同步带直线模组式酱香酒酒甑甑盖开合装置及其使用方法
文献发布时间:2023-06-19 09:35:27
技术领域
本发明涉及一种同步带直线模组式酱香酒酒甑甑盖开合装置同步带直线模组式酱香酒酒甑甑盖开合装置及其使用方法,属于酿造技术领域。
背景技术
以茅台酒为代表的酱香型白酒酿制技艺是一种独特的传统酿酒工艺,其生产工艺主要分为四个大的工序(制曲、制酒、贮存与勾兑、检验与包装)六个环节。其中制酒工序又分为:(1)投料阶段。重阳开始分2次投料,即下沙和造沙(沙指高粱)。下沙高粱经破碎后加热水润粮,次日加母糟放入酒甑蒸粮,蒸粮结束后打开酒甑下甑摊晾,之后加曲和尾酒拌匀堆积,达到工艺要求,入窖发酵30天后开窖取醅,再与造沙经破碎、润粮后的高粱拌匀,从蒸粮开始重复上述工序。(2)馏酒阶段。馏酒阶段共有7个轮次,每个轮次均经摊晾、加曲、堆积、入窖和馏酒操作。整个制酒过程共经历9次蒸煮(馏),8次摊晾、加曲、堆积、入窖,7次取酒,一年一个生产周期。由此可知,酱香型白酒在酿制过程中需频繁是开启和合上甑盖进行上甑蒸粮和下甑摊晾。
目前靠人工起盖落盖(甑盖的开启和合上)劳动强度大,费时费力,效率低,且在人工起盖落盖时易使甑盖掉落而损坏和伤人。另外,起盖时甑盖温度很高,在起盖过程中甑盖上的蒸汽会冷凝成热水滴下,甑桶内的热量也会一下子涌出,使甑桶周围的温度快速提高,不利于操作工的操作,容易烫伤操作工人。
发明内容
针对上述问题,本发明提供了一种同步带直线模组式酱香酒酒甑甑盖开合装置及其使用方法,以解决甑盖的人工起盖落盖劳动强度大,费时费力,效率低,且在人工起盖落盖时易使甑盖掉落而损坏和伤人,起盖时不利于操作工操作,容易烫伤操作工人等问题,且装置采用模块化结构设计,具有机架结构简单,便于制造,成本较低,同步带直线模组组件标准化较高,稳定性较好,价格较低,维护方便等优点。
为解决上述问题,拟采用这样一种同步带直线模组式酱香酒酒甑甑盖开合装置,包括机架、控制器、水平同步带直线模组、竖直同步带直线模组和吊钩,机架是底部具有行走机构的机架结构,水平同步带直线模组沿横向固定于机架的上端,竖直同步带直线模组沿竖向固定于水平同步带直线模组的滑动组件上,所述吊钩固定于竖直同步带直线模组的滑动组件上,水平同步带直线模组和竖直同步带直线模组的控制端均设置于控制器上。
前述甑盖开合装置中,机架包括行走轮、机架横梁和连接梁,两个机架横梁相互平行且正对设置,两个机架横梁同一端的上方还固定连接有沿纵向设置的操作站台,连接梁沿纵向固定连接于操作站台内侧的两个机架横梁之间,所述两个机架横梁两端的下侧均分别设置有行走轮,连接梁两端的机架横梁上以及连接梁上均沿竖向固定有机架竖梁,机架竖梁的上端沿纵向分别固定有机架上横梁和机架上支撑梁,直线模组安装梁沿横向固定于机架上横梁上,直线模组安装梁上固定有直线模组安装座,通过直线模组安装座固定水平同步带直线模组;
前述甑盖开合装置中,所述机架横梁上的机架竖梁与机架横梁之间还设置有斜撑。
具体使用如下:在开启甑盖的工作过程中,首先通过机架上横梁将装置推到甑桶旁,操作人员站在操作站台上通过控制器控制竖直同步带直线模组的滑块上下运动和水平同步带直线模组的滑块前后运动,开盖作业工序包括:1)按控制器的竖直同步带模组向下运动按钮,竖直同步带直线模组的滑块向下运动并使吊钩的挂钩挂上甑盖;2)按控制器的竖直同步带模组向上运动按钮,竖直同步带直线模组的滑块向上运动,带动吊钩和甑盖向上运动,完成甑盖与甑桶的分离和甑盖的提起;3)按控制器的水平同步带模组向后运动按钮,水平同步带直线模组的滑块向后运动,并带动竖直同步带直线模组、吊钩、甑盖一起向后运动,完成甑盖的开盖作业,完成开盖工作后,将整个装置推到合适的位置摆放;在合上甑盖的工作过程中,首先通过机架上横梁将装置推到甑桶旁,操作人员站在操作站台上进行合盖作业,合盖作业工序包括:1)按控制器的水平同步带模组向前运动按钮,水平同步带直线模组的滑块向前运动,并带动竖直同步带直线模组、吊钩、甑盖一起向前运动,并将甑盖调整到甑桶的正上方,2)按控制器的竖直同步带模组向下运动按钮,竖直同步带直线模组的滑块向下运动,带动吊钩和甑盖向下运动,完成甑盖的合盖作业,并使吊钩的挂钩和甑盖分离,3)按控制器的竖直同步带模组向上运动按钮,竖直同步带直线模组的滑块向上运动到复位位置。
与现有技术相比,本发明能够通过同步带直线模组的传动实现甑盖的自动化开盖和合盖作业,节省大量的劳动力,并有效提高工作效率,且装置采用模块化结构设计,具有机架结构简单,便于制造,成本较低,同步带直线模组组件标准化较高,稳定性较好,价格较低,维护方便等优点,同时,操作时甑桶近前无需人员操作,仅需在机架背面站在操作站台上操控即可,能够避免甑盖摔坏和伤人事故等的发生,对于酿酒企业而言使用价值极大,适宜推广。
附图说明
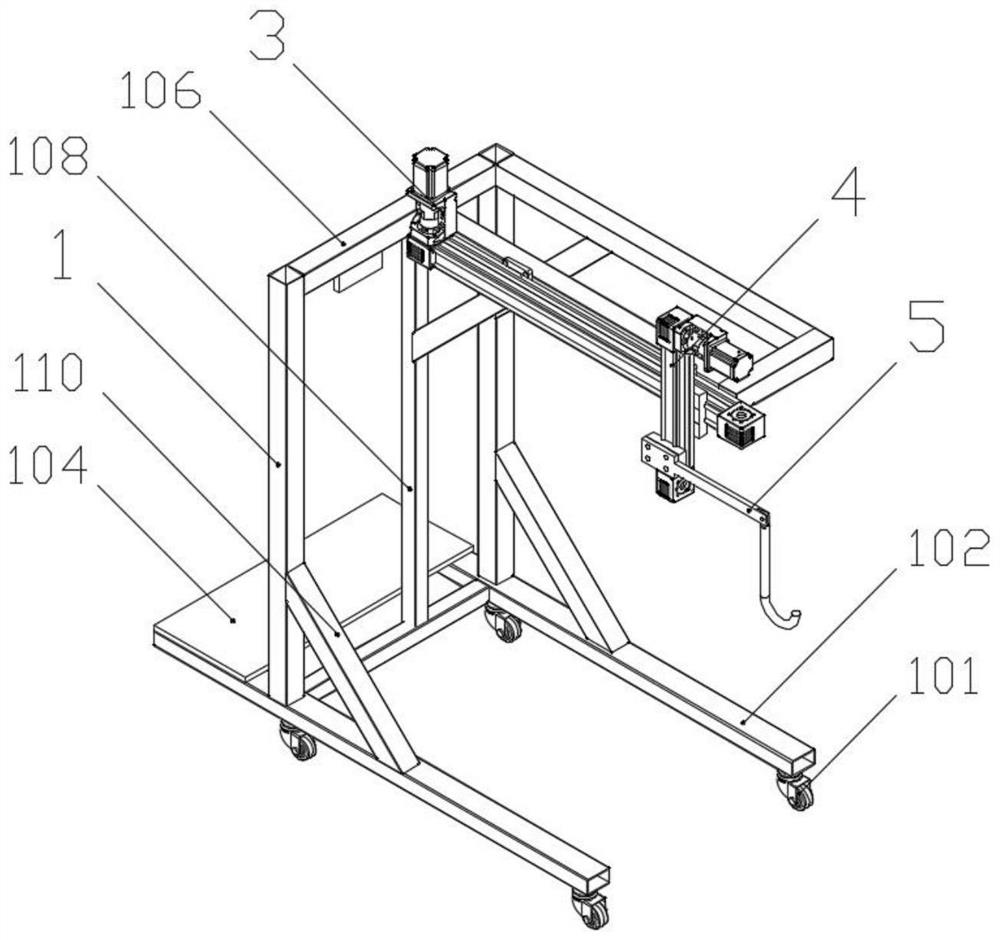
图1是本发明的结构示意图;
图2是本发明工作状态的结构示意图;
图3是机架的结构示意图;
图4是同步带直线模组的结构示意图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步的详细说明,应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
实施例
参照图1至图4,本实施例提供一种同步带直线模组式酱香酒酒甑甑盖开合装置及其使用方法,包括机架1、控制器2、水平同步带直线模组3、竖直同步带直线模组4和吊钩5,机架1是底部具有行走机构的机架结构,水平同步带直线模组3沿横向固定于机架1的上端,竖直同步带直线模组4沿竖向固定于水平同步带直线模组3的滑动组件(滑块)上,所述吊钩5固定于竖直同步带直线模组4的滑动组件(滑块)上,水平同步带直线模组3和竖直同步带直线模组4的控制端均设置于控制器2上。
机架1包括行走轮101、机架横梁102和连接梁103,两个机架横梁102相互平行且正对设置,两个机架横梁102同一端的上方还固定连接有沿纵向设置的操作站台104,连接梁103沿纵向固定连接于操作站台104内侧的两个机架横梁102之间,所述两个机架横梁102两端的下侧均分别设置有行走轮101,连接梁103两端的机架横梁102上以及连接梁103上均沿竖向固定有机架竖梁108,机架竖梁108的上端沿纵向分别固定有机架上横梁106和机架上支撑梁107,直线模组安装梁105沿横向固定于机架上横梁106上,直线模组安装梁105上固定有直线模组安装座109,通过直线模组安装座109固定水平同步带直线模组3,机架横梁102上的机架竖梁108与机架横梁102之间还设置有斜撑110。
在开启甑盖6的工作过程中,首先通过机架上横梁106将装置推到甑桶7旁,操作人员站在操作站台104上通过按控制器2的同步带模组上下运动和前后运动按钮来控制竖直同步带直线模组4的滑块上下运动和水平同步带直线模组3的滑块前后运动,开盖作业工序包括:1)按控制器2的竖直同步带模组向下运动按钮,竖直同步带直线模组4的滑块向下运动并使吊钩5的挂钩挂上甑盖6;2)按控制器2的竖直同步带模组向上运动按钮,竖直同步带直线模组4的滑块向上运动,带动吊钩5和甑盖6向上运动,完成甑盖6与甑桶7的分离和甑盖6的提起;3)按控制器2的水平同步带模组向后运动按钮,水平同步带直线模组3的滑块向后运动,并带动竖直同步带直线模组4、吊钩5、甑盖6一起向后运动,完成甑盖6的开盖作业。整个工作过程中竖直同步带直线模组4的滑块和水平同步带直线模组3的滑块速度可调,且设置有制动按钮,能随时控制同步带模组的运动和停止。完成开盖工作后,可将整个装置推到合适的位置摆放。
在合上甑盖6的工作过程中,首先通过机架上横梁106将装置推到甑桶7旁,操作人员站在操作站台104上进行合盖作业,合盖作业工序包括:1)按控制器2的水平同步带模组向前运动按钮,水平同步带直线模组3的滑块向前运动,并带动竖直同步带直线模组4、吊钩5、甑盖6一起向前运动,并将甑盖6调整到甑桶7的正上方。2)按控制器2的竖直同步带模组向下运动按钮,竖直同步带直线模组4的滑块向下运动,带动吊钩5和甑盖6向下运动,完成甑盖6的合盖作业,并使吊钩5的挂钩和甑盖6分离。3)按控制器2的竖直同步带模组向上运动按钮,竖直同步带直线模组4的滑块向上运动到复位位置。
整个装置采用模块化结构设计,机架结构简单,便于制造,成本较低,整个装置质量也较轻,方便操作,同步带直线模组组件标准化较高,稳定性较好,价格较低,维护方便等优点。整个装置安装有行走轮,工作位置可随意调整,一个装置能完成多个酒甑甑盖的开合作业。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 同步带直线模组式酱香酒酒甑甑盖开合装置及其使用方法
- 直线电机模组式酱香酒酒甑甑盖开合装置及其使用方法