一种截止阀阀体加工设备及工艺
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及截止阀技术领域,具体为一种截止阀阀体加工设备及工艺。
背景技术
截止阀又称截门阀,属于强制密封式阀门,所以在阀门关闭时,必须向阀瓣施加压力,以强制密封面不泄漏。当介质由阀瓣下方进入阀门时,操作力所需要克服的阻力,是阀杆和填料的摩擦力与由介质的压力所产生的推力,关阀门的力比开阀门的力大,所以阀杆的直径要大,否则会发生阀杆顶弯的故障。
目前截止阀阀体的加工工艺为模锻毛坯→热处理→喷丸→检验→加工中法兰平面、止口及中孔→加工两端面、承插孔及流量孔→钻铰中法兰螺栓孔→钻斜孔→堆焊密封口→精车密封面→去毛刺→成品检验。
其中当前的钻斜孔设备每次只能对一组截止阀阀体进行加工,然后,再对钻孔完成后的截止阀阀体进行更换,在这一过程存在加工效率低的问题,无法连续对截止阀阀体进行加工,从而无法满足对大批量的截止阀阀体进行加工。因此,发明一种截止阀阀体加工设备及工艺。
发明内容
鉴于上述和/或现有一种截止阀阀体加工设备及工艺中存在的问题,提出了本发明。
因此,本发明的目的是提供一种截止阀阀体加工设备及工艺,能够解决上述提出现有的问题。
为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
一种截止阀阀体加工设备,其包括支架和钻头,所述支架的顶部安装放置组件,还包括:
用于带动钻头多方位移动的多方位移动组件,且多方位移动组件安装在支架上;
用于在阀体上斜着钻孔的钻孔组件,且钻孔组件安装在多方位移动组件上;
所述多方位移动组件包括:
左右移动组件,所述左右移动组件安装在支架上;
前后移动组件,所述前后移动组件安装在左右移动组件上;
升降组件,所述升降组件安装在前后移动组件上;
角度调节组件,所述角度调节组件安装在升降组件上,且角度调节组件上安装钻孔组件。
作为本发明所述的一种截止阀阀体加工设备的一种优选方案,其中:所述放置组件包括:
支撑杆,所述支撑杆固定安装在支架的底端上;
放置板,所述放置板固定安装在支撑杆的顶部上。
作为本发明所述的一种截止阀阀体加工设备的一种优选方案,其中:所述左右移动组件包括:
第一侧板,所述支架的顶端两侧均固定安装第一侧板;
第一螺杆,所述第一螺杆通过轴承转动连接在两组第一侧板之间;
第一滑块,所述第一滑块螺纹连接在第一螺杆上;
第一支撑板,所述第一支撑板固定安装在第一滑块的底部上,且第一支撑板的底部安装前后移动组件。
作为本发明所述的一种截止阀阀体加工设备的一种优选方案,其中:所述左右移动组件还包括:
第一导向杆,所述第一导向杆固定安装在两组第一侧板之间,且第一滑块的内壁滑动连接第一导向杆;
第一伺服电机,所述第一伺服电机固定安装在一组第一侧板上,且第一伺服电机的输出轴与第一螺杆固定连接。
作为本发明所述的一种截止阀阀体加工设备的一种优选方案,其中:所述前后移动组件包括:
第二侧板,所述第一支撑板的底部两侧均固定安装第二侧板;
第二螺杆,所述第二螺杆通过轴承转动连接在两组第二侧板之间;
第二滑块,所述第二滑块螺纹连接在第二螺杆上;
第二支撑板,所述第二支撑板固定安装在第二滑块的底部上,且第二支撑板的底部安装升降组件。
作为本发明所述的一种截止阀阀体加工设备的一种优选方案,其中:所述前后移动组件还包括:
第二导向杆,所述第二导向杆固定安装在两组第二侧板之间,且第二滑块的内壁滑动连接第二导向杆;
第二伺服电机,所述第二伺服电机固定安装在一组第二侧板上,且第二伺服电机的输出轴与第二螺杆固定连接。
作为本发明所述的一种截止阀阀体加工设备的一种优选方案,其中:所述升降组件包括:
第一盒体,所述第一盒体固定安装在第二支撑板的底部上;
第一气缸,所述第一气缸固定安装在第一盒体的内壁上,且第一气缸的输出端通过活塞杆安装角度调节组件。
作为本发明所述的一种截止阀阀体加工设备的一种优选方案,其中:所述角度调节组件包括:
顶板,所述第一气缸的输出端通过活塞杆固定安装顶板;
第三侧板,所述顶板的底部两端均固定安装第三侧板;
转轴,所述转轴通过轴承转动连接在两组第三侧板之间;
旋转杆,所述旋转杆固定安装在转轴上,且旋转杆的一端安装钻孔组件;
第三伺服电机,所述第三伺服电机固定安装在一组第三侧板上,且第三伺服电机的输出轴与转轴固定连接。
作为本发明所述的一种截止阀阀体加工设备的一种优选方案,其中:所述钻孔组件包括:
箱体,所述箱体固定安装在旋转杆的一端上;
第四伺服电机,所述第四伺服电机固定安装在箱体的内壁上;
第二盒体,所述第四伺服电机的输出轴固定安装第二盒体;
第二气缸,所述第二气缸固定安装在第二盒体的内壁上;
钻头,所述第二气缸的输出端通过活塞杆固定安装钻头。
一种截止阀阀体加工工艺,包括具体步骤如下:
步骤一:将若干截止阀阀体有序的固定在放置板上;
步骤二:通过第一伺服电机使第一螺杆进行旋转,当第一螺杆旋转时,则会在第一滑块的作用下带动钻头左右移动,此时,通过第二伺服电机使第二螺杆进行旋转,当第二螺杆旋转时,则会在第二滑块的作用下带动钻头前后移动,直至使钻头位于合适的位置,然后,通过第一气缸使钻头进行升降,直至钻头位于合适的高度,过后,通过第三伺服电机使转轴进行旋转,直至钻头位于合适的角度,至此,以实现对钻头的位置、高度、角度进行调节;
步骤三:通过第四伺服电机使钻头进行旋转,当钻头旋转时,再通过第二气缸使钻头往一组截止阀阀体处进行移动,从而实现在截止阀阀体上钻出斜孔;
步骤四:在对一组截止阀阀体上完成钻孔后,通过多方位移动组件对钻头的位置进行调节,以便对下一组截止阀阀体进行钻孔,以实现连续对截止阀阀体进行加工。
与现有技术相比:
通过设置多方位移动组件对钻头的位置、高度、角度进行调节,具有能够实现在对一组截止阀阀体进行钻孔后,能够快速对另一组截止阀阀体进行钻孔的作用,以实现能够对截止阀阀体进行连续钻孔,提高了加工效率,能够满足对大批量的截止阀阀体进行加工。
附图说明
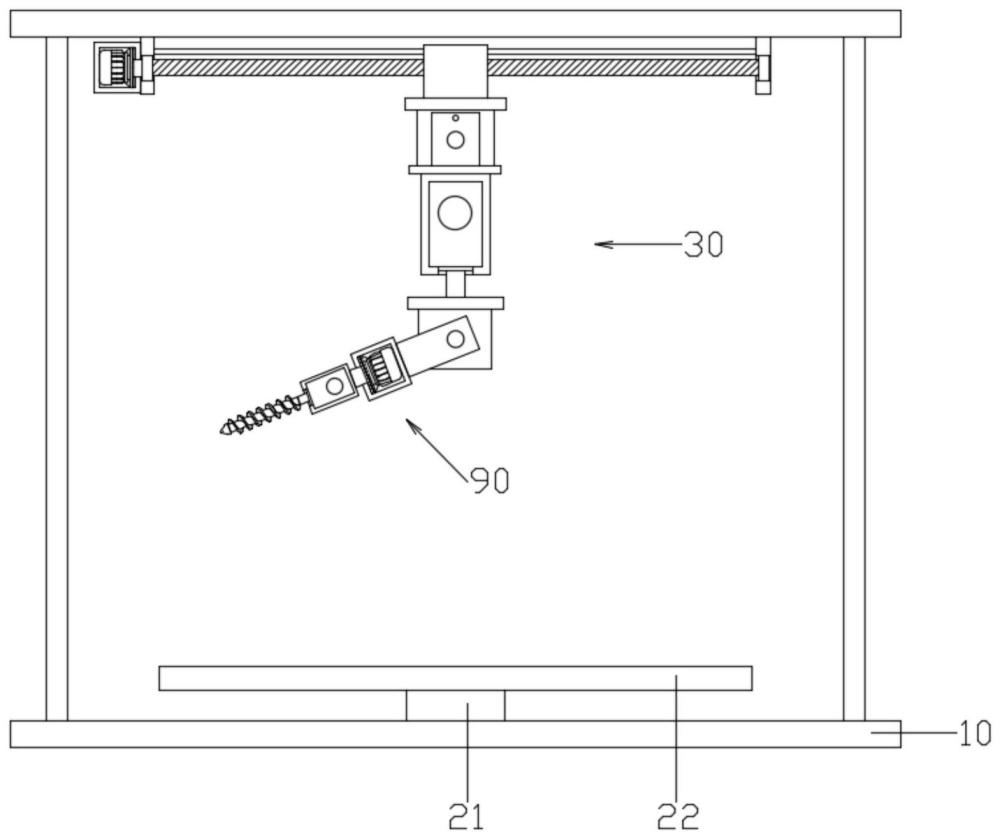
图1为本发明结构正视示意图;
图2为本发明多方位移动组件和钻孔组件结构正视示意图;
图3为本发明钻孔组件正视示意图;
图4为本发明多方位移动组件局部结构仰视示意图;
图5为本发明角度调节组件侧视示意图;
图6为本发明支架结构示意图。
图中:支架10、支撑杆20、放置板22、多方位移动组件30、左右移动组件40、第一侧板41、第一螺杆42、第一滑块43、第一导向杆44、第一伺服电机45、第一支撑板46、前后移动组件50、第二侧板51、第二螺杆52、第二滑块53、第二导向杆54、第二伺服电机55、第二支撑板56、升降组件70、第一盒体71、第一气缸72、角度调节组件80、顶板81、第三侧板82、转轴83、旋转杆84、第三伺服电机85、钻孔组件90、箱体91、第四伺服电机92、第二盒体93、第二气缸94、钻头95。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
本发明提供一种截止阀阀体加工设备,请参阅图1-图6,包括支架10和钻头95,支架10的顶部安装放置组件;
还包括:用于带动钻头95多方位移动的多方位移动组件30、用于在阀体上斜着钻孔的钻孔组件90;
且多方位移动组件30安装在支架10上,且钻孔组件90安装在多方位移动组件30上;
多方位移动组件30包括:左右移动组件40、前后移动组件50、升降组件70、角度调节组件80;
左右移动组件40安装在支架10上,前后移动组件50安装在左右移动组件40上,升降组件70安装在前后移动组件50上,角度调节组件80安装在升降组件70上,且角度调节组件80上安装钻孔组件90。
放置组件包括:支撑杆20、放置板22;
支撑杆20固定安装在支架10的底端上,放置板22固定安装在支撑杆20的顶部上。
左右移动组件40包括:第一侧板41、第一螺杆42、第一滑块43、第一导向杆44、第一伺服电机45、第一支撑板46;
支架10的顶端两侧均固定安装第一侧板41,第一螺杆42通过轴承转动连接在两组第一侧板41之间,第一滑块43螺纹连接在第一螺杆42上,第一支撑板46固定安装在第一滑块43的底部上,且第一支撑板46的底部安装前后移动组件50,第一导向杆44固定安装在两组第一侧板41之间,且第一滑块43的内壁滑动连接第一导向杆44,第一伺服电机45固定安装在一组第一侧板41上,且第一伺服电机45的输出轴与第一螺杆42固定连接。
前后移动组件50包括:第二侧板51、第二螺杆52、第二滑块53、第二导向杆54、第二伺服电机55、第二支撑板56;
第一支撑板46的底部两侧均固定安装第二侧板51,第二螺杆52通过轴承转动连接在两组第二侧板51之间,第二滑块53螺纹连接在第二螺杆52上,第二支撑板56固定安装在第二滑块53的底部上,且第二支撑板56的底部安装升降组件70,第二导向杆54固定安装在两组第二侧板51之间,且第二滑块53的内壁滑动连接第二导向杆54,第二伺服电机55固定安装在一组第二侧板51上,且第二伺服电机55的输出轴与第二螺杆52固定连接。
升降组件70包括:第一盒体71、第一气缸72;
第一盒体71固定安装在第二支撑板56的底部上,第一气缸72固定安装在第一盒体71的内壁上,且第一气缸72的输出端通过活塞杆安装角度调节组件80。
角度调节组件80包括:顶板81、第三侧板82、转轴83、旋转杆84、第三伺服电机85;
第一气缸72的输出端通过活塞杆固定安装顶板81,顶板81的底部两端均固定安装第三侧板82,转轴83通过轴承转动连接在两组第三侧板82之间,旋转杆84固定安装在转轴83上,且旋转杆84的一端安装钻孔组件90,第三伺服电机85固定安装在一组第三侧板82上,且第三伺服电机85的输出轴与转轴83固定连接。
钻孔组件90包括:箱体91、第四伺服电机92、第二盒体93、第二气缸94、钻头95;
箱体91固定安装在旋转杆84的一端上,第四伺服电机92固定安装在箱体91的内壁上,第四伺服电机92的输出轴固定安装第二盒体93,第二气缸94固定安装在第二盒体93的内壁上,第二气缸94的输出端通过活塞杆固定安装钻头95。
一种截止阀阀体加工工艺,包括具体步骤如下:
步骤一:将若干截止阀阀体有序的固定在放置板22上;
步骤二:通过第一伺服电机45使第一螺杆42进行旋转,当第一螺杆42旋转时,则会在第一滑块43的作用下带动钻头95左右移动,此时,通过第二伺服电机55使第二螺杆52进行旋转,当第二螺杆52旋转时,则会在第二滑块53的作用下带动钻头95前后移动,直至使钻头95位于合适的位置,然后,通过第一气缸72使钻头95进行升降,直至钻头95位于合适的高度,过后,通过第三伺服电机85使转轴83进行旋转,直至钻头95位于合适的角度,至此,以实现对钻头95的位置、高度、角度进行调节;
步骤三:通过第四伺服电机92使钻头95进行旋转,当钻头95旋转时,再通过第二气缸94使钻头95往一组截止阀阀体处进行移动,从而实现在截止阀阀体上钻出斜孔;
步骤四:在对一组截止阀阀体上完成钻孔后,通过多方位移动组件30对钻头95的位置进行调节,以便对下一组截止阀阀体进行钻孔,以实现连续对截止阀阀体进行加工。
虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
- 一种用于节气门阀体加工的除尘设备
- 一种节气门阀体加工用打孔设备
- 一种用于节气门阀体加工的原料锯取设备
- 一种用于节气门阀体加工设备的减震底座
- 截止阀阀体斜孔加工工艺及设备
- 截止阀阀体加工工艺