一种高一致性电缆护套制造用挤塑机
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及电缆制造技术领域,特别涉及一种高一致性电缆护套制造用挤塑机。
背景技术
电缆的导电线芯外通常会设置一层绝缘护套起到保护和绝缘的作用,常用的护套材料有交联聚乙烯、聚氯乙烯、高密度聚乙烯等塑料材质,护套通常采用螺杆挤塑机将塑料原材料加热熔融后,基础包裹在连续移动的导电线芯外周,随后冷却固化定型,在导电线芯外周形成牢固的绝缘护套。电缆绝缘护套的工艺尺寸必须符合生产工艺的规定,绝缘挤出厚度、火花电压试验严格按生产工艺的规定,挤出平均厚度应不小于标称厚度,最薄点厚度为意外情况下偏芯时绝缘最薄处的厚度,最薄点厚度不得小于标称值的90%-0.1mm。大直径电缆的额定电压可达1~10Kv,在高压环境下,绝缘护套需要具有高度的一致性,才能保证电缆的耐弯折、高强度和高韧性性能。
目前电缆保护套的挤塑机的电缆通常沿水平方向进入挤塑机模头,然后将模头中熔融的塑料包裹在电缆上从模头中沿水平方向拉出,对于大直径电缆,所需的绝缘护套较厚,熔融塑料在刚刚出模头的一段还没有完全塑化,在自身的重力作用下,会使绝缘护套上下厚度不一致,且较多的熔融塑料在模头出口处内外塑化速率不一致,在电缆沿水平方向移动过程中,会导致绝缘护套起节,生产出的绝缘护套表面不光滑,难以达到工艺要求。
发明内容
本发明的目的是提供一种高一致性电缆护套制造用挤塑机,具有电缆表面绝缘护套厚度一致性好,表面光滑,加工效率高的效果。
本发明的上述技术目的是通过以下技术方案得以实现的:一种高一致性电缆护套制造用挤塑机,包括机架,所述机架上设有挤塑机,所述挤塑机的出料端设有模头,所述模头内设有模套,所述模套中心设有模芯,所述模芯的进料端向上设置,所述机架上方设有电缆进料传送辊、驱动电缆进料传送辊转动的电机,所述电缆进料传送辊驱动电缆由上至下穿过模芯,所述机架上设有冷却机构,所述冷却机构位于模头下方。
通过采用上述技术方案,在制造电缆护套时,电缆在进料传送辊的作用下由上至下进入挤塑机模芯,挤塑机水平放置,挤塑机内熔融的塑料进入模头后,模套与模芯之间形成挤塑通道,熔融塑料沿模套内壁向下流动,最后包裹在模芯出口端的电缆上,电缆在传送辊的作用下向下移动,电缆可带动熔融塑料穿出模头,然后在冷空气的冷却作用下,包裹在电缆外的熔融塑料塑化,形成电缆护套。
本发明的进一步设置为:所述冷却机构包括固定连接在机架上的环形喷淋管,所述喷淋管下方均匀设有若干喷淋头,所述电缆由上至下穿过环形喷淋管,所述喷淋管下方设有冷却槽,所述冷却槽的出料端设有供电缆穿过的出料口,所述冷却槽内转动连接有若干支承辊。
通过采用上述技术方案,冷却机构为环形喷淋管,环形喷淋管的喷淋头向电缆外周喷水对电缆护套进行降温,可加快电缆护套塑化,电缆后段再沿水平方向的冷却槽进一步冷却后即可进行收卷。
本发明的进一步设置为:所述冷却槽靠近出料口一端设有回流管,所述回流管与喷淋管相接。
通过采用上述技术方案,冷却槽的冷却水可沿回流管回流至喷淋管处对电缆进行降温,节约水资源。
本发明的进一步设置为:所述机架上以模芯出料口为中心对称设有两个三爪卡盘,两个所述三爪卡盘的轴心与模芯轴心重合,所述三爪卡盘的卡爪上转动连接有限位轮。
通过采用上述技术方案,机架上设有两个三爪卡盘,三爪卡盘的轴心与模芯轴心重合,三爪卡盘可对待加工的不同粗细的电缆位置进行调节,保证电缆进出料的轴心与模芯重合,避免电缆位置偏心而导致电缆模芯摩擦力大,避免对模芯和电缆表面造成磨损。
本发明的进一步设置为:所述机架上以模芯出料口为中心对称设有两个导向机构,所述导向机构与模芯出料口的距离大于三爪卡盘与模芯出料口的距离,所述导向机构包括沿水平方向滑动连接在机架上的支撑块,所述支撑块上转动连接有导向辊,所述支撑块与机架之间设有弹簧,所述弹簧的弹力驱动导向辊靠近竖直方向的电缆。
通过采用上述技术方案,电缆沿竖直方向进入模头,需要将电缆沿Z型进行弯折,对于大直径电缆,需要较大的弯折角度,才能对电缆进行弯折的同时不对电缆性能造成影响,不同直径的电缆弯折角度不同,通过设置导向机构,电缆在进料传送辊的作用下沿水平方向传送至导向辊处,在导向辊处弯折后向下进入三爪卡盘,导向辊滑动连接在机架上,弹簧驱动导向辊靠近竖直方向的电缆,通过设置适当的弹簧弹力,可使电缆对导向辊的压力和弹簧对导向辊的拉力可达到平衡状态,使电缆自身达到最佳的弯折角度,且电缆在移动过程中,还可动态的对弯折角度进行调节,避免强行对电缆弯折而导致电缆内产生形变或应力集中,导向机构结合三爪卡盘可顺利的将电缆调整成竖直方向。
本发明的进一步设置为:所述机架上设有两个分别供两个支撑块嵌入的滑槽,位于上端的所述滑槽一端与模芯内壁位于同一水平面,另一端靠近电缆传送辊,位于下端的所述滑槽一端与与模芯内壁位于同一水平面,另一端靠近支承辊。
通过采用上述技术方案,通过设置滑槽的位置,上下两个滑槽端部均与模芯内壁位于同一水平面,可对导向辊的位置进行限定。
本发明的进一步设置为:所述模套由上至下包括进料段和平衡段,所述平衡段的长度为3.5~4mm。
本发明的进一步设置为:所述模套与模芯之间形成挤塑通道,所述挤塑机的出料口与挤塑通道相连通。
本发明的进一步设置为:所述模头与喷淋管之间设有集气罩,所述集气罩上连接有负压风机。
通过采用上述技术方案,集气罩上连接负压风机,可将挤塑机产生的废气进行收集并排出,避免对工作环境造成污染。
本发明的有益效果是:
1.由于电缆为垂直方向设置,在重力作用下电缆的轴心会始终与模芯轴心重合,熔融的塑料在重力作用下也会在模头的作用下形成环形均匀的向下流动,相对于电缆沿水平方向移动,熔融塑料沿电缆外周方向受到的重力相同,从而可以保证电缆护套沿圆周方向厚度一致;电缆护套从熔融塑料到完全塑化中间存在半熔融状态的塑化段,在传统的挤塑机中,塑化段过长,会导致熔融塑料向下流动时间过长,从而使护套上下厚度不一致,因此电缆移动速度较慢,避免将塑化段拉长,从而导致加工效率不高,本申请中熔融塑料受到的重力方向与电缆移动方向一致,电缆可快速的将熔融塑料从模头中拉出,即使塑化段较长,也不会出现护套厚度不均匀的现象。
2.机架上设有两个三爪卡盘,三爪卡盘的轴心与模芯轴心重合,三爪卡盘可对待加工的不同粗细的电缆位置进行调节,保证电缆进出料的轴心与模芯重合,避免电缆位置偏心而导致电缆模芯摩擦力大,避免对模芯和电缆表面造成磨损。
3.模套由上至下包括进料端和平衡段,对于传统水平放置的模套,需要设置较长的平衡段,通常在20mm左右,使熔融塑料在平衡段先进行一定的塑化,然后再从模头中挤出,保证挤出的护套的均匀度,然而较长的平衡段会导致出料时需要将熔融塑料向前挤出较长的距离,平衡段前后塑化程度不一致,导致制造的护套起节,且平衡段挤出速率不能过快,严重影响护套挤出速率;本申请的模套为竖直方向设置,熔融塑料受到的重力方向与电缆出料方向一致,无需过长的平衡段即可挤出均匀的护套,将平衡段缩短至3.5~4mm,可将护套加工速率提高1~1.5倍。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
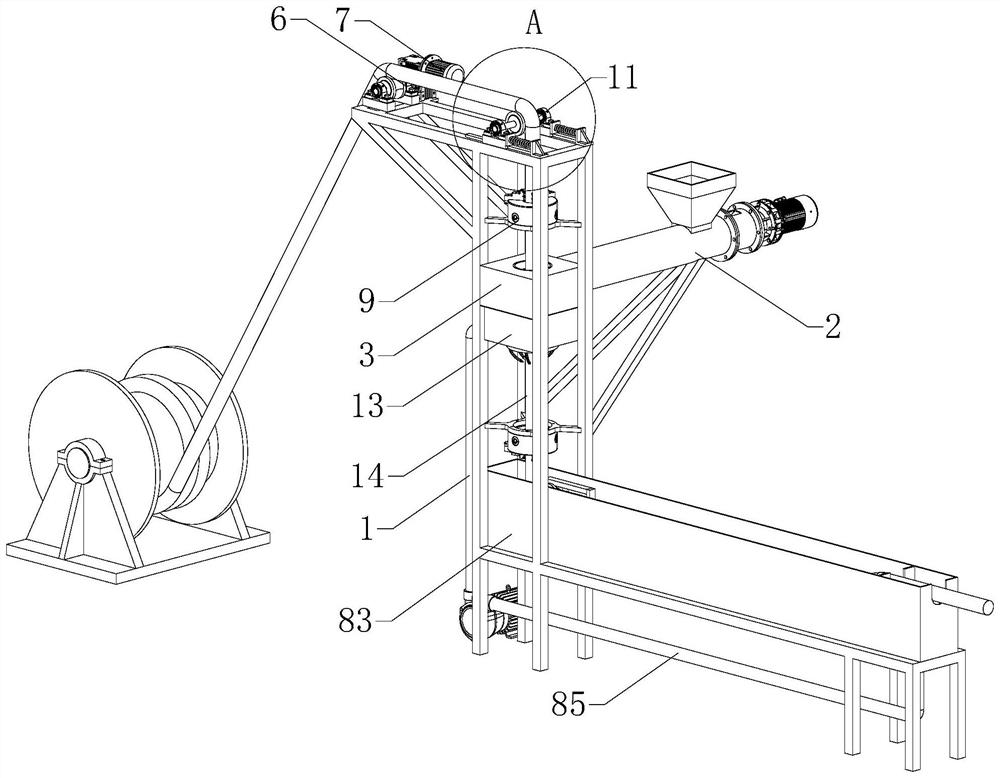
图1是本发明结构示意图。
图2是图1的A处放大示意图。
图3是本发明剖面示意图。
图4是三爪卡盘结构示意图。
图5是模头剖面结构示意图。
图中,1、机架;2、挤塑机;3、模头;4、模套;41、进料段;42、平衡段;5、模芯;6、传送辊;7、电机;8、冷却机构;81、环形喷淋管;82、喷淋头;83、冷却槽;84、支承辊;85、回流管;9、三爪卡盘;10、限位轮;11、导向机构;111、支撑块;112、导向辊;113、弹簧;12、滑槽;13、集气罩;14、电缆。
具体实施方式
下面将结合具体实施例对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:一种高一致性电缆护套制造用挤塑机,如图1所示,包括机架1,机架1上设有挤塑机2,挤塑机2的出料端设有模头3,模头3内设有模套4,模套中心设有模芯5,模芯5的进料端向上设置,机架1上方设有电缆14进料传送辊6、驱动电缆14进料传送辊6转动的电机7,电缆14进料传送辊6驱动电缆14由上至下穿过模芯5,机架1上设有冷却机构8,冷却机构8位于模头3下方。
通过采用上述技术方案,在制造电缆14护套时,电缆14在进料传送辊6的作用下由上至下进入挤塑机2模芯5,挤塑机2水平放置,挤塑机2内熔融的塑料进入模头3后,模套4与模芯5之间形成挤塑通道,熔融塑料沿模套4内壁向下流动,最后包裹在模芯5出口端的电缆14上,电缆14在传送辊6的作用下向下移动,电缆14可带动熔融塑料穿出模头3,然后在冷空气的冷却作用下,包裹在电缆14外的熔融塑料塑化,形成电缆14护套。
如图3所示,冷却机构8包括固定连接在机架1上的环形喷淋管81,喷淋管下方均匀设有若干喷淋头82,喷淋头82可采用竹节管,便于调节喷淋头82的位置,电缆14由上至下穿过环形喷淋管81,喷淋管下方设有冷却槽83,冷却槽83的出料端设有供电缆14穿过的出料口,冷却槽83内转动连接有若干支承辊84。
冷却机构8为环形喷淋管81,环形喷淋管81的喷淋头82向电缆14外周喷水对电缆14护套进行降温,可加快电缆14护套塑化,喷淋管的水沿电缆14向下流入冷却槽83内,电缆14后段再沿水平方向的冷却槽83进一步冷却后即可进行收卷。
如图3所示,冷却槽83靠近出料口一端设有回流管85,回流管85与喷淋管相接。冷却槽83的冷却水可沿回流管85回流至喷淋管处对电缆14进行降温,节约水资源。
如图3、图4所示,机架1上以模芯5出料口为中心对称设有两个三爪卡盘9,两个三爪卡盘9的轴心与模芯5轴心重合,三爪卡盘9的卡爪上转动连接有限位轮10。
机架1上设有两个三爪卡盘9,三爪卡盘9的轴心与模芯5轴心重合,三爪卡盘9可对待加工的不同粗细的电缆14位置进行调节,保证电缆14进出料的轴心与模芯5重合,避免电缆14位置偏心而导致电缆14模芯5摩擦力大,避免对模芯5和电缆14表面造成磨损。
如图1、图2所示,机架1上以模芯5出料口为中心对称设有两个导向机构11,导向机构11与模芯5出料口的距离大于三爪卡盘9与模芯5出料口的距离,导向机构11包括沿水平方向滑动连接在机架1上的支撑块111,支撑块111上转动连接有导向辊112,支撑块111与机架1之间设有弹簧113,弹簧113的弹力驱动导向辊112靠近竖直方向的电缆14。
电缆14沿竖直方向进入模头3,需要将电缆14沿Z型进行弯折,对于大直径电缆14,需要较大的弯折角度,才能对电缆14进行弯折的同时不对电缆14性能造成影响,不同直径的电缆14弯折角度不同,通过设置导向机构11,电缆14在进料传送辊6的作用下沿水平方向传送至导向辊112处,在导向辊112处弯折后向下进入三爪卡盘9,导向辊112滑动连接在机架1上,弹簧113驱动导向辊112靠近竖直方向的电缆14,通过设置适当的弹簧113弹力,可使电缆14对导向辊112的压力和弹簧113对导向辊112的拉力可达到平衡状态,使电缆14自身达到最佳的弯折角度,且电缆14在移动过程中,还可动态的对弯折角度进行调节,避免强行对电缆14弯折而导致电缆14内产生形变或应力集中,导向机构11结合三爪卡盘9可顺利的将电缆14调整成竖直方向。
如图2所示,机架1上设有两个分别供两个支撑块111嵌入的滑槽12,位于上端的所述滑槽12一端与模芯5内壁位于同一水平面,另一端靠近电缆14传送辊6,位于下端的所述滑槽12一端与与模芯5内壁位于同一水平面,另一端靠近支承辊84。
通过设置滑槽12的位置,上下两个滑槽12端部均与模芯5内壁位于同一水平面,可对导向辊112的位置进行限定。
如图5所示,模套4由上至下包括进料段41和平衡段42,平衡段42的长度为4mm。模套4与模芯5之间形成挤塑通道,挤塑机2的出料口与挤塑通道相连通。
如图1所示,模头3与喷淋管之间设有集气罩13,所述集气罩13上连接有负压风机。集气罩13上连接负压风机,可将挤塑机2产生的废气进行收集并排出,避免对工作环境造成污染。
- 一种容积式电线电缆护套挤塑机及其挤塑方法
- 一种电线电缆护套的挤塑方法及容积式挤塑机