抗冲击等要求,是一种优异的刀具用材料。将陶瓷颗粒添加到高熵合金内部,制备成颗粒增强高熵合金复合材料,可以进一步的提高刀具用颗粒增强高熵合金的物理和化学性能。
目前,制备颗粒增强金属基复合材料的方法主要有真空热压烧结、机械合金化、放电等离子烧结以及增材制造技术。其中,增材制造技术具有材料的成分设计灵活、制备产品结构复杂多样的优点,被广泛应用于制备高端复杂零部件。相比与激光增材制造打印单一金属材料,陶瓷颗粒的添加,使得复合粉末的球形度和粉末流动性降低,同时由于陶瓷颗粒和金属基体物理和化学性能的差异,容易产生陶瓷颗粒的聚集以及界面接合性能差,产生气孔、微裂纹等缺陷,降低打印复合材料的性能。
发明内容
本发明提供一种刀具用颗粒增强高熵合金复合材料制备方法,针对高熵合金优异的耐高温、抗氧化以及高硬度的特性,结合陶瓷颗粒高的硬度以及耐高温性能,采用激光增材制造打印技术制备陶瓷颗粒增强高熵合金刀具用高端复合材料,对打印后的材料采用高频脉冲电流处理,改善材料内部气孔、裂纹和残余应力的问题,获得高性能刀具用颗粒增强高熵合金复合材料,进而提高刀具的使用寿命和拓宽刀具的加工使用范围。
本发明提供一种刀具用颗粒增强高熵合金复合材料制备方法,包括下述步骤:
S1,称量金属粉末
称取铝粉、钴粉、铬粉、铁粉和镍粉,按照原子比例为Al:Co:Cr:Fe:Ni=1:1:1:1:2.1的比例进行称取,称取后放入球磨罐中密封待用;
S2,高能球磨混粉制备高熵合金
将装有铝粉、钴粉、铬粉、铁粉和镍粉的五元粉末的球磨罐安装在高能球磨机上固定夹紧,进行高能球磨,球磨时间为48h,球磨机转速为1200r/min,球料比为5:1,球磨后为AlCoCrFeNi
S3,低能球磨碳化钨和高熵合金的混合粉末
①称取碳化钨粉末和高熵合金粉末,按照质量比为WC:AlCoCrFeNi
②将装有WC和高熵合金粉的混合粉末的球磨罐安装在行星式球磨机上固定夹紧,进行低能混粉,混粉时间为6h,球磨机转速为200r/min,球料比为5:1,混粉后为WC与高熵合金的二元混合粉末;
S4,二元混合粉末的烘干
将制备的二元混合粉末置于干燥箱内,进行烘干,烘干温度为120
S5,激光增材制造打印复合材料
按量称取制备的二元混合粉末,置于选区激光打印机内部,选区激光打印机的工艺参数为:
激光功率:250~300W
扫描速度:500~800mm/s
打印层厚:50μm
打印旋转角度:67
S6,脉冲电流处理颗粒增强高熵合金复合材料
将激光增材制造打印的颗粒增强高熵合金复合材料置于脉冲电流处理炉内部,施加压力3~5MPa,关闭脉冲电流处理炉,开启真空泵,进行炉内抽真空,真空度低于10
第一阶段:升温速度50
第二阶段:升温速度20
第三阶段:900
第四阶段:关闭脉冲电流发生器,随炉冷却至200
打开真空阀和炉门,取出脉冲电流处理后的试样;
S7,对脉冲电流处理炉处理后的复合材料进行打磨、砂光处理。
步骤S5中,选区激光打印机为立式,选区激光打印机内下部安装有送粉推杆和试样推杆,上部安装有刮刀支架、激光系统、光学系统和扫描系统,刮刀支架位于送粉推杆上方且安装有送粉刮刀;二元混合粉末置于送粉推杆上;打印基板置于试样推杆上;通过扫描系统对二元混合粉末进行选区烧结打印,激光系统产生激光束经过光学系统处理进行试样打印,在打印基板上形成打印试样;选区激光打印机配有控制柜Ⅰ和真空泵Ⅰ,控制柜Ⅰ和真空泵Ⅰ分别通过导线Ⅰ和真空管Ⅰ与选区激光打印机连接,控制柜Ⅰ上设置有显示屏Ⅰ、指示灯Ⅰ、激光控制开关、真空控制开关Ⅰ、打印控制开关、电源控制开关。
步骤S6中,脉冲电流处理炉为立式,脉冲电流处理炉的内部设置有上电极和下电极,上电极和下电极之间放置有石墨模具,石墨模具的内部安装有模具上压头、模具下压头、打印试样和热电偶;脉冲电流处理炉配有水冷系统、真空泵Ⅱ、脉冲电流发生器、压力电机和控制柜Ⅱ;水冷系统设置在脉冲电流处理炉的外部,水冷系统通过进水管、回水管与水泵连接,水泵与水箱连接;真空泵Ⅱ通过真空管Ⅱ与脉冲电流处理炉连接;脉冲电流发生器通过导线Ⅱ与脉冲电流处理炉连接;压力电机设置在脉冲电流处理炉的上部,压力电机通过导线Ⅲ与控制柜Ⅱ连接;控制柜Ⅱ上设置有电源开关、真空控制开关Ⅱ、水冷控制开关、脉冲电流控制开关、压力控制开关、指示灯Ⅱ、显示屏Ⅱ。
本发明具有以下有益效果:
本发明是针对高熵合金和陶瓷颗粒的性能优势,采用激光增材制造打印技术制备碳化钨颗粒增强高熵合金复合材料,在材料内部生成界面反应层,提高异质界面接合强度,通过高频脉冲电流处理方法,降低或消除打印复合材料内部的气孔、裂纹等缺陷,同时可降低刀具用颗粒增强高熵合金内部的残余应力,提高复合材料的机械性能,制备的复合材料致密度可达到99.9%以上,碳化钨颗粒和高熵合金之间界面接合良好,相对与传统刀具材料硬度可提高50%,具有优异的耐摩擦磨损和耐高温抗老化性能,可作为高性能刀具材料使用,是十分理想的制备颗粒增强金属基复合材料的制备方法。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
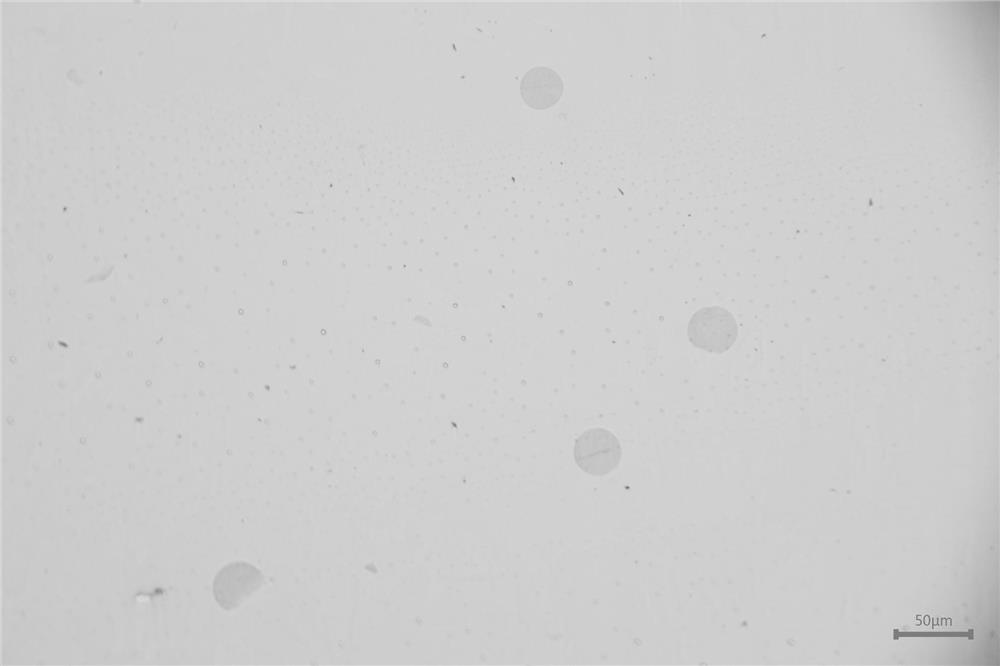
图1为刀具用颗粒增强高熵合金复合材料的微观组织形貌;
图2为选区激光打印机制备刀具用颗粒增强高熵合金复合材料时的状态图;
图3为高频脉冲电流处理刀具用颗粒增强高熵合金复合材料的状态图;
附图标记清单如下:
1、选区激光打印机,2、控制柜Ⅰ,3、送粉推杆,4、二元混合粉末,5、送粉刮刀,6、刮刀支架,7、激光系统,8、打印基板,9、激光束,10、光学系统,11、打印试件,12、试样推杆,13、显示屏Ⅰ,14、指示灯Ⅰ,15、激光控制开关,16、真空控制开关Ⅰ,17、打印控制开关,18、电源控制开关,19、真空管Ⅰ,20、导线Ⅰ,21、真空泵Ⅰ,22、脉冲电流处理炉,23、水冷系统,24、模具上压头,25、石墨模具,26、导线Ⅱ,27、模具下压头,28、下电极,29、进水管,30、工作台,31、水泵,32、水箱,33、回水管,34、真空泵Ⅱ,35、真空管Ⅱ,36、脉冲电流发生器,37、控制柜Ⅱ,38、电源开关,39、真空控制开关Ⅱ,40、水冷控制开关,41、脉冲电流控制开关,42、压力控制开关,43、指示灯Ⅱ,44、显示屏Ⅱ,45、导线Ⅲ,46、压力电机,47、热电偶,48、上电极。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本实施例使用的化学物质材料为:铝粉、铬粉、钴粉、铁粉、镍粉、碳化钨粉、石墨纸、砂纸,其组合准备用量如下:以克、毫米为计量单位
铝粉:Al 300g±0.5g
钴粉:Co
铬粉:Cr 500g±0.5g
铁粉:Fe 500g±0.5g
镍粉:Ni 500g±0.5g
碳化钨粉:WC
石墨纸:C 2块 90mm×2mm×90mm
砂纸:400目 2张 300mm×0.5mm×200mm。
制备方法如下:
(1)称量金属粉末
将铝粉、钴粉、铬粉、铁粉、镍粉粉末放入真空手套箱内,称取铝粉、钴粉、铬粉、铁粉和镍粉,按照原子比例为Al:Co:Cr:Fe:Ni=1:1:1:1:2.1的比例进行称取,称取后放入球磨罐中密封待用;
(2)高能球磨混粉制备高熵合金
将装有铝粉、钴粉、铬粉、铁粉和镍粉的五元粉末的球磨罐安装在高能球磨机上固定夹紧,进行高能球磨,球磨时间为48h,球磨机转速为1200r/min,球料比为5:1,球磨后为AlCoCrFeNi
(3)低能球磨碳化钨和高熵合金的混合粉末
① 在真空手套箱内称取碳化钨粉末和高熵合金粉末,按照质量比为WC:AlCoCrFeNi
②将装有WC和高熵合金粉的混合粉末的球磨罐安装在行星式球磨机上固定夹紧,进行低能混粉,混粉时间为6h,球磨机转速为200r/min,球料比为5:1,混粉后为WC与高熵合金的二元混合粉末;
(4)二元混合粉末的烘干
将制备的二元混合粉末置于干燥箱内,进行烘干,烘干温度为120
(5)激光增材制造打印复合材料
按量称取制备的二元混合粉末,置于选区激光打印机内部,选区激光打印机的工艺参数为:
激光功率:250~300W
扫描速度:500~800mm/s
打印层厚:50μm
打印旋转角度:67
(6)脉冲电流处理颗粒增强高熵合金复合材料
将激光增材制造打印的颗粒增强高熵合金复合材料置于脉冲电流处理炉内部,使得复合材料与脉冲电流处理炉内部的上、下压头接触,施加压力3~5MPa,关闭脉冲电流处理炉,开启真空泵Ⅱ34,进行炉内抽真空,真空度低于10
第一阶段:升温速度50
第二阶段:升温速度20
第三阶段:900
第四阶段:关闭脉冲电流发生器,随炉冷却至200
打开真空阀和炉门,取出脉冲电流处理后的试样;
(7)打磨、砂光处理
将脉冲电流处理炉处理后的复合材料置于钢质平板上,用砂纸打磨周边及表面,使其洁净;
(8)检测、分析、表征
对制备的颗粒增强高熵合金基复合材料的形貌、色泽、化学物理性能、力学性能进行检测、分析、表征;
用扫描电镜仪进行微观组织分析;
用硬度试验仪进行硬度测试;
结论:如图1所示,WC颗粒均匀的分布在高熵合金基体内部,高熵合金内部元素分布均匀,未出现颗粒和元素的团聚现象,WC颗粒与AlCoCrFeNi
(9)储存
对制备的刀具用颗粒增强高熵合金复合材料用软质材料包装,储存于洁净、干燥环境,要防潮、防晒、防酸碱盐侵蚀,储存温度20℃,相对湿度≤10%。
图2为选区激光打印机制备刀具用颗粒增强高熵合金复合材料时的状态图,各部位置、连接关系要正确,按量配比,按序操作。
刀具用颗粒增强高熵合金复合材料的坯料制备是在选区激光打印机上进行的,是在加热、真空、外水循环冷却过程中完成的。
选区激光打印机1为立式,选区激光打印机1内下部安装有送粉推杆3和试样推杆12,上部安装有刮刀支架6、激光系统7、光学系统10和扫描系统,刮刀支架6位于送粉推杆3上方且安装有送粉刮刀5;二元混合粉末4置于送粉推杆3上;打印基板8置于试样推杆12上;通过扫描系统对二元混合粉末4进行选区烧结打印,激光系统7产生激光束9经过光学系统10处理进行试样打印,在打印基板8上形成打印试样11;选区激光打印机1配有控制柜Ⅰ2和真空泵Ⅰ21,控制柜Ⅰ2和真空泵Ⅰ21分别通过导线Ⅰ20和真空管Ⅰ19与选区激光打印机1连接,控制柜Ⅰ2上设置有显示屏Ⅰ13、指示灯Ⅰ14、激光控制开关15、真空控制开关Ⅰ16、打印控制开关17、电源控制开关18。
图3为高频脉冲电流处理刀具用颗粒增强高熵合金复合材料的状态图,各部位置、连接关系要正确,按序操作。
脉冲电流处理炉22为立式,脉冲电流处理炉22的内部设置有上电极48和下电极28,上电极48和下电极28之间放置有石墨模具25,石墨模具25的内部安装有模具上压头24、模具下压头27、打印试样11和热电偶47;脉冲电流处理炉22配有水冷系统23、真空泵Ⅱ34、脉冲电流发生器36、压力电机46和控制柜Ⅱ37;水冷系统23设置在脉冲电流处理炉22的外部,水冷系统23通过进水管29、回水管33与水泵31连接,水泵31与水箱32连接;真空泵Ⅱ34通过真空管Ⅱ35与脉冲电流处理炉22连接;脉冲电流发生器36通过导线Ⅱ26与脉冲电流处理炉22连接;压力电机46设置在脉冲电流处理炉22的上部,压力电机46通过导线Ⅲ45与控制柜Ⅱ37连接;控制柜Ⅱ37上设置有电源开关38、真空控制开关Ⅱ39、水冷控制开关40、脉冲电流控制开关41、压力控制开关42、指示灯Ⅱ43、显示屏Ⅱ44。
脉冲电流处理炉22、脉冲电流发生器36和控制柜Ⅱ37位于工作台30的上部,水泵31、水箱32和真空泵Ⅱ34位于工作台30的下部。
高频脉冲电流在流经材料内部时,会产生电流的“趋肤效应”,在材料内部产生局部的高温,有利于材料内部的微裂纹及气孔的愈合,同时产生的电阻热,可以降低打印复合材料内部的残余应力,提高激光增材制造打印复合材料的力学性能。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种高熵合金增强的2024铝基复合材料及其制备方法
- 一种高熵合金颗粒增强的深冷处理铝基复合材料及其制备方法
- 一种高熵合金颗粒增强的镁基复合材料及其制备方法