一种锡环的自动制备方法和装置
文献发布时间:2023-06-19 19:38:38
背景技术
随着科学技术和社会的发展,电子消费和汽车行业的电子元器件的消耗大幅增加,带有插针式的元器件焊接的产品也大幅增加,如气压传感器,油压传感器,耳机等电子元器件,伴随着元器件的制作工艺的进步,对组装成型的焊接工艺散热能力的要求就变得几乎严苛起来,如何减少焊接过程中的空洞率,是功率型电子元器件组装焊接必须面临的核心痛点,而使用无铅锡环焊接具有空洞少,焊接速度快等特点,无铅高温锡环的激光焊接工艺已经成为解决焊接过程中空洞的新焊接工艺。焊锡环进行焊接,可以降低同样使用锡膏所产生的溶剂挥发空洞,预成锡环由焊锡合金与预涂敷助焊剂涂层所组成锡丝制作而成。使用这种预成型的焊锡环,由于其焊点定位准确,焊锡合金与助焊剂含量稳定,一致性高,可以降低焊接过程中的空洞率,焊接后残留少,适合高精密度的大焊点与空洞率要求高的场合进行焊接,目前也出现了先将锡丝绕制在需要锡焊的工件上,然后用焊枪将锡丝熔化在工件上的锡焊工艺。这种工艺虽然能够保证焊接质量和焊接效率,但是上述工艺中是通过手工方式在工件上绕制锡环,然后采用人工或真空吸嘴方式将绕制好的锡环放置到需要焊接的器件上进行锡料焊接,这种工艺流程存在人工依赖性高、加工周期长、劳动量大的缺陷。目前也出现一些实现锡环自动成型,将锡环自动投料在需要锡焊的器件上的设备。
中国发明专利CN112091479B的说明书中公开了一种用于制备锡环的夹紧绕环组件、自动锡环制备装置和方法,其包括沿Z轴向设置的导环针,与所述导环针同轴套装有可绕自身轴线旋转的转轴,所述转轴通过铰轴连接有可靠近或远离所述导环针的压杆,所述铰轴的轴线与所述导环针的轴线垂直,所述导环针旁设置有能够沿Y轴向移动的顶杆,所述压杆在所述顶杆和所述导环针配合下通过所述转轴的转动将锡丝绕制锡环。其锡环的制造步骤是先切丝再绕丝成环,即其整个工序为一次送丝、整体成型,这样导致的缺陷是锡丝整体成型过程中存在的弯曲力过大可能导致锡环的裂口或者断裂的情况,成型的锡环质量无法保证。
中国发明专利CN111097863A的说明书中公开了一种锡环成型装置,包括送锡丝机构、使锡丝移动机构、将送锡丝机构输送的锡丝一端夹紧固定的夹爪机构、将夹爪机构固定的锡丝从送锡丝机构上裁切的锡丝裁剪机构和将裁剪的锡丝变为锡环的锡环成型机构,以及协调控制送锡丝机构、锡丝移动机构、夹爪机构、锡丝裁剪机构及锡环成型机构工作的控制模。使用时,由锡线移动机构将送锡丝机构移动至夹爪机构附近,再由送锡丝机构将锡丝送至夹爪机构,并将端部夹紧固定,由锡线移动机构带动送锡丝机构后退至锡环需要的长度,由锡丝裁剪机构剪断锡丝,在锡环成型机构中的锡丝卷绕机构带动夹爪机构转动,并与顶伸杆配合使锡丝形成锡环。由于可以自动制作成需要规格锡环,保证锡环的一致性。该技术方案锡环的制造时采用的是先切丝再绕丝成环,即其整个工序为一次送丝、整体成型,这样导致的缺陷是锡丝整体成型过程中存在的弯曲力过大可能导致锡环的裂口或者断裂的情况,成型的锡环质量无法保证。
中国发明专利CN112756849A的说明书中公开了一种自动绕锡环设备和一种自动绕锡环设备的控制方法,控制方法包括以下步骤:先控制底部机构带动送丝机构移动以使锡丝送到锡环导向机构上导向针的侧面;再控制水平气缸带动限位爪往导向针方向移动并将锡丝夹紧在导向针上,然后控制剪裁机构将锡丝剪断,再控制底部机构带动送丝机构回到原位;然后通过成型夹爪气缸控制左夹爪与右夹爪夹紧锡丝,锡丝在左夹爪与右夹爪的作用下被夹成锡环,锡环会套在导向针上;再通过成型夹爪气缸控制左夹爪与右夹爪松开锡环,推动机构带动锡环成型机构远离锡环,水平气缸带动限位爪松开锡环,然后控制竖直气缸使落环块向下运动将导向针上的锡环击落,锡环沿着导向针滑出。该技术方案锡环的制造时采用的是先切丝再绕丝成环,即其整个工序为一次送丝、整体成型,这样导致的缺陷是锡丝整体成型过程中存在的弯曲力过大可能导致锡环的裂口或者断裂的情况,成型的锡环质量无法保证。
中国实用新型专利CN206464480U的说明书中公开了一种锡丝绕圈机,包括:送料机构,缠绕机构,切料机构和推料机构;其中:所述送料机构用于将成卷的锡丝拉直并传送给缠绕机构;所述缠绕机构设置在送料机构的一侧,包括缠绕轴、第一电机和压持装置,所述缠绕轴与第一电机相连,用于将锡丝绕圈;所述压持装置设置在缠绕轴上,用于压持从送料机构送过来的锡丝;所述切料机构设置在缠绕轴的下方,包括用于切断锡丝的切刀和用于驱动所述切刀的第一气缸;所述推料机构设置在缠绕轴的一侧,用于将成型的锡丝圈从缠绕轴上推出。该技术方案锡环的制造时采用的是先切丝再绕丝成环,即其整个工序为一次送丝、整体成型,这样导致的缺陷是锡丝整体成型过程中存在的弯曲力过大可能导致锡环的裂口或者断裂的情况,成型的锡环质量无法保证。
综上可知,现有技术中虽然存在大量的锡环成型装置和方法,但其都是采用先切丝、再一次绕丝成型的步骤,这样导致的缺陷是锡丝整体成型过程中存在的弯曲力过大可能导致锡环的裂口或者断裂的情况,成型的锡环质量无法保证。
发明内容
针对现有技术中存在的技术问题,本发明提供了一种锡环的自动制备方法和装置,其可以有效地避免锡丝成型过程中弯曲力过大可能导致锡环的裂口或者断裂的情况,从而保证成型锡环的质量。
本发明公开了一种锡环的自动制备方法,其将卷锡丝分成N次进给、每次进给S长度的锡丝至压丝杆和导向针之间,每次进给时压丝杆和导向针配合将锡丝弯曲360°/N的角度,在第N次进给之前,先基于切丝刀片将待成型的锡环与卷锡丝分离,然后压丝杆和导向针配合将切断的锡丝成型为锡环。
在本发明的一种优选实施方案中,导向针的直径为D,锡丝直径为A,压丝杆的中心轴与和导向针的中心轴之间的间距为L,N=L/∣(D/2-A/2)∣,N四舍五入取整,D≠A。
在本发明的一种优选实施方案中,当D=A时,N=L/0.1,N四舍五入取整。
在本发明的一种优选实施方案中,导向针的直径为D,锡丝直径为A,压丝杆的中心轴与和导向针的中心轴之间的间距为L,每次送丝的长度为S=(D/2+A/2)*2
本发明还公开了一种锡环的自动制备装置,包括送料单元、导针单元、压丝单元和切丝单元,所述送料单元通过锡环的自动制备方法控制锡丝的送料。
在本发明的一种优选实施方案中,所述送料单元包括PLC、步进电机,所述PLC与所述步进电机连接,所述步进电机的电机轴端通过传动齿轮组连接送丝轮。
在本发明的一种优选实施方案中,所述压丝单元包括压丝杆、绕丝电机、旋转块和压丝连接块,所述绕丝电机的电机轴端连接有所述旋转旋转块,所述旋转旋转块的旋转角度为α,-90°≤α≤+90°,所述旋转旋转块上连接有压丝连接块,所述压丝连接块上连接有压丝杆。
在本发明的一种优选实施方案中,所述旋转块为半圆板形,所述压丝连接块为长方体状,所述压丝连接块固接于所述半圆板形的端面。
在本发明的一种优选实施方案中,所述送料单元的下游设置有托丝单元,所述托丝单元包括托丝气缸和托丝固定块,所述托丝固定块为U形,所述托丝固定块固接于所述托丝气缸的伸缩端上,所述托丝气缸的伸缩方向与所述锡丝的轴向垂直。
在本发明的一种优选实施方案中,所述切丝单元包括切丝气缸、切丝刀片固定块和切丝刀片,所述切丝气缸的伸缩端来有所述切丝气缸,所述切丝气缸上固接有切丝刀片,所述切丝气缸的伸缩方向与锡丝的轴向之间存在一夹角,所述切丝刀片的布置方向与所述切丝气缸的伸缩方向的一致。
在本发明的一种优选实施方案中,,竖向轴的导针单元可根据需要更换不同尺寸的梯形阶梯状导针,梯形导针安装在轴中心,固定安装不动,底部采用紧订锁死。
在本发明的一种优选实施方案中,整形单元由夹爪气缸和伸缩两个气缸组装,夹爪气缸头部分别安装半圆形仿型的锡环整形块,合拢为一个环形整圆,伸缩的活塞气缸前端安装一个叉子形状的托锡环固定块。
在本发明的一种优选实施方案中,具体步骤包括:步骤一,安装锡丝,程序复位,压丝机构的压丝模块转到-90度的角度等待,步骤二,锡丝沿着送丝轮向前送锡环四份之三长度的锡丝。步骤三,电机带动压丝机构的压丝模块从-90度的角度转到90度压锡丝,压完后退到-90度的角度等待。步骤四:锡丝沿着送丝轮向前送剩下锡环四份之一长度的锡丝。步骤五:电机带动压丝机构的压丝模块从-90度的角度转到90度压锡丝,压完后退到0度的角度等待。步骤六:整形单元托锡环气缸伸出,步骤七:切丝单元的切丝气缸带动切刀沿着导致方向向上切断锡丝,锡环沿着导向针掉入整形单元的托锡环的叉子上。步骤八:整形单元的夹爪气缸合拢,夹住锡环,合拢锡环和整圆锡环。步骤九:整形单元的夹爪气缸打开,整形单元托锡环气缸退回,锡环沿着导向针落料。
本发明的有益效果是:本发明公开了了一种全新的锡环成型方案,其工作流程为:送丝-弯曲-送丝-弯曲,循环多次将锡丝绕成半圆或者整圆形状进行切丝,即先弯后切、逐段送丝弯曲直到绕成一个整圆或者半圆的锡环,这样有效地避免一次送丝、整体成型导致的弯曲力过大从而使得可能导致锡环的裂口或者断裂的情况,保证了成型的锡环质量;进一步的,需要指出,本发明的N次、每次进给S长度并不是所属技术领域的常规手段,不同的进给次数和进给长度将直接会影响到锡环最终的成型质量,本发明所公开的导向针的直径为D,锡丝直径为A,压丝杆的中心轴与和导向针的中心轴之间的间距为L,N=L/∣(D/2-A/2)∣,N四舍五入取整,D≠A、当D=A时,N=L/0.1,N四舍五入取整、导向针的直径为D,锡丝直径为A,压丝杆的中心轴与和导向针的中心轴之间的间距为L,每次送丝的长度为S=(D/2+A/2)*2
附图说明
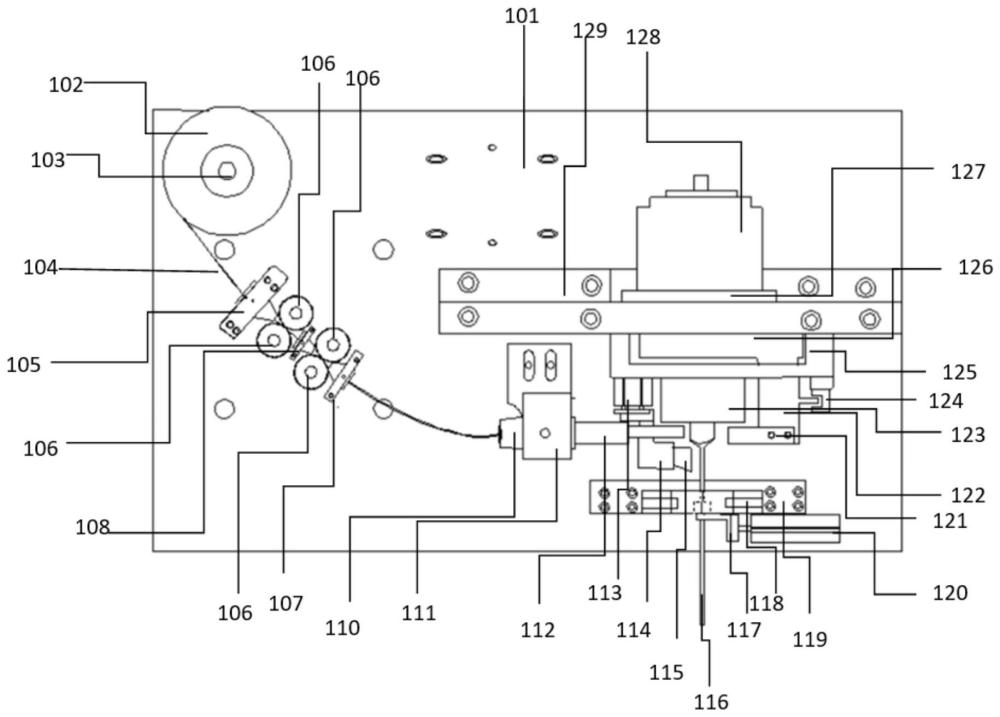
图1为本发明锡环的自动制备装置的整体结构正视机构示意图;
图2为本发明锡环的自动制备装置的送丝结构局部机构左视图;
图3为本发明锡环的自动制备装置的绕丝结构局部机构剖视图;
图4为本发明锡环的自动制备装置的整形机构的仰视示意图;
图5为本发明锡环的自动制备装置的绕丝过程示意图;
图6为本发明锡环的自动制备装置的第N-1次绕丝过程示意图;
图7为本发明锡环的自动制备装置的第N-1次绕丝过程后的示意图;
图8为本发明锡环的自动制备装置的锡环成型示意图;
图中:101-安装底板;102-卷锡丝;103-固定轴;104-锡丝;105-上锡丝导向块;106-送丝轮;107-下锡丝导向块;108-中部锡丝导向块;110-锡丝导向筒;111-导向筒安装座;112-出丝针;113-切丝气缸;114切丝刀片固定块;115-切丝刀片;116-阶梯轴导向针;117-托丝固定块;118-整形气缸;119-整形气缸固定块;120-托丝气缸;121-压丝杆;122-压丝连接块;123-导向针固定座;124-光电感应器;125-绕丝固定座;126-旋转块;127绕丝电机固定座;128-绕丝电机;129-绕丝固定底板;202-送丝电机、203-送丝电机固定座;204-送丝电机主动齿轮;205-送丝电机从动齿轮;401-托丝气缸固定块;402-整形夹爪块;403-锡环;403-1-整圆锡环。
具体实施方式
下面通过附图以及列举本发明的一些可选实施例的方式,对本发明的技术方案(包括优选技术方案)做进一步的详细描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明公开了本发明公开了一种锡环的自动制备方法,其将卷锡丝分成N次进给、每次进给S长度的锡丝至压丝杆和导向针之间,每次进给时压丝杆和导向针配合将锡丝弯曲360°/N的角度,在第N次进给之前,先基于切丝刀片将待成型的锡环与卷锡丝分离,然后压丝杆和导向针配合将切断的锡丝成型为锡环。
优选地,导向针的直径为D,锡丝直径为A,压丝杆的中心轴与和导向针的中心轴之间的间距为L,N=L/∣(D/2-A/2)∣,N四舍五入取整,D≠A。
优选地,当D=A时,N=L/0.1,N四舍五入取整。
优选地,导向针的直径为D,锡丝直径为A,压丝杆的中心轴与和导向针的中心轴之间的间距为L,每次送丝的长度为S=(D/2+A/2)*2
本发明还公开了一种锡环的自动制备装置,包括送料单元、导针单元、压丝单元和切丝单元,送料单元通过锡环的自动制备方法控制锡丝的送料。
优选地,送料单元包括PLC、步进电机,PLC与步进电机连接,步进电机的电机轴端通过传动齿轮组连接送丝轮。
优选地,压丝单元包括压丝杆、绕丝电机、旋转块和压丝连接块,绕丝电机的电机轴端连接有旋转旋转块,旋转旋转块的旋转角度为α,-90°≤α≤+90°,旋转旋转块上连接有压丝连接块,压丝连接块上连接有压丝杆。
优选地,旋转块为半圆板形,压丝连接块为长方体状,压丝连接块固接于半圆板形的端面。
优选地,送料单元的下游设置有托丝单元,托丝单元包括托丝气缸和托丝固定块,托丝固定块为U形,托丝固定块固接于托丝气缸的伸缩端上,托丝气缸的伸缩方向与锡丝的轴向垂直。
优选地,切丝单元包括切丝气缸、切丝刀片固定块和切丝刀片,切丝气缸的伸缩端来有切丝气缸,切丝气缸上固接有切丝刀片,切丝气缸的伸缩方向与锡丝的轴向之间存在一夹角,切丝刀片的布置方向与切丝气缸的伸缩方向的一致
优选地,送料单元通过PLC控制送丝步进电机202,送丝步进电机202安装送丝电机固定座203上,送丝电机固定座203安装在101安装底板上,送丝步进电机202轴端连接有送丝电机主动齿轮204带动安装在安装底板101上的四个送丝电机从动齿轮205向前移动,送丝电机从动齿轮205另一端轴上安装送丝轮106,可装不同型号的送丝轮106,可根据需求选配送丝轮106的送丝直径,通过送丝轮106中间直径夹丝,轴向运动来送丝,通过设置送丝轮106的旋转角度来控制送丝长度,送丝精度0.01毫米。
优选地,通过绕丝电机128驱动旋转块126,旋转块126可从旋转角度从-90度到正90度,压丝连接块122安装在旋转块126。绕丝电机128带动旋转块126带动压丝连接块122周向运动,驱动压丝杆121转动。
优选地,其切丝单元是通过切丝气缸113,控制固定在切丝气缸113的切丝刀片固定块114上的切丝刀片115切断锡丝,切丝切刀115与切丝气缸113通过切丝刀片固定块114连接。
优选地,竖向轴的导针单元可根据需要更换不同尺寸的阶梯轴导向针116,阶梯轴导向针116安装在导向针固定座123上,阶梯轴导向针116安装导向针固定座123采用侧面紧订锁死,导向针固定座123安装在绕丝固定座125,绕丝固定座125中间洗出半狐圆形孔,压丝连接块122可在绕丝固定座125中间洗出半狐圆形孔轴向运动。
优选地,其整形单元由整形气缸118和托丝气缸120组装,整形气缸118头部分别安装半圆形仿型的锡环整形夹爪块402,整形夹爪402随着整形气缸118合拢为一个环形整圆,伸缩的托丝气缸120前端安装一个叉子形状的托丝固定块117。
优选地,其具体步骤包括:步骤一,安装锡丝,程序复位,压丝机构的压丝模块转到-90度的角度等待,步骤二,锡丝沿着送丝轮向前送锡环四份之三长度的锡丝。步骤三,电机带动压丝机构的压丝模块从-90度的角度转到90度压锡丝,压完后退到-90度的角度等待。步骤四:锡丝沿着送丝轮向前送剩下锡环四份之一长度的锡丝。步骤五:电机带动压丝机构的压丝模块从-90度的角度转到90度压锡丝,压完后退到0度的角度等待。步骤六:整形单元托锡环气缸伸出,步骤七:切丝单元的切丝气缸带动切刀沿着导致方向向上切断锡丝,锡环沿着导向针掉入整形单元的托锡环的叉子上。步骤八:整形单元的夹爪气缸合拢,夹住锡环403,合拢锡环和整圆锡环403-1。步骤九:整形单元的夹爪气缸打开,整形单元托锡环气缸退回,锡环沿着导向针落料。
本发明结构简单、使用方便,其基于折弯机原理,送丝机构、圆形导向柱,压丝机构三者的协同配合实现了锡丝到半圆到整圆锡环的制备,其可以圆形导向柱的形状和整形装置,自动绕出相应形状和大小的半圆到整圆锡环锡环。
所属技术领域的技术人员容易理解,以上仅为本发明的较佳实施例而已,并不以限制本发明,凡在本发明的精神和原则下所做的任何修改、组合、替换、改进等均包含在本发明的保护范围之内。
- 一种自动化激光多通道锡球焊接装置及焊接方法
- 一种空心球结构硫化锡/氧化锡锂离子电池负极材料的制备方法
- 一种钾离子电池负极材料石墨烯包覆氧化锡/二硫化锡纳米花的制备方法及应用
- 一种不锈钢网负载氧化锡或二硫化锡纳米片光催化复合材料的制备方法
- 一种由二氧化锡制备氟化亚锡的方法
- 一种用于制备锡环的夹紧绕环组件、自动锡环制备装置和方法
- 一种用于制备锡环的夹紧绕环组件、自动锡环制备装置和方法