一种感应加热辅助激光真空钎焊装置与方法
文献发布时间:2023-06-19 19:14:59
领域:
本发明涉及一种感应加热辅助激光真空钎焊装置与方法,属于激光钎焊领域。
背景技术:
激光钎焊是钎焊中的一种,以激光作为热源,仅将焊丝材料熔化,使被激光熔化的焊丝填充到要焊接的工件之间,完成激光钎焊工艺。激光钎焊的主要特点是利用激光的高能量密度实现局部或微小区域快速加热完成钎焊过程。相较于钎焊炉加热,激光钎焊加热区域小且可以控制在主要加热钎料,这使母材达到最小的热影响不易产生热损伤。同时,激光钎焊激光热源能量密度大,对于热输入可以控制和调节,焊接效率高,容易实现自动化。
真空环境是提高钎焊质量的一个重要条件,由于被焊件在真空条件下加热,因此不会出现氧化增碳,脱碳,污染变质等问题。其次真空环境能促进钎料在母材上的铺展润湿,且一定的真空度越高表面氧化膜越不稳定而易于分解、去除。真空条件取缔了钎剂的使用,不会出现夹渣也免除了对环境的污染。
即使采用真空条件,激光钎焊仍存在钎料润湿性不足的问题,激光束汇聚在钎料上,钎料温度过高导致融化过快,而母材温度不足使钎料不能很好润湿母材,影响填充效果,钎缝成形变差。激光束汇聚在母材上,钎料温度有可能过低,导致钎料流动性或活跃性降低,母材可能过热融化,导致钎料直接进入熔池形成熔化焊,形成的脆性相也影响钎缝性能。对此,激光束汇聚在钎料上,再对母材进行辅助加热可以较好的改善这一缺陷。感应加热具有非接触式加热、加热速度高设备自动化程度高等优点,可对加热进行准确的控制,从而能始终保持均匀稳定的加热,因此适合用于激光钎焊过程辅助加热,有效提高钎料的润湿性。
发明内容:
为改善激光钎焊过程钎料润湿性不足以及接头氧化导致焊接质量下降的问题,本发明提出了一种感应加热辅助激光真空钎焊装置与方法。
为了达到该目的,本发明通过以下技术方案来实现:
一种感应加热辅助激光真空钎焊装置,用于实现高质量的激光真空钎焊,其特征在于,包括:
半导体激光加热系统,所述半导体激光加热系统包括半导体激光头、六轴机器人和半导体激光发生器;半导体激光加热系统作为钎焊主要热源,激光束采用散焦光斑,透射进入真空室,仅对钎料焊丝进行加热;
感应加热系统,所述感应加热系统包括盘式感应加热线圈和感应焊机;感应加热线圈集成在真空室底部,利用感应加热非接触加热的特性,在不破坏真空环境基础上,对加工件辅助加热,使熔化的钎料保持塑化状态并具有较好的润湿性和流动性;
真空系统,所述真空系统包括真空室、惰性气体组件和真空泵;真空室为高强度激光玻璃营造的密闭箱体,两侧包含惰性气体组件和真空泵的接口,通过惰性气体组件和真空泵配合实现真空环境或惰性气体环境;
送丝系统,所述送丝系统安装在真空室内部,包括送丝机,送丝头和x-y-z三个自由度的导轨滑块组件,送丝机和送丝头连通,钎料焊丝通过送丝机运送至送丝头,送丝头安装在导轨滑块组件上,实现x-y-z空间位置的运动;
控制系统,所述控制系统包括红外测温仪和工控中心;红外测温仪安装在真空室的顶端,并与工控中心相连,红外测温仪对钎焊区域温度进行采集,将数据反馈至工控中心,对送丝系统、真空系统、半导体激光加热系统和感应加热组件参数进行实时调整,通过调整激光加热和感应加热的能量配比,保证钎料始终保持润湿性较好的温度状态。
优选的,采用磁屏蔽壳体对感应加热线圈进行固定和保护,同时实现磁屏蔽和磁集中的作用,其中磁屏蔽壳体由铁磁性材料制备。
优选的,送丝系统中导轨滑块组件和送丝头采用陶瓷等非导磁性材料,送丝机外壳采用磁屏蔽材料,避免磁场干扰。
优选的,真空室可选择一定真空度环境或者惰性气体环境,通过真空泵可得到一定的真空度,也可选择再通入惰性气体得到正常气压下的惰性气体环境。
优选的,惰性气体组件可以使用氦气和氩气等的一种或多种混合,也可以根据实际需要使用活性气体,通过加入多通气动接头和气体流量阀,可以选择气体的种类搭配和混合比例。
优选的,红外测温仪监控激光加热处钎料的温度和待加工件背面辅助加热区域的温度,并反馈给工控中心,工控中心据此实时调整半导体激光加热系统、感应加热系统的输出参数,保证钎料处温度始终大于阈值T1(钎料熔点以上30~100℃),保证工件辅助加热的温度始终保持在T2(工艺探索后得到的使钎料润湿性达标且对母材热影响达到最小的辅助加热温度)。
一种用于感应加热辅助激光真空钎焊的方法,用于实现高质量的真空钎焊接头,改善接头的氧化和焊接过程应力变形情况,包括:
步骤1,将待加工件装载到真空室内,将钎料焊丝装载到送丝系统;
步骤2,通过导轨滑块组件和六轴机器人调整送丝头与半导体激光头位置,使钎料离待加工件的距离在1mm~10mm,且半导体激光头焦点在聚焦在钎料上;
步骤3,关闭真空室和惰性气体组件,打开真空泵抽离真空室内空气,使真空室内达到一定的真空度,实现真空环境或在此基础上打开惰性气体组件连接阀门,使真空室充满惰性气体,得到惰性气体保护的环境;
步骤4,打开半导体激光加热系统和感应加热系统,在工控中心的监控下,开始钎焊作业,半导体激光加热熔化钎料,感应加热对加工件背面辅助加热,红外测温仪实时监控钎料熔化处温度和背面辅助加热区域温度,据此反馈给工控中心,实时调整加热参数;
步骤5,关闭半导体激光加热系统、感应加热系统和送丝系统,完成钎焊。
本发明产生的有效作用为:
本发明利用激光可以透过玻璃的性质,通过特殊的透激光玻璃制备成真空室,以此可以实现激光钎焊的真空条件,基于此采用结合半导体激光加热和感应加热的优点,采用半导体激光加热钎料,感应加热进行辅助。实现了对激光钎焊过程钎料润湿性差、接头易氧化等不足的优化完善。利用惰性气体组件和真空泵,可以控制真空室环境的真空度大小、填充气体种类和浓度,可以适配不同材料的激光钎焊条件。红外测温仪和工控中心的结合,可以极大的发挥激光和感应加热精准加热的优势,保证钎料焊丝达到较好的熔化效果且工件温度始终稳定在熔滴能够顺利润湿的温度阈值,达到了优化钎焊质量同时最小化母材热损伤的效果。同时因为六轴机器人和送丝系统导轨滑块组件的自由度较高,可以通过送丝或者预置钎料进行复杂接头的激光真空钎焊或感应真空钎焊。通过本发明可以优化激光钎焊过程润湿性不足和接头氧化问题,且整个系统自动化程度高,可以大大提高钎焊生产过程的接头质量和生产效率。
附图说明:
为了更清晰的表达本装置方法,下面将本装置所需要的附图进行介绍。
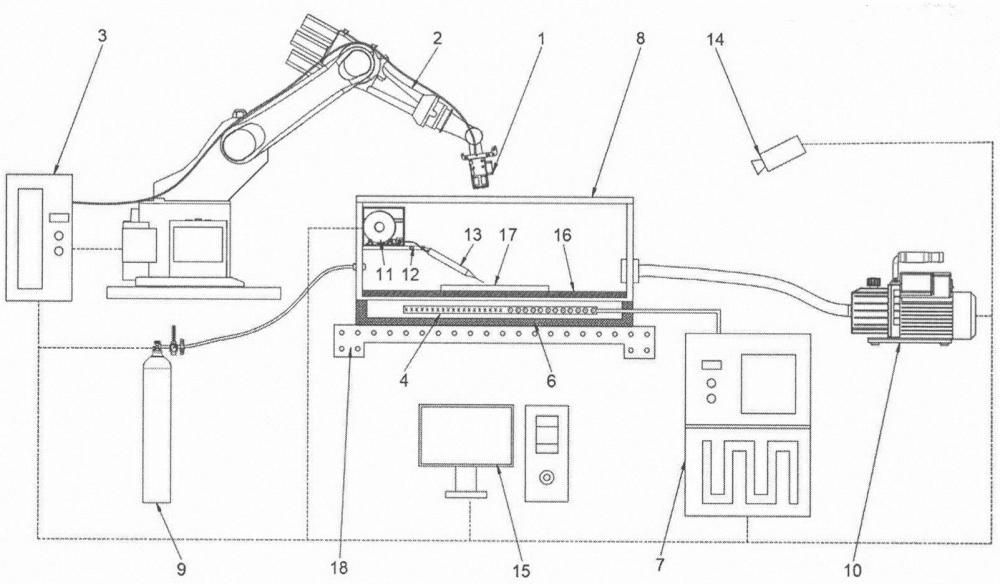
图1是本发明实施例提供的一种感应加热辅助激光真空钎焊装置示意图。
图1中编号表示:1-半导体激光头;2-六轴机器人;3-半导体激光发生器;4-盘式感应加热线圈;6-磁屏蔽壳体;7-感应焊机;8-真空室;9-惰性气体组件;10-真空泵;11-送丝机;12-导轨滑块组件;13-送丝头;14-红外测温仪;15-工控中心;16-陶瓷垫板;17-待加工件;18-工作台。
图2是本发明真空辅助加热部分的装置示意图。
图2中编号表示:4-盘式感应加热线圈;6-磁屏蔽壳体;11-送丝机;12-导轨滑块组件;16-陶瓷垫板;17-待加工件;18-工作台。
图3是本发明装置感应加热辅助激光真空钎焊过程示意图。
图3中编号表示:17-待加工件;19-半导体激光束;20-钎料焊丝;21-盘式感应加热线圈;22-真空环境。
具体实施方法:
为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本发明实施例的技术方案做进一步的详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作
下面结合附图并通过具体实施方式进一步说明本发明的技术方案。
参考图1所示,一种感应加热辅助激光真空钎焊装置包括,半导体激光加热系统、感应加热系统、真空系统、送丝系统和控制系统。
感应加热系统包括盘式感应加热线圈4和感应焊机7,感应加热线圈4集成在真空室8底部,磁屏蔽壳体6包绕感应加热线圈4;真空系统包括真空室8、惰性气体组件9和真空泵10;送丝系统安装在真空室8内部,包括送丝机11,送丝头13和x-y-z三个自由度的导轨滑块组件12,送丝头13安装在导轨滑块组件12上;控制系统包括红外测温仪14和工控中心15;红外测温仪14安装在真空室8的顶端,并与工控中心15相连。
参照图1、图2及图3所示,送丝系统安装在真空室8内,焊接过程钎料焊丝通过送丝机11、导轨滑块组件12和送丝头13的配合送到加热区域。半导体激光头1发出散焦激光透射进入真空室8聚焦在钎料焊丝上,仅对钎料焊丝进行加热。于此同时感应加热系统对待加工件17进行辅助加热,保证钎料在钎焊接头处的润湿性。真空室8可选择一定真空度环境或者惰性气体环境,通过真空泵10可得到一定的真空度,也可选择再通入惰性气体得到正常气压下的惰性气体环境。红外测温仪14监控激光加热处钎料的温度和待加工件17背面辅助加热区域的温度,并反馈给工控中心15,工控中心15据此实时调整半导体激光加热系统和感应加热系统的输出参数。
以下通过一个具体的实施例进一步说明本发明。
参考图1,本实例提供的待焊接工件为TC4钛合金板材,选用4047铝合金焊丝作为钎料,焊丝直径为1.6mm。TC4板材尺寸为200mm×100mm×5mm,采用对接形式的钎焊接头。
用砂纸对TC4表面进行简单打磨去除氧化膜并使用酒精进行清洁,然后安装在真空室内的载物台上。随后将4047焊丝装载在送丝组件中,并预留15mm左右在送丝头外。
进一步地,控制送丝系统中导轨滑块组件运动,使焊丝末端处于平板待焊位置正上方,焊丝与板材表面相距1-2mm。然后六轴机器人调整半导体激光头姿态,使半导体激光的散焦光斑处于焊丝末端。调整好各个系统的位置后,关闭真空室,关闭惰性气体组件,打开真空泵,抽离真空室内空气,直到真空度达到5×10
进一步地,在工控中心的指令下,送丝系统、半导体激光加热系统、感应加热系统开始进行钎焊工作,同时红外测温仪实时监控钎料熔化区域和辅助加热区域温度,使钎料加热温度稳定在700℃,辅助加热区域热传导到钎料润湿表面的温度稳定在600℃。其中半导体激光加热系统初始激光功率为500W,焊接速度为0.02m/min,感应加热系统感应磁场振幅15kAm
进一步地,关闭半导体激光加热系统、送丝系统和感应辅助加热系统,钎焊过程完成,待工件完全冷却后再打开真空室,防止氧化。
显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则还内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
- 感应加热直拉法生长单晶的辅助加热方法和装置及单晶炉
- 一种通道式感应加热钢包装置及加热方法
- 一种脉冲电流辅助钢轨在线感应加热的装置及工艺
- 一种超高真空加热装置及其加热方法
- 一种激光点焊-真空钎焊复合焊接高氮钢的方法
- 一种中频电磁感应加热辅助激光冲击微成形的方法和装置
- 一种中频电磁感应加热辅助激光冲击强化的方法和装置