一种适用于水平井及大斜度井的防偏磨高效修井磨鞋
文献发布时间:2023-06-19 18:25:54
技术领域
本发明专利涉及一种钻除油气田井筒金属堵塞物的钻磨铣工具,尤其是一种适用于水平井及大斜度井的防偏磨高效修井磨鞋。
背景技术
当油气井发生井筒堵塞时,需要下入修井磨鞋钻除金属堵塞物,实现油气井大通径生产。修井磨鞋是钻除井筒堵塞物、决定施工效率的核心工具,在油气田应用广泛、使用量大。随着油气勘探开发向“低渗透、深层、海域、非常规”领域迈进,以大斜度井或以水平井为基本特征的复杂结构井,成为高效开发油气资源的先进井型技术。由于井筒结构越来越复杂,相应的修井工艺技术也极具挑战性,对修井磨鞋的工作性能也提出了更高要求。一方面,由于压裂酸化等施工工艺,水平井及大斜度井的井下工具往往承受较大的流体流速和砂砾的冲蚀磨损,故井筒金属堵塞物通常选用球墨铸铁等耐磨金属材料,导致目前修井磨鞋的钻进效率很低;另一方面,在钻除水平井或大斜度井的井筒金属堵塞物时,目前修井磨鞋易由于自重原因而出现偏磨问题,进而损坏水平井或大斜度井的井筒套管内壁。
发明内容
本发明旨在克服现有修井磨鞋的上述缺陷,提出一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,可以代替现阶段的专利所属的同类产品,其采用的技术方案如下:
一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,主要由修井磨鞋接头、防偏磨滚珠装置、修井磨鞋小刀翼A、蜂窝型磨粒、修井磨鞋偏心刀翼、修井磨鞋小刀翼B、修井磨鞋基体和修井磨鞋水眼组成,其中防偏磨滚珠装置主要由防偏磨滚珠、防偏磨紧固六角螺塞和防偏磨内六角紧固螺钉组成,蜂窝型磨粒主要由磨粒侧面、磨粒右切削刃、磨粒尖角、磨粒左切削刃和磨粒断屑槽组成,蜂窝型磨粒前端面与修井磨鞋刀翼底面垂直面形成的夹角为布齿角度,修井磨鞋偏心刀翼主要由修井磨鞋偏心刀翼前端刀翼、修井磨鞋偏心刀翼中部刀翼和修井磨鞋偏心刀翼后端刀翼组成。一种适用于水平井及大斜度井的防偏磨高效修井磨鞋安装在修井管柱底端,修井管柱底端与修井磨鞋接头通过螺纹固定连接,修井磨鞋接头与修井磨鞋基体为一体式结构,修井磨鞋基体外侧周向均匀布置五列防偏磨滚珠装置,防偏磨滚珠装置与修井磨鞋基体通过螺纹固定连接,修井磨鞋小刀翼A、修井磨鞋偏心刀翼和修井磨鞋小刀翼B通过焊接固定在修井磨鞋基体底端,修井磨鞋小刀翼A、修井磨鞋偏心刀翼和修井磨鞋小刀翼B的前端面布置单排多层结构的蜂窝型磨粒,同层的蜂窝型磨粒可以形成波浪形的完整切削刃,修井磨鞋基体底部布置六个修井磨鞋水眼,包括中心位置的一个大水眼和周向的五个小水眼,周向的五个小水眼布置在修井磨鞋小刀翼A、修井磨鞋偏心刀翼和修井磨鞋小刀翼B的前侧位置。
所述的一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,修井磨鞋基体外侧周向均匀布置五列沉头螺纹孔,防偏磨滚珠装置外部的防偏磨紧固六角螺塞与修井磨鞋基体外侧布置的沉头螺纹孔通过螺纹配合固定连接,防偏磨紧固六角螺塞内部从上到下依次布置防偏磨滚珠和防偏磨内六角紧固螺钉,防偏磨紧固六角螺塞顶部中心布置圆孔,防偏磨紧固六角螺塞顶部中心的圆孔外径略小于防偏磨滚珠的外径,防止防偏磨滚珠脱落,防偏磨内六角紧固螺钉顶部中心布置凹球面,防偏磨内六角紧固螺钉顶部中心的凹球面与防偏磨滚珠同球心配合,防偏磨滚珠可以在防偏磨滚珠装置内部滚动,防偏磨内六角紧固螺钉与防偏磨紧固六角螺塞底部通过螺纹固定连接,防偏磨紧固六角螺塞顶部低于修井磨鞋基体外表面,防偏磨滚珠球面高于修井磨鞋基体外表面,通过更换不同尺寸的防偏磨滚珠及调整防偏磨内六角紧固螺钉的位置,可以调整防偏磨滚珠高于修井磨鞋基体外表面的高度,适用于不同内径的套管。
特别的,修井磨鞋基体底部依次布置修井磨鞋小刀翼A、修井磨鞋偏心刀翼和修井磨鞋小刀翼B,修井磨鞋基体底部分别与修井磨鞋小刀翼A、修井磨鞋偏心刀翼和修井磨鞋小刀翼B通过焊接固定连接,修井磨鞋小刀翼A前端面布置单排多层结构的蜂窝型磨粒,修井磨鞋小刀翼A与蜂窝型磨粒通过焊接固定连接,修井磨鞋小刀翼A前端面的蜂窝型磨粒前方位置布置修井磨鞋水眼,修井磨鞋小刀翼A后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋偏心刀翼布置在修井磨鞋基体底部的一侧,同时修井磨鞋偏心刀翼避开修井磨鞋基体底部中心,修井磨鞋基体底部中心布置修井磨鞋水眼,修井磨鞋偏心刀翼主要由修井磨鞋偏心刀翼前端刀翼、修井磨鞋偏心刀翼中部刀翼和修井磨鞋偏心刀翼后端刀翼组成,修井磨鞋偏心刀翼前端刀翼、修井磨鞋偏心刀翼中部刀翼和修井磨鞋偏心刀翼后端刀翼内侧通过焊接固定连接,修井磨鞋偏心刀翼前端刀翼的前端面布置单排多层结构的蜂窝型磨粒,修井磨鞋偏心刀翼前端刀翼与蜂窝型磨粒通过焊接固定连接,修井磨鞋偏心刀翼前端刀翼前端面的蜂窝型磨粒前方位置布置修井磨鞋水眼,修井磨鞋偏心刀翼前端刀翼后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋偏心刀翼中部刀翼的前端面布置单排多层结构的蜂窝型磨粒,修井磨鞋偏心刀翼中部刀翼与蜂窝型磨粒通过焊接固定连接,修井磨鞋偏心刀翼中部刀翼前端面的蜂窝型磨粒前方位置布置修井磨鞋水眼,修井磨鞋偏心刀翼中部刀翼后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋偏心刀翼后端刀翼的前端面布置单排多层结构的蜂窝型磨粒,修井磨鞋偏心刀翼后端刀翼与蜂窝型磨粒通过焊接固定连接,修井磨鞋偏心刀翼后端刀翼前端面的蜂窝型磨粒前方位置布置修井磨鞋水眼,修井磨鞋偏心刀翼后端刀翼后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋小刀翼B前端面布置单排多层结构的蜂窝型磨粒,修井磨鞋小刀翼B与蜂窝型磨粒通过焊接固定连接,修井磨鞋小刀翼B前端面的蜂窝型磨粒前方位置布置修井磨鞋水眼,修井磨鞋小刀翼B后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋偏心刀翼前端刀翼的布齿长度大于修井磨鞋基体的半径,修井磨鞋小刀翼A、修井磨鞋偏心刀翼中部刀翼、修井磨鞋偏心刀翼后端刀翼和修井磨鞋小刀翼B的布齿长度小于修井磨鞋基体的半径。
特别的,修井磨鞋小刀翼A、修井磨鞋偏心刀翼和修井磨鞋小刀翼B的前端面布置单排多层结构的蜂窝型磨粒,蜂窝型磨粒为前端面积大于后端面积的六棱柱结构,磨粒尖角采用朝下布置的方式,在钻压的作用下磨粒尖角压入金属堵塞物表面,依靠磨粒右切削刃和磨粒左切削刃的切削作用完成金属堵塞物的去除工作,蜂窝型磨粒前端面布置环形断屑槽,断屑槽实现切屑的卷曲和断裂,同层的蜂窝型磨粒通过焊接实现磨粒侧面之间的固定连接,上下层的蜂窝型磨粒通过焊接实现磨粒顶面与底面固定连接。
特别的,蜂窝型磨粒的布齿角度经过优化设计得到,综合考虑修井磨鞋的工作效率和工作安全,优选蜂窝型磨粒的布齿角度为负前角且为10°,此时修井磨鞋的工作效率较高,同时工作过程较为平稳。
本发明具有如下优点:一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,具有钻进效率高、使用寿命长、切屑返排容易和避免偏磨套管的优点。(1)钻进效率高。修井磨鞋底部刀翼为偏心结构,避免出现零切削速度点,防止井筒金属堵塞物中心位置材料无法去除而影响修井磨鞋的钻进效率。修井磨鞋底部刀翼前端面堆焊单排多层结构的蜂窝型磨粒,同层的蜂窝型磨粒可以形成波浪形的完整切削刃,提高井筒金属堵塞物的钻除效率。蜂窝型磨粒的布齿角度经过优化设计得到,蜂窝型磨粒的布齿角度为负前角且为10°,此时修井磨鞋的工作效率较高,同时工作过程较为平稳。(2)使用寿命长。修井磨鞋水眼布置在修井磨鞋刀翼前端面蜂窝型磨粒的前方位置,可有效降低蜂窝型磨粒的工作温度,避免蜂窝型磨粒出现高温损伤的问题,延长修井磨鞋的使用寿命。(3)切屑返排容易。蜂窝型磨粒前端面布置环形断屑槽,断屑槽有利于切屑的卷曲和断裂,从而有效减小切屑的体积,进而有利于切屑的返排工作。(4)避免偏磨套管。布置在修井磨鞋外侧的防偏磨滚珠装置起到支撑作用,防止修井磨鞋旋转过程中出现偏磨问题而破坏水平井或大斜度井井筒的套管内壁,通过更换不同尺寸的防偏磨滚珠及调整防偏磨内六角紧固螺钉的位置,可以调整防偏磨滚珠高于修井磨鞋基体外表面的高度,从而适用于不同内径的套管。
附图说明
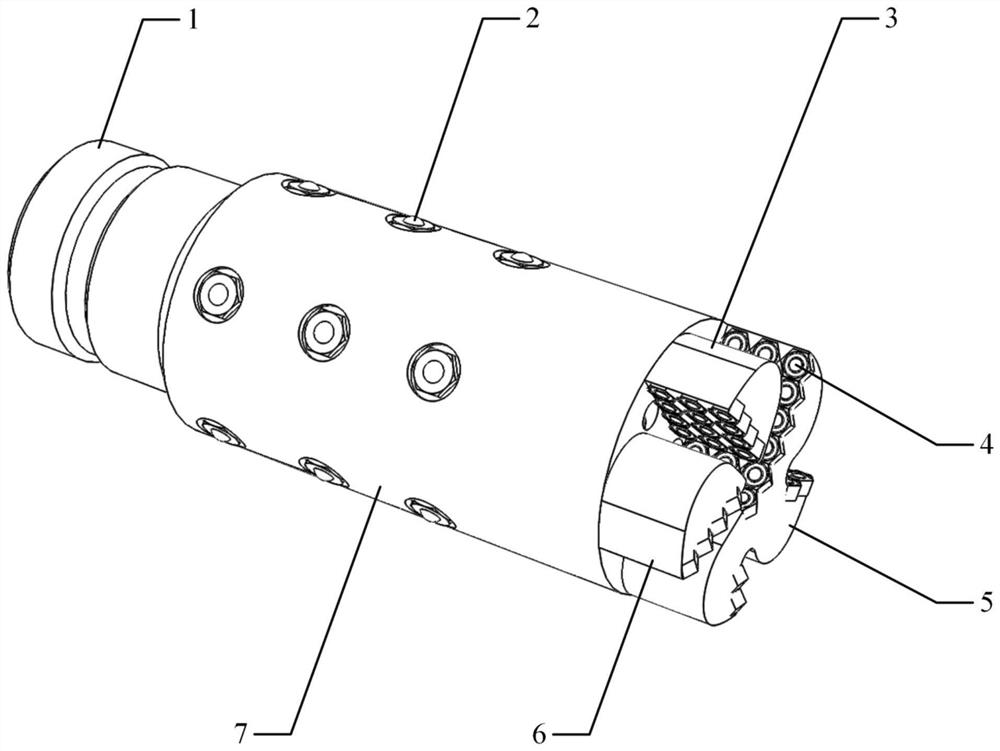
图1:一种适用于水平井及大斜度井的防偏磨高效修井磨鞋整体结构图。
图2:一种适用于水平井及大斜度井的防偏磨高效修井磨鞋底部平面图。
图3:一种适用于水平井及大斜度井的防偏磨高效修井磨鞋底面结构图。
图4:防偏磨滚珠装置结构图。
图5:蜂窝型磨粒布置方式图。
图6:蜂窝型磨粒布齿角度图。
符号说明:
1、修井磨鞋接头;2、防偏磨滚珠装置;2.1、防偏磨滚珠;2.2、防偏磨紧固六角螺塞;2.3、防偏磨内六角紧固螺钉;3、修井磨鞋小刀翼A;4、蜂窝型磨粒;4.1、磨粒侧面;4.2、磨粒右切削刃;4.3、磨粒尖角;4.4、磨粒左切削刃;4.5、磨粒断屑槽;5、修井磨鞋偏心刀翼;5.1、修井磨鞋偏心刀翼前端刀翼;5.2、修井磨鞋偏心刀翼中部刀翼;5.3、修井磨鞋偏心刀翼后端刀翼;6、修井磨鞋小刀翼B;7、修井磨鞋基体;8、修井磨鞋水眼;9、布齿角度。
具体实施方式
下面结合附图和实例对本发明作进一步说明:
如图1-图5所示,本发明涉及的一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,主要由修井磨鞋接头1、防偏磨滚珠装置2、修井磨鞋小刀翼A3、蜂窝型磨粒4、修井磨鞋偏心刀翼5、修井磨鞋小刀翼B6、修井磨鞋基体7和修井磨鞋水眼8组成,其中防偏磨滚珠装置2主要由防偏磨滚珠2.1、防偏磨紧固六角螺塞2.2和防偏磨内六角紧固螺钉2.3组成,蜂窝型磨粒4主要由磨粒侧面4.1、磨粒右切削刃4.2、磨粒尖角4.3、磨粒左切削刃4.4和磨粒断屑槽4.5组成,蜂窝型磨粒4前端面与修井磨鞋刀翼底面垂直面形成的夹角为布齿角度9,修井磨鞋偏心刀翼5主要由修井磨鞋偏心刀翼前端刀翼5.1、修井磨鞋偏心刀翼中部刀翼5.2和修井磨鞋偏心刀翼后端刀翼5.3组成。一种适用于水平井及大斜度井的防偏磨高效修井磨鞋安装在修井管柱底端,修井管柱底端与修井磨鞋接头1通过螺纹固定连接,修井磨鞋接头1与修井磨鞋基体7为一体式结构,修井磨鞋基体7外侧周向均匀布置五列防偏磨滚珠装置2,防偏磨滚珠装置2与修井磨鞋基体7通过螺纹固定连接,修井磨鞋小刀翼A3、修井磨鞋偏心刀翼5和修井磨鞋小刀翼B6通过焊接固定在修井磨鞋基体7底端,修井磨鞋小刀翼A3、修井磨鞋偏心刀翼5和修井磨鞋小刀翼B6的前端面布置单排多层结构的蜂窝型磨粒4,同层的蜂窝型磨粒4可以形成波浪形的完整切削刃,修井磨鞋基体7底部布置六个修井磨鞋水眼8,包括中心位置的一个大水眼和周向的五个小水眼,周向的五个小水眼布置在修井磨鞋小刀翼A3、修井磨鞋偏心刀翼5和修井磨鞋小刀翼B6的前侧位置。
所述的一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,修井磨鞋基体7外侧周向均匀布置五列沉头螺纹孔,防偏磨滚珠装置2外部的防偏磨紧固六角螺塞2.2与修井磨鞋基体7外侧布置的沉头螺纹孔通过螺纹配合固定连接,防偏磨紧固六角螺塞2.2内部从上到下依次布置防偏磨滚珠2.1和防偏磨内六角紧固螺钉2.3,防偏磨紧固六角螺塞2.2顶部中心布置圆孔,防偏磨紧固六角螺塞2.2顶部中心的圆孔外径略小于防偏磨滚珠2.1的外径,防止防偏磨滚珠2.1脱落,防偏磨内六角紧固螺钉2.3顶部中心布置凹球面,防偏磨内六角紧固螺钉2.3顶部中心的凹球面与防偏磨滚珠2.1同球心配合,防偏磨滚珠2.1可以在防偏磨滚珠装置2内部滚动,防偏磨内六角紧固螺钉2.3与防偏磨紧固六角螺塞2.2底部通过螺纹固定连接,防偏磨紧固六角螺塞2.2顶部低于修井磨鞋基体7外表面,防偏磨滚珠2.1球面高于修井磨鞋基体7外表面,通过更换不同尺寸的防偏磨滚珠2.1及调整防偏磨内六角紧固螺钉2.3的位置,可以调整防偏磨滚珠2.1高于修井磨鞋基体7外表面的高度,适用于不同内径的套管。
所述的一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,修井磨鞋基体7底部依次布置修井磨鞋小刀翼A3、修井磨鞋偏心刀翼5和修井磨鞋小刀翼B6,修井磨鞋基体7底部分别与修井磨鞋小刀翼A3、修井磨鞋偏心刀翼5和修井磨鞋小刀翼B6通过焊接固定连接,修井磨鞋小刀翼A3前端面布置单排多层结构的蜂窝型磨粒4,修井磨鞋小刀翼A3与蜂窝型磨粒4通过焊接固定连接,修井磨鞋小刀翼A3前端面的蜂窝型磨粒4前方位置布置修井磨鞋水眼8,修井磨鞋小刀翼A3后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋偏心刀翼5布置在修井磨鞋基体7底部的一侧,同时修井磨鞋偏心刀翼5避开修井磨鞋基体7底部中心,修井磨鞋基体7底部中心布置修井磨鞋水眼8,修井磨鞋偏心刀翼5主要由修井磨鞋偏心刀翼前端刀翼5.1、修井磨鞋偏心刀翼中部刀翼5.2和修井磨鞋偏心刀翼后端刀翼5.3组成,修井磨鞋偏心刀翼前端刀翼5.1、修井磨鞋偏心刀翼中部刀翼5.2和修井磨鞋偏心刀翼后端刀翼5.3内侧通过焊接固定连接,修井磨鞋偏心刀翼前端刀翼5.1的前端面布置单排多层结构的蜂窝型磨粒4,修井磨鞋偏心刀翼前端刀翼5.1与蜂窝型磨粒4通过焊接固定连接,修井磨鞋偏心刀翼前端刀翼5.1前端面的蜂窝型磨粒4前方位置布置修井磨鞋水眼8,修井磨鞋偏心刀翼前端刀翼5.1后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋偏心刀翼中部刀翼5.2的前端面布置单排多层结构的蜂窝型磨粒4,修井磨鞋偏心刀翼中部刀翼5.2与蜂窝型磨粒4通过焊接固定连接,修井磨鞋偏心刀翼中部刀翼5.2前端面的蜂窝型磨粒4前方位置布置修井磨鞋水眼8,修井磨鞋偏心刀翼中部刀翼5.2后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋偏心刀翼后端刀翼5.3的前端面布置单排多层结构的蜂窝型磨粒4,修井磨鞋偏心刀翼后端刀翼5.3与蜂窝型磨粒4通过焊接固定连接,修井磨鞋偏心刀翼后端刀翼5.3前端面的蜂窝型磨粒4前方位置布置修井磨鞋水眼8,修井磨鞋偏心刀翼后端刀翼5.3后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋小刀翼B6前端面布置单排多层结构的蜂窝型磨粒4,修井磨鞋小刀翼B6与蜂窝型磨粒4通过焊接固定连接,修井磨鞋小刀翼B6前端面的蜂窝型磨粒4前方位置布置修井磨鞋水眼8,修井磨鞋小刀翼B6后端面由破碎的硬质合金磨粒堆焊而成,修井磨鞋偏心刀翼前端刀翼5.1的布齿长度大于修井磨鞋基体7的半径,修井磨鞋小刀翼A3、修井磨鞋偏心刀翼中部刀翼5.2、修井磨鞋偏心刀翼后端刀翼5.3和修井磨鞋小刀翼B6的布齿长度小于修井磨鞋基体7的半径。
所述的一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,修井磨鞋小刀翼A3、修井磨鞋偏心刀翼5和修井磨鞋小刀翼B6的前端面布置单排多层结构的蜂窝型磨粒4,蜂窝型磨粒4为前端面积大于后端面积的六棱柱结构,磨粒尖角4.3采用朝下布置的方式,在钻压的作用下磨粒尖角4.3压入金属堵塞物表面,依靠磨粒右切削刃4.2和磨粒左切削刃4.4的切削作用完成金属堵塞物的去除工作,蜂窝型磨粒4前端面布置环形断屑槽4.5,断屑槽4.5实现切屑的卷曲和断裂,同层的蜂窝型磨粒4通过焊接实现磨粒侧面4.1之间的固定连接,上下层的蜂窝型磨粒4通过焊接实现磨粒顶面与底面的固定连接。
所述的一种适用于水平井及大斜度井的防偏磨高效修井磨鞋,蜂窝型磨粒4的布齿角度9经过优化设计得到,综合考虑修井磨鞋的工作效率和工作安全,优选蜂窝型磨粒4的布齿角度9为负前角且为10°,此时修井磨鞋的工作效率较高,同时工作过程较为平稳。
一种适用于水平井及大斜度井的防偏磨高效修井磨鞋的工作原理如下:当水平井或大斜度井井筒存在金属堵塞物时,在钻压与转速的相互作用下,防偏磨高效修井磨鞋主要依靠底部堆焊的蜂窝型磨粒4的切削作用完成井筒金属堵塞物的去除工作,布置在防偏磨高效修井磨鞋外侧的防偏磨滚珠装置2起到支撑作用,防止修井磨鞋旋转过程中出现偏磨问题而破坏水平井或大斜度井井筒的套管内壁。
一种适用于水平井及大斜度井的防偏磨高效修井磨鞋的工作过程如下:
第一步,防偏磨高效修井磨鞋通过螺纹安装在修井管柱底端,防偏磨高效修井磨鞋随修井管柱下入到井筒金属堵塞物上方0.5米的位置,此时启动修井液循环系统,修井液通过修井管柱中心管从井口注入并从防偏磨高效修井磨鞋的修井磨鞋水眼8流出,最终通过修井管柱与套管的环形空间返排到井口;
第二步,启动修井动力系统,修井管柱开始带动防偏磨高效修井磨鞋转动,此时继续下放修井管柱,使得防偏磨高效修井磨鞋底端蜂窝型磨粒4的磨粒尖角4.3开始压入井筒金属堵塞物表面;
第三步,继续下放管柱,根据指重表示数增大防偏磨高效修井磨鞋的工作钻压,防偏磨高效修井磨鞋底端蜂窝型磨粒4的磨粒尖角4.3继续压入井筒金属堵塞物表面,此时在钻压和转速的共同作用下,蜂窝型磨粒4开始依靠磨粒右切削刃4.2和磨粒左切削刃4.4的切削作用完成金属堵塞物的去除工作,同层的蜂窝型磨粒4可以形成波浪形的完整切削刃,提高井筒金属堵塞物的钻除效率。布置在防偏磨高效修井磨鞋外侧的防偏磨滚珠装置2起到支撑作用,防止修井磨鞋旋转过程中出现偏磨问题而破坏水平井或大斜度井井筒的套管内壁。修井磨鞋偏心刀翼5可以去除井筒金属堵塞物中心位置的材料,防止金属堵塞物中心位置材料无法去除而形成中心支点,中心支点阻碍防偏磨高效修井磨鞋向下钻进,因而最终影响防偏磨高效修井磨鞋的钻进效率。修井液通过修井管柱中心管从井口注入并从修井磨鞋水眼8流出,一方面,修井磨鞋水眼8布置在修井磨鞋小刀翼A3、修井磨鞋偏心刀翼5和修井磨鞋小刀翼B6前端面蜂窝型磨粒4的前方位置,可有效降低蜂窝型磨粒4的工作温度,另一方面,通过修井液可以把蜂窝型磨粒4产生的切屑通过修井管柱与套管之间的环形空间返排到井口。同时,蜂窝型磨粒4前端面布置环形断屑槽4.5,断屑槽4.5有利于切屑的卷曲和断裂,从而有效减小切屑的体积,进而有利于切屑的返排工作;
第四步,当防偏磨高效修井磨鞋最底层蜂窝型磨粒4的磨粒右切削刃4.2和磨粒左切削刃4.4发生破损时,切削刃钝化导致去除井筒金属堵塞物的切削力迅速增大,当切削力大于蜂窝型磨粒4与基体之间的焊缝连接强度时,导致修井磨鞋小刀翼A3、修井磨鞋偏心刀翼5和修井磨鞋小刀翼B6前端面最底层的蜂窝型磨粒4发生脱落,此时上一层的蜂窝型磨粒4开始进入切削的工作状态;
第五步,当井筒金属堵塞物钻除完毕后,关闭修井动力系统,此时防偏磨高效修井磨鞋停止转动,然后关闭修井液循环系统,之后上提修井管柱到井口,并卸下防偏磨高效修井磨鞋,完成井筒金属堵塞物的去除工作。
上面以举例方式对本发明进行了说明,但本发明不限于上述具体实施例,凡基于本发明所做的任何改动或变型均属于本发明要求保护的范围。
- 大斜度井、水平井固井防磨胶塞
- 水平井专用双向旋动防偏防磨螺杆钻具