具有当附着到PWB时能够检查焊点的机构的QFN器件及其制造方法
文献发布时间:2023-06-19 09:24:30
背景技术
元件封装通常由消费电子市场驱动,较少考虑可靠性更高的行业,例如汽车、医疗、工业和航空。改进的封装技术和元件小型化通常会导致新的或意想不到的设计、制造和可靠性问题。无引线器件就是这种情况(例如,四方扁平无引线(QFN)和小外形无引线(SON)器件),尤其是对于新的非消费电子原始设备制造商(OEM)。因此,将QFN等元件器件系列集成到高可靠性环境中是具有挑战性的。QFN部件可能易受焊接疲劳问题的影响,特别是热循环引起的热机械疲劳。与有引线器件相比,由于热膨胀系数(CTE)不匹配,QFN器件中显著较低的支座会导致较高的热机械应变。
制造方面也有问题。对于较大的QFN元件,回流焊过程中的水分吸收可能是一个问题。如果器件吸收了大量水分,则回流过程中的加热会导致元件过度翘曲。这可能会导致元件的角部脱离印刷电路板,从而导致接头形成不当。QFN制造的其它几个问题包含:由于中心热焊盘下的焊膏过多导致的零件浮动、大的焊料空隙、不良的返工特性以及优化回流焊分布。阻碍QFN器件广泛应用于高可靠性环境的另一个重要问题是自动焊点检查设备无法充分检查QFN器件的焊点,这些QFN器件没有接触通孔和/或从QFN器件向外延伸的外部引线。其结果是一个严重的问题,将QFN器件集成到PWB上的制造商无法充分检查QFN器件与QFN器件所连接的PWB之间的焊点。相比之下,可以检查有引线的器件,因为引线向外延伸并远离有引线的器件,并且对应的焊点各自形成可见的焊脚。
如前所述,QFN是消费电子市场上广泛使用的器件。QFN器件已经使用了大约20年。与有引线的器件不同,在QFN,电触点或端子嵌入模盖。如图1所示,没有任何东西从器件延伸到表面贴装。无引脚封装(QFN和SON)的这一特性允许它们在芯片级上很小。
如图2所示,QFN器件始于具有管芯附着焊盘14和引线12的引线框,该管芯附着焊盘也可以用作热焊盘。在一个实施例中,引线框架由200μm(或8密耳)厚的铜材料构成,并且每个引线的宽度为200mm。接下来,集成电路(IC)管芯18通过管芯附着材料22附着到管芯附着焊盘的顶面。接下来,在引线框架引线与IC管芯的电触点或端子之间形成引线接合20。最后,IC管芯、管芯支撑焊盘、引线框架和接合线的最终组合用模制化合物16封装。塑料可以用作模制化合物,但是也可以使用其它材料,包含陶瓷。在QFN制造工艺34中,引线框条36上有多个QFN器件10,它们同时被块模制/封装,如图3所示。如图1和2所示,QFN器件10随后被分割以产生单独的QFN器件。QFN器件底部的平坦表面可能是安装到印刷线路板(PWB)上的唯一接触面。引线12和管芯附着/热焊盘14没有被塑料模具/密封剂16覆盖。管芯附着/热焊盘14的暴露表面可以焊接到PWB上的对应的焊盘,或者用其它导热管芯附着材料附着。QFN器件10的引线12可以焊接到PWB上对应的电触点或端子上。图1至3示出了引线12中的每一个的第一部分暴露在QFN器件10的底面上,引线12中的每一个的端部暴露在QFN器件10的侧面上。电触点或端子的侧面可以在分割过程中暴露,在分割过程中,使用锯从生产模制条36切割每个QFN器件10,该生产模制条切割引线12中的每一个的端部并暴露所得的侧面。结果是引线12的底面和侧面暴露。
发明内容
本发明内容以简化的形式介绍了所描述的概念,这些概念将在下面的具体实施方式(包含提供的附图)中进一步描述。本发明内容不旨在限制所要求保护的主题的范围。
所描述的实例提供了QFN器件及其制造方法,该器件具有能够在附着到PWB时检查焊点的机构。其它实例结合了QFN器件和PWB,以及制造它们的方法。还有一些实例提供了一种制造具有能够检查焊点的机构的多个QFN器件的方法。
在一个实例中,该装置包含具有引线和管芯附着焊盘的引线框架、附着到管芯附着焊盘的集成电路(IC)管芯、封装集成电路(IC)管芯以及除了引线和管芯附着焊盘的一个表面之外的所有表面的封装材料,以及在未由封装材料封装的表面上的选定的引线上的支座机构。
在另一个实例中,一种方法包含提供具有引线和管芯附着焊盘的引线框架,将集成电路(IC)管芯附着到管芯附着焊盘,用模制化合物封装集成电路(IC)管芯以及除了引线和管芯附着焊盘的一个表面之外的所有表面,并且在未由封装材料封装的表面上的选定的引线上形成支座机构。
在又一个实例中,该装置包含印刷线路板(PWB)、具有引线和管芯附着焊盘的引线框架、附着到管芯附着焊盘的集成电路(IC)管芯、封装集成电路(IC)管芯以及除了引线和管芯附着焊盘的一个表面之外的所有表面的封装材料,以及在未由封装材料封装的表面上的选定的引线上的支座机构,每个支座机构附着到PWB上的对应电导体或焊盘。
在又一个实例中,一种方法包含提供印刷线路板(PWB),提供具有引线和管芯附着焊盘的引线框架,将集成电路(IC)管芯附着到管芯附着焊盘,用模制化合物封装集成电路(IC)管芯以及除了引线和管芯附着焊盘的一个表面之外的所有表面,在未由封装材料封装的表面上的选定引线上形成支座机构,以及将每个支座机构附着到PWB上的对应的电导体或焊盘。
在又一个实例中,一种方法包含制造集成电路(IC)器件的方法,该方法包含:提供连接式引线框条,每个引线框包括管芯附着焊盘和引线;将集成电路(IC)器件附着到每个管芯附着焊盘;将来自每个引线的接合线安装到相应管芯附着焊盘上的IC上的相应电接合焊盘或导体,用封装材料整体模制连接式引线框条;封装材料封装集成电路(IC)管芯和除了每个引线和管芯附着焊盘的一个表面之外的所有表面;测试每个IC器件的电功能;在未由封装材料封装的表面上的选定的引线上形成支座机构;以及分割连接式引线框条。
附图说明
图1为典型的28针单排QFN器件的底面的透视图。
图2为图1的QFN器件的顶面的透视图,其中,去除了器件封装材料的一部分。
图3为在块模制之后但在分割之前的引线框条上的多个QFN器件的透视图。
图4公开了球接合工艺的各个步骤。
图5示出了放置在QFN器件上的引线上的准备安装柱形凸块的引线接合机。
图6示出了焊线进给并通过引线接合机中的焊针,此时在焊线的暴露端附近提供了电子火焰熄灭(electronic flame-off,EFO)火花。
图7示出了由于电子火焰熄灭(EFO)而使图6中的焊线末端熔化形成的球。
图8示出了含有图7中熔融球的焊针被降低,使得球接触并压靠在QFN器件上的引线上,导致压缩球附着(焊接)到QFN器件上的引线上。
图9示出了图8中的焊针水平移动,从压缩球上切下焊线,导致柱形凸块。
图10为在块模制之后和在每个QFN器件的引线上放置柱形凸块之后,但在分割之前,条上的多个QFN器件的透视图。
图11为图11所示的QFN器件中的一个上的两个引线的放大视图,引线中的每一个都具有柱形凸块。
图12示出了图11所示的柱形凸块中的一个的特写视图。
图13为分割后QFN器件的底面的俯视图,该分割后QFN器件在引线中的每一个上具有柱形凸块。
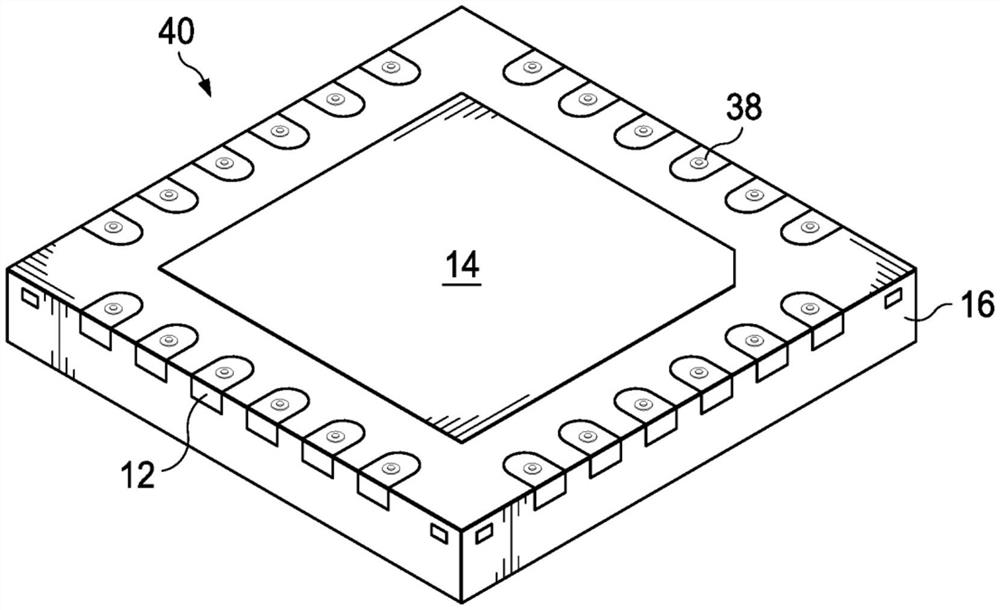
图14为图13所示的QFN器件的透视图。
图15为如图12所示的示例性柱形凸块的放大侧视图。
图16为QFN器件上至少12个连续柱形凸块中的七个以及它们各自的X轴距离、Y轴距离、球高度、柱形高度和柱形撕裂高度的放大透视图。
图17为QFN器件上柱形凸块的X轴距离和Y轴距离方向的放大图。
图18为图13和14的QFN器件在回流焊接到PWB之后的局部透视图。
图19为图18中的一个柱形凸块38在回流焊接到PWB之后沿着剖面线A-A的倒置侧剖视图。
图20为图18中的QFN器件40沿剖面线B-B的局部剖视图。
图21为图13的QFN器件的侧视截面图,但是其包含突出区域,该突出区域强调延伸到QFN器件外围的半蚀刻引线。
图22示出了图21的突出部分,此时每个引线的外部被半蚀刻。
图23为图21和22的QFN器件的局部透视图,该QFN器件具有类似于图10中的半蚀刻引线,其示出了该实施例的焊脚也从PWB上的电触点或引线向上到达半暴露的侧壁引线。
图24为图10所示的QFN器件中的一个上的两个引线的放大视图,其中,与图11中的那些相比,柱形凸块被放置在更靠近QFN器件侧壁表面的引线上。
图25为图10所示的QFN器件中的一个上的两个引线的放大视图,其中,与图11中的那些相比,柱形凸块被放置得离QFN的侧壁表面更远。
图26为图10所示的QFN器件中的一个上的两条引线的放大视图,其中,在QFN器件的每条引线上增加了两个柱形凸块。
图27为图11、12、15和16的器件的变型,其中,柱形凸块的高度可以更短。
图28为图11、12、15和16的器件的变型,其中,柱形凸块的高度可以更高。
图29为图11、12、15和16的器件的变型,其中,柱形凸块可以具有更大的直径。
图30为图11、12、15和16的器件的变型,其中,柱形凸块可以具有较小的直径。
图31为图11、12、15和16的器件的变型,其中,第二柱形凸块可以添加到柱形凸块的顶部。
图32示出了具有本文描述的柱形凸块的QFN器件的方法过程或流程。
具体实施方式
在附图中,相同的附图标记始终指代相同的元件,并且各种特征不一定按比例绘制。在下面的讨论和权利要求中,术语“包含”、“具有”、“带有”或其同义词以类似于术语“包括”的方式包含在内,并且表示“包含但不限于……”此外,术语“耦合”包含间接或直接的电或机械连接或其组合。
为了克服目前可用的QFN器件的缺陷,本说明书描述了用于在QFN器件与印刷电路板之间产生支座的多个实施例,该支座改变了焊料在QFN器件之下和之外流动的动力学。其结果是一种QFN器件,该QFN器件能够实现带有长而坚固的填角焊的固态焊点,该焊点将QFN器件与PWB器件电连接和机械连接,该焊点可通过自动焊点检查设备进行充分检查。
引线接合(Wirebonding或wire bonding),是一种使用极细的焊线在硅芯片与半导体器件的外部引线之间提供电连接的工艺。可以使用金(Au)焊线、铝(AI)焊线或(Cu)焊线。在球引线接合过程中,首先通过电子火焰熄灭(EFO)熔化焊线末端(由一种称为焊针的接合工具保持),形成一个球。这个自由空气球的直径是焊线直径的1.5到2.5倍。自由空气球大小的一致性(由EFO和尾部长度控制),是良好接合的关键。然后,自由空气球与接合焊盘接触。然后在特定时间内对球施加足够的压力、热量和超声波力,以在球与接合焊盘之间形成初始冶金焊接,并使球接合变形为最终形状。然后,焊线延伸到引线框的对应的指状物,在接合焊盘与引线指之间形成一个平缓的圆弧或“环”。向焊线施加压力和超声波力,以形成第二接合(称为楔形接合、缝合接合或鱼尾接合,这次是用引线指)。引线接合机器或引线接合机通过夹紧焊线和提升焊针来断开焊线,为下一个引线接合周期做准备。图4公开了以上球接合工艺的各个步骤。
在第一实施例中,引线接合工艺用于在块模制QFN器件的底面上的一或多个引线或触点上放置柱形凸块,而不是引线接合。如图5所示,引线接合机37放置在QFN器件12上的引线12上。铜焊线39(或金或铝)进给并通过引线接合机37中的焊针41,此时在焊线39的暴露端附近提供电子火焰熄灭(EFO)火花,如图6所示。如图7所示,作为电子火焰熄灭(EFO)的结果,首先通过熔化焊线的末端(由焊针41保持)形成球43。接下来,含有球43的焊针41下降,使得球43接触并压靠在QFN器件10上的导线12上,当该球附着(焊接)到引线12上时,产生压缩球43,如图8所示。接下来,焊线39被夹紧,焊针41水平移动,将焊线39从压缩球43上切下,从而产生柱形凸块38,如图9所示。如图10所示,随着引线接合机37被连续地重新定位以将柱形凸块38放置在块模制OFN器件的底面上的更多引线12上,重复该过程,从而产生具有柱形凸块或支座的QFN器件40。该步骤可以在器件测试之前或之后进行。图11示出了图10所示的QFN器件40中的一个上的两个引线12的放大视图,引线中的每一个具有柱形凸块38。图12示出了柱形凸块38中的一个的特写透视图。图13示出了分割后QFN器件40的底面,该器件在引线12中的每一个上具有柱形凸块38。图14为图13所示器件的一部分的侧面透视图。在一个实施例中,在封装QFN器件并准备测试之后,但在分割之前,进行柱形凸块放置。在另一个实施例中,柱形凸块可以在分割后放置。例如,使用引线接合机在QFN器件40的一或多个引线12上形成柱形凸块38。可以使用金、铜或钯涂层焊线(PCC)。PCC焊线成本低,具有贵金属表面处理,因此不会氧化,但也可以使用具有其它成分和大小的焊线。图15示出了示例性柱形凸块38的放大侧视图。根据一个实施例,如图16所示,柱形凸块的高度(即支座)的一致性非常均匀,该图中示出了QFN器件40上的至少12个连续柱形凸块38中的七个及其各自的X轴距离、Y轴距离、球高度、柱形高度和柱形撕裂高度的放大透视图。图17示出了QFN器件40上的柱形凸块38的X轴距离和Y轴距离的方向的放大视图。由于柱形凸块的形成方式,其结果是高质量、高均匀性的工艺。在图15和16所示的实施例中,每个柱形凸块的凸块高度约为55mm。由于引线的切割/撕裂以及接合机移动到下一个柱形凸块时的移动,每个最终的柱形凸块还具有剩余的切断尾部42(图12中未示出),在现有的55mm的柱形凸块高度上增加了5-6mm(见图15和16)。由于可以控制每个柱形凸块的撕裂高度,因此不需要随后磨掉尾部,但是可以使用后续的研磨步骤,以便在相同的高度切断柱形凸块。虽然为图10至23的QFN器件选择了55mm的柱形凸块高度,但是也可以使用更小或更大的柱形凸块高度,例如通过如上所述将柱形凸块研磨到更低的高度,或者通过在柱形凸块上堆叠柱形凸块,如图31所示。选定的最终支座高度可能取决于材料选择,如焊料成分和表面光洁度。
图18为图13和14的QFN器件40在回流焊接到PWB 44之后的局部透视图。作为封装的引线底部上的柱形凸块的结果,在PWB 44上的引线或电触点43与QFN器件40上的引线12的底面和侧面之间形成了相当大的焊脚46。图19为图18中的单个柱形凸块38在回流焊接到PWB之后沿着剖面线A-A的倒置截面视图。图20为图18中的QFN器件40沿剖面线B-B的局部剖视图。如在示例性实施例中可以看到的,当将58.33mm的柱形凸块高度支座高度加到PWB 44和QFN器件40之间的焊料高度时,焊点支座高度约为75mm。封装引线侧封装侧壁的芯吸作用从封装底部延伸约25um。图18和20中的焊料不仅沿着QFN器件40与PWB 44之间的引线12的底面延伸,而且沿着PWB 44的电触点或引线向上延伸到封装侧壁并进一步远离QFN器件40,这提供了可由自动焊点检查设备从上方检查的焊点或填角焊。据信,这种改进的焊脚是QFN40与PWB 44之间改进的焊料动力学的结果,这是由于将支座放置在封装引线的底部上而产生的。例如,这种改进还允许焊脚通过毛细管作用流动,并在封装外部形成填角焊。值得注意的是,从图18和20中可以看出,这种改进也允许焊料拉起侧壁。
在一些实施例中,图18和20中的引线12的粗糙侧壁表面是裸铜,其在被锯切后没有重新电镀。引线12的侧壁表面的裸铜的氧化会妨碍良好的焊料连接。然而,尽管发生了这种氧化,使用柱形凸块支座导致引线侧壁的焊料覆盖充分,以产生可检查的焊脚。这种正侧壁浸润可能是以下情况中的一或多种的结果:1)示例性实施例中的引线框架12/14是涂有镍钯金的铜,其中,一些可能在锯切期间涂抹在切割的铜上,并干扰引线12的侧壁表面的后续氧化和/或增强垂直浸润;2)QFN器件40与PWB 44之间增加的焊脚46的尺寸,以及由此产生的改进的焊料动力学,足以克服任何氧化问题;3)在焊接时,引线12的暴露的侧壁表面还没有充分氧化,以防止焊料从侧壁向上芯吸以覆盖引线12的大部分接合侧壁表面。
虽然以上实施例示出了具有完全暴露侧面(即,完全蚀刻)的引线12的QFN器件40,但是以上描述的在QFN器件的每个引线上放置柱形凸块的技术也适用于具有引线端的半蚀刻部分的QFN器件,如图21中的引线12被半蚀刻时所示。图22示出了引线端的半蚀刻部分48填充有封装材料16,这意味着在密封剂的底部与每个引线的侧壁表面之间没有连续的可焊接表面。发明人已经发现(见图23),焊脚也从PWB上的电触点或引线向上到达半暴露的侧壁引线,尽管由于引线末端的半蚀刻而出现不连续的金属表面。这种侧壁焊脚是在封装引线上使用柱形凸块支座的另一个有益结果,并且出于以上阐述的、描述引线12的整个侧壁表面的正侧壁焊接的相同原因,发明人认为这是可能的。特别地,可能由于切割封装和引线而导致充分的金属涂抹,从而在引线的半蚀刻端下方的封装密封剂上提供芯吸路径。
在图24所示的另一个实施例中,图10中的柱形凸块38被放置在更靠近QFN器件40的侧壁表面的引线上。
在另一个实施例中,如图25所示,图10中的柱形凸块38被放置得离QFN器件40的侧壁表面更远。
在图26所示的又一实施例中,将第二柱形凸块50添加到图10所示的QFN器件40的引线12中的每一个上。
在又一个实施例中,如图27所示,柱形凸块52的高度可以比图12中的柱形凸块38的高度更短。
在另一个实施例中,如图28所示,柱形凸块54的高度可以比图12中的柱形凸块38更高。
在另一个实施例中,如图29所示,柱形凸块56可以具有比图12中的柱形凸块38更大的直径。
在又一实施例中,如图30所示,柱形凸块58可以具有比图12中的柱形凸块38更小的直径。
在又一个实施例中,如图31所示,可以将第二柱形凸块60添加到图12中的柱形凸块38的顶部。
图32示出了具有以上所描述的柱形凸块的QFN器件的方法过程或流程。
在步骤1中,QFN器件在组装线中组装,该组装线包含使用管芯附着材料(如焊料或导热膏)附着到引线框架条的管芯支撑焊盘的IC管芯。接下来,使用焊线接合机将引线框的每条引线的焊线安装到IC管芯上的导电焊盘或引线。接下来,所有的QFN器件都是用塑料模制化合物进行整体封装的,只有每个QFN器件的底面没有完全由模制化合物覆盖。接下来,对QFN器件进行质量和功能测试。
在步骤2中,已经过测试的整体封装QFN器件通过附加的引线接合步骤进行处理,在该步骤中,在每个QFN器件的每个引线上放置一个柱形凸块。在另一个实施例中,测试步骤发生在放置柱形凸块之后。
在步骤3中,整体封装的QFN器件被锯分割。
在以上实施例中,柱形凸块工艺是标准的引线接合工艺,并且可以在没有定制设备的情况下以非常低的成本实现。柱形凸块的尺寸允许QFN器件的引线从安装封装的PWB“突出”,并且在表面安装期间由焊料封装,从而形成可检查且高度可靠的焊点。根据需要,可以使用多个柱形凸块和不同的焊线直径来进一步调整支座高度。在一个实施例中,引线接合工艺在QFN器件上的每个引线上应用柱形凸块作为支座,该工艺也可以用于根据需要调整柱形凸块的位置。此外,QFN封装的板级可靠性非常重要,因为传统的QFN器件和系统板之间不存在会导致CTE失配和应力的支座。所公开的实施例可以很好地改善CTE失配和应力,因为金属间化合物沿着PCC接头与焊料形成,并且可以将焊料机械锁定在适当的位置。
此外,虽然以上实施例描述了使用柱形凸块作为人工支座机构,但是也可以使用其它技术,例如替代铆钉或支柱作为支座机构,或者甚至在引线框制造时在引线中的柱形凸块的高度周围形成凸块。
在要求保护的发明的范围内,许多其它方面及其变化是可能的,并且在不脱离本公开的范围的情况下,可以进行进一步的添加、删除、替换和修改。
- 具有当附着到PWB时能够检查焊点的机构的QFN器件及其制造方法
- 一种PCBA上QFN封装器件的焊点缺陷分析方法