一种VCMF簧片组装设备
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及簧片组装技术领域,特别涉及一种VCMF簧片组装设备。
背景技术
在目前的工业生产中,为了提高继电器的组装效率,厂家均采用流水作业的防止对继电器进行组装生产,每个人或者每个单元仅负责一个工作,从而提高了生产效率,在设有簧片的继电器中,需要有一个步骤,把簧片装设到本体上,对于大多数的厂家来说,这一步骤都采用人工组装的方式来实现,因此就会有以下问题:组装效率低,人工成本高,因此自然而然会增大生产成本,从而阻碍了企业的发展。
发明内容
本发明的主要目的在于提供一种VCMF簧片组装设备,可以有效解决背景技术中的问题。
为实现上述目的,本发明采取的技术方案为:
一种VCMF簧片组装设备,包括机箱外体,所述机箱外体的内部固定安装有安装台,所述安装台上表面的一侧固定连接有载具暂存位,所述安装台的上表面靠近载具暂存位的一侧固定连接有载具组装模组,所述安装台的上表面靠近载具组装模组的一侧固定连接有载具流道,所述安装台的上表面靠近载具流道的一侧固定连接有NG暂存位,所述安装台的上表面靠近载具暂存位的背面固定连接有组装龙门组件,所述安装台的上表面靠近载具组装模组的背面固定连接有F簧片上料模组,所述安装台的上表面靠近载具流道的背面固定连接有F簧片弹夹上料组件,所述安装台的上表面靠近NG暂存位的背面固定连接有AOI检测单元。
为了对载具进行顶升定位,作为本发明一种VCMF簧片组装设备,所述载具暂存位上安装有载具入料顶升组件。
为了便于进行拍照,作为本发明一种VCMF簧片组装设备,所述机箱外体的内部设置有下相机组件。
为了在组装过程中对工作人员进行防护,作为本发明一种VCMF簧片组装设备,所述机箱外体的上表面通过合页铰接有箱门。
为了便于将密封门打开,作为本发明一种VCMF簧片组装设备,所述机箱外体正面的下方通过合页铰接有密封门,所述密封门正面的一侧固定连接有把手。
为了使该设备放置更加平稳,作为本发明一种VCMF簧片组装设备,所述机箱外体下表面的四角均固定连接有支撑脚,所述支撑脚的数量为四个。
与现有技术相比,本发明具有如下有益效果:
1、该VCMF簧片组装设备,通过上游设备将载具运载到载具入料顶升组件,载具入料顶升组件对载具进行顶升定位,F簧片弹夹上料组件上料,贴合机械手将F簧片抓起,下相机组件拍照、进行贴合,贴合后载具通过流水线流至下一工站,AOI检测单元进行检测,下料至NG暂存位,采用全自动上下料及增加AOI检测、极大减少人工误操作导致不良、极大提高设备良率及效率、节省人力。
2、该VCMF簧片组装设备,应用在AF马达自动化线,实现F簧片自动组装的设备,UPH:3000PCS/H以上,组装效率高,用时较少,组装精度≤±0.01mm,良品率达到99%,提高其组装质量,降低废品率,降低部件损耗,从而节约成本支出,采用四吸嘴模式,可以实现同取单放功能,效率高,组装精度高。
附图说明
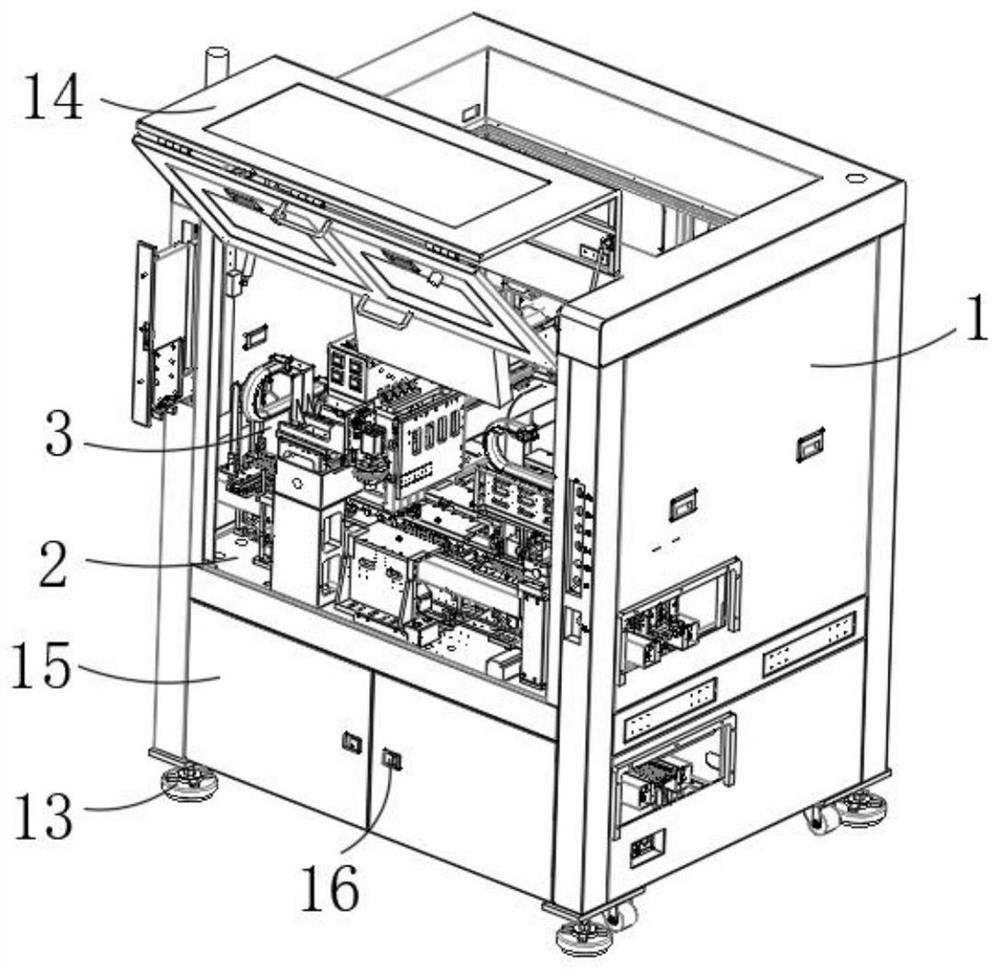
图1为本发明实施例1一种VCMF簧片组装设备的轴测结构示意图;
图2为本发明实施例1一种VCMF簧片组装设备的左视轴测结构示意图;
图3为本发明实施例1一种VCMF簧片组装设备的俯视结构示意图;
图4为本发明实施例1一种VCMF簧片组装设备中组装龙门组件的轴测结构示意图;
图5为本发明实施例1一种VCMF簧片组装设备中下相机组件的轴测结构示意图;
图6为本发明实施例1一种VCMF簧片组装设备中载具入料顶升组件的轴测结构示意图;
图7为本发明实施例1一种VCMF簧片组装设备中AOI检测单元的轴测结构示意图。
图中:1、机箱外体;2、安装台;3、载具暂存位;4、载具组装模组;5、载具流道;6、NG暂存位;7、组装龙门组件;8、F簧片上料模组;9、F簧片弹夹上料组件;10、AOI检测单元;11、载具入料顶升组件;12、下相机组件;13、支撑脚;14、箱门;15、密封门;16、把手。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
如图1-7所示,一种VCMF簧片组装设备,包括机箱外体1,机箱外体1的内部固定安装有安装台2,安装台2上表面的一侧固定连接有载具暂存位3,安装台2的上表面靠近载具暂存位3的一侧固定连接有载具组装模组4,安装台2的上表面靠近载具组装模组4的一侧固定连接有载具流道5,安装台2的上表面靠近载具流道5的一侧固定连接有NG暂存位6,安装台2的上表面靠近载具暂存位3的背面固定连接有组装龙门组件7,安装台2的上表面靠近载具组装模组4的背面固定连接有F簧片上料模组8,安装台2的上表面靠近载具流道5的背面固定连接有F簧片弹夹上料组件9,安装台2的上表面靠近NG暂存位6的背面固定连接有AOI检测单元10。
具体使用时,通过上游设备将载具运载到载具入料顶升组件11,载具入料顶升组件11对载具进行顶升定位,F簧片弹夹上料组件9上料,贴合机械手将F簧片抓起,下相机组件12拍照、进行贴合,贴合后载具通过流水线流至下一工站,AOI检测单元10进行检测,下料至NG暂存位6,采用全自动上下料及增加AOI检测、极大减少人工误操作导致不良、极大提高设备良率及效率、节省人力,应用在AF马达自动化线,实现F簧片自动组装的设备,UPH:3000PCS/H以上,组装效率高,用时较少,组装精度≤±0.01mm,良品率达到99%,提高其组装质量,降低废品率,降低部件损耗,从而节约成本支出,采用四吸嘴模式,可以实现同取单放功能,效率高,组装精度高。
在本实施例中,载具暂存位3上安装有载具入料顶升组件11。
具体使用时,通过载具入料顶升组件11的设置,可对载具进行顶升定位。
在本实施例中,机箱外体1的内部设置有下相机组件12。
具体使用时,通过下相机组件12的设置,便于对部件进行拍照。
在本实施例中,机箱外体1的上表面通过合页铰接有箱门14。
具体使用时,通过箱门14的设置,对机箱外体1进行密封,可在组装过程中对工作人员进行防护。
在本实施例中,机箱外体1正面的下方通过合页铰接有密封门15,密封门15正面的一侧固定连接有把手16。
具体使用时,通过密封门15和把手16的设置,便于打开密封门15。
在本实施例中,机箱外体1下表面的四角均固定连接有支撑脚13,支撑脚13的数量为四个。
具体使用时,通过支撑脚13的设置,使该设备放置更加平稳。
工作原理:上游设备将载具运载到载具入料顶升组件11,载具入料顶升组件11对载具进行顶升定位,F簧片弹夹上料组件9上料,贴合机械手将F簧片抓起,下相机组件12拍照、进行贴合,贴合后载具通过流水线流至下一工站,AOI检测单元10进行检测,下料至NG暂存位6,采用全自动上下料及增加AOI检测、极大减少人工误操作导致不良、极大提高设备良率及效率、节省人力,应用在AF马达自动化线,实现F簧片自动组装的设备,UPH:3000PCS/H以上,组装效率高,用时较少,组装精度≤±0.01mm,良品率达到99%,提高其组装质量,降低废品率,降低部件损耗,从而节约成本支出,采用四吸嘴模式,可以实现同取单放功能,效率高,组装精度高。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种笛音烟花智能组装设备及组装方法
- 一种用于陶瓷封装器件的组装夹具和组装设备
- 一种链条组装设备及销轴组装装置和方法
- 一种继电器簧片自动组装设备
- 一种簧片与齿轮盖自动组装设备