一种自动清洗系统
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及建筑技术领域,具体涉及一种自动清洗系统。
背景技术
建筑领域,通常采用料斗作为水泥混凝土的运输载体。但是料斗使用之后,需要进行清洗,将其中的余料清除干净。现有技术中通常采用人工手动方式对料斗进行清洗,作业效率低下,安全性不高。
发明内容
本发明主要解决的技术问题是,提供一种自动清洗系统,用于提高料斗清洗的作业效率和安全性,实现自动化作业。
为解决上述技术问题,本发明采用的技术方案为:
一种自动清洗系统,包括:周向均布于一圆周上的四个工位和位于四个工位中间的中央流转装置;中央流转装置包括:整体支架及轨道,在整体支架及轨道上做旋转运动的主行星驱动机构,以及置于主行星驱动机构上的四个载斗装置;四个载斗装置用于承载料斗,在主行星驱动机构的带动下按周期流转,依次分别进入四个工位;四个工位依次为:位于下料装置下方、安装有称重机构的1号工位;安装有升降台机构的2号工位;安装有一开料斗机构的3号工位;安装有另一开料斗机构和清洗机构的4号工位;其中,
1号工位,用于:如果本周期该工位有从4号工位流转到来的已清洗的料斗,则对该料斗进行装料,通过称重机构对该料斗进行称重,使得该料斗达到指定重量时停止装料;并在下一周期将已装料的料斗流转至2号工位;
2号工位,用于:如果本周期该工位没有料斗,则通过升降台机构将运输车运载而来的待清洗料斗从运输车上收走,并在下一周期将该待清洗料斗流转至3号工位;或者,如果本周期该工位有从1号工位流转到来的已装料的料斗,则通过升降台机构将该已装料的料斗送到运输车上;
3号工位,用于:如果本周期该工位有从2号工位流转到来的待清洗料斗,则通过该工位的开料斗机构将该待清洗料斗打开,以清除其中的余料;并在下一周期将该待清洗料斗流转至4号工位;
4号工位,用于:如果本周期该工位有从3号工位流转到来的待清洗料斗,则通过该工位的开料斗机构将该待清洗料斗打开,通过清洗机构喷射高压水流对该待清洗料斗进行清洗;并在下一周期将已清洗的料斗流转至1号工位。
其中,为便于统一管理,实现全流程的一致化作业,所述系统可设有控制电箱,用来对中央流转装置以及四个工位的各个装置进行统一控制。控制电箱内例如可以采用PLC(Programmable Logic Controller,可编程逻辑控制器)作为主控器件。
一种可能的实现方式中,所述整体支架及轨道,包括带有圆形轨道的支架机构、设于支架机构中心的齿轮、用于驱动齿轮的液压马达以及编码器;所述主行星驱动机构,包括中间设有从动轮的整体支架,整体支架具有分别对应于四个工位的四个端部,每个端部的底面设有运行于圆形轨道上的运动轮;从动轮与齿轮啮合连接,在齿轮的驱动下带动整体支架做旋转运动;四个载斗装置分别设置在整体支架的四个端部上,载斗装置包括可分离的安置在端部的可升降平台,可升降平台上设有用于对承载的料斗进行定位的若干个限位块组件。
一种可能的实现方式中,所述称重机构,包括电子秤组件和能够顶起电子秤组件的液压缸;当需要称重时,液压缸带动电子秤组件将载斗装置及其承载的料斗一起向上升起,以便电子秤组件对料斗进行称重。
一种可能的实现方式中,所述称重机构还包括主体支撑架,主体支撑架的顶部设有若干个铜套组件,若干个导向轴可活动的安装在若干个铜套组件内,电子秤组件安装在若干个导向轴的顶部;其中,至少一个导向轴的下端还设有位置感应片,主体支撑架上还设有与位置感应片配合的上升到位传感器和下降到位传感器。
一种可能的实现方式中,所述升降台机构,包括:可在竖直方向上运动的升降装置,通过连接件驱动该升降装置升降的液压缸,以及用于承载升降装置和液压缸的支架,支架上设有用来检测升降装置是否下降到位的下降传感器和是否上升到位的上升传感器。
一种可能的实现方式中,所述2号工位还安装有用于在每个周期对主行星驱动机构进行阻挡定位的阻挡机构,阻挡机构包括固定支架,固定支架上设有铜套组件,铜套组件内设有档轴,固定支架上还设有用于驱动档轴升起或下降的气缸,档轴升起时实现对主行星驱动机构进行阻挡定位,固定支架上还设有用于检测档轴运动的上升到位传感器和下降到位传感器;所述主行星驱动机构上还设有与档轴配合的缓冲胶柱。
一种可能的实现方式中,所述开料斗机构,包括:由气缸驱动的开挂钩推块,用于推开料斗的挂钩装置;由电机驱动的开斗手臂,用于下压或推动料斗的连杆机构,以打开或关闭料斗开口;以及,用于检测气缸前进或后退的传感器,和用于检测开斗手臂运动位置的传感器。
一种可能的实现方式中,所述开挂钩推块安装于两个推杆的前端,两个推杆安装在两个直线轴承内,推杆上套设有位于直线轴承和开挂钩推块之间的弹簧,两个直线轴承固定在滑动底座上,滑动底座安装在滑轨上,气缸通过驱动滑动底座在滑轨上运动带动开挂钩推块运动。
一种可能的实现方式中,所述清洗机构,包括:用于盖住料斗开口的料斗盖板,用于向料斗内喷出高压水流的喷头,与喷头连接的进水管接口,带动喷头和料斗盖板上升或下降的升降气缸,以及,用于检测升降气缸运动的上升到位传感器和下降到位传感器。
一种可能的实现方式中,每个工位还分别设置有用于检测料斗是否到位的料斗到位传感器。
从以上技术方案可以看出,本发明实施例具有以下优点:
本发明的自动清洗系统,设有四个工位,包括用于装料和称重的1号工位、用于送料斗和收料斗的2号工位、用于清除料斗余料的3号工位和用于清洗料斗的4号工位,该系统通过中央流转装置将料斗在四个工位之间流转,并与运输车、下料装置无缝衔接,实现了从收料斗、清洗、装料到送料斗的全流程的自动化作业,大大提高了作业效率和安全性。
该系统还具有以下特点:
1、料斗和运输车单独存在,分离状态,互不影响。在清洁料斗的同时, 运输车还能续继运作, 提高运输效率。
2、四个工位可同时使用,互相不冲突;由此可节省时间,提高出料效率。
3、在使用过程中,如果有任意料斗出现问题,只需调走该斗,不影响其它工位的使用。
4、可根据需要称出所需的混凝土的量,由此下料精准,不浪费混凝土。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例和现有技术描述中所需要使用的附图作简单地介绍。
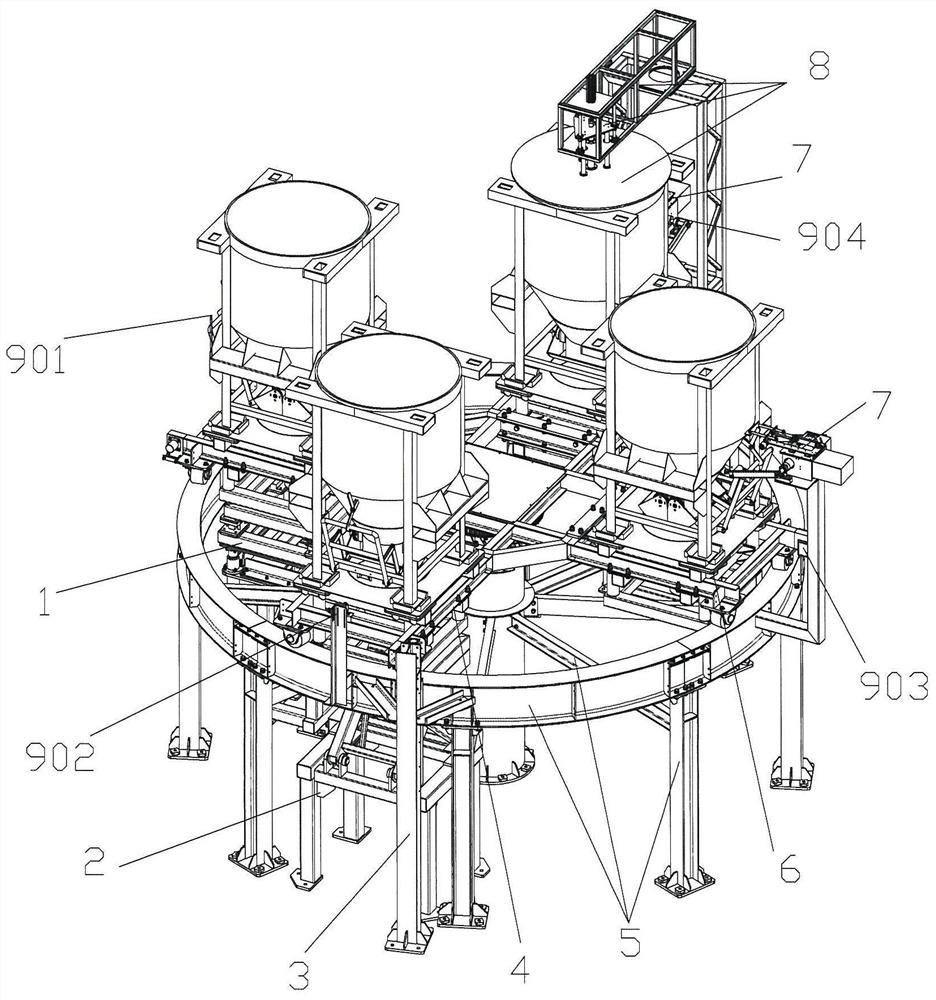
图1是本发明一个实施例中一种自动清洗系统的分解结构示意图;
图2是本发明一个实施例中一种自动清洗系统的整体结构示意图;
图3是本发明一个实施例中称重机构的结构示意图;
图4是本发明一个实施例中升降台机构的结构示意图;
图5是本发明一个实施例中阻挡机构的结构示意图;
图6是本发明一个实施例中开料斗机构的结构示意图;
图7是本发明一个实施例中清洗机构的结构示意图;
图8是本发明一个实施例中整体支架及轨道的结构示意图;
图9是本发明一个实施例中主行星驱动机构和载斗装置的结构示意图。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
下面通过具体实施例,进行详细的说明。
请参考图1和图2,本发明的一个实施例,提供一种自动清洗系统。该系统包括:周向均布于一圆周上的四个工位和位于四个工位中间的中央流转装置。中央流转装置带动料斗按周期流转,依次分别进入四个工位;四个工位依次包括:用于装料和称重的1号工位、用于送料斗和收料斗的2号工位、用于清除料斗余料的3号工位和用于清洗料斗的4号工位。该系统通过中央流转装置将料斗在四个工位之间流转,实现从收料斗、清洗、装料到送料斗的全流程的自动化作业,从而提高作业效率和安全性。
其中,中央流转装置包括:整体支架及轨道5,在整体支架及轨道5上做旋转运动的主行星驱动机构4,以及置于主行星驱动机构4的四个载斗装置6;四个载斗装置6用于承载料斗,在主行星驱动机构4的带动下按周期流转,依次分别进入四个工位。
四个工位中:1号工位位于下料装置下方、安装有称重机构1,2号工位安装有升降台机构2,3号工位安装有一开料斗机构7,4号工位安装有另一开料斗机构7和清洗机构8。各个工位的功能如下。
1号工位,为装料及称重工位,用于:如果本周期该工位有从4号工位流转到来的已清洗的料斗,则对该料斗进行装料,通过称重机构1对该料斗进行称重,使得该料斗达到指定重量时停止装料;并在下一周期将已装料的料斗流转至2号工位。
2号工位,为送料斗和收料斗工位,用于:如果本周期该工位没有料斗,则通过升降台机构2将运输车运载而来的待清洗料斗从运输车上收走,并在下一周期将该待清洗料斗流转至3号工位;或者,如果本周期该工位有从1号工位流转到来的已装料的料斗,则通过升降台机构2将该已装料的料斗送到运输车上。
3号工位,为清除料斗余料工位,用于:如果本周期该工位有从2号工位流转到来的待清洗料斗,则通过该工位的开料斗机构7将该待清洗料斗打开,以清除其中的余料;并在下一周期将该待清洗料斗流转至4号工位。
4号工位,为清洗料斗工位,用于:如果本周期该工位有从3号工位流转到来的待清洗料斗,则通过该工位的开料斗机构7将该待清洗料斗打开,通过清洗机构8喷射高压水流对该待清洗料斗进行清洗;并在下一周期将已清洗的料斗流转至1号工位。
进一步的,2号工位还可以安装有阻挡机构3,用来在每个周期对主行星驱动机构4进行阻挡定位。
进一步的,每个工位还分别设置有用于检测料斗是否到位的料斗到位传感器,具体包括:用来检查2号工位的料斗是否到位的料斗到位传感器902,用来检查3号工位的料斗是否到位的料斗到位传感器903,用来检查4号工位的料斗是否到位的料斗到位传感器904,以及,用来检查1号工位的料斗是否到位的料斗到位传感器901。
进一步的,为便于统一管理,实现全流程的一致化作业,所述系统可设有控制电箱,用来对中央流转装置以及四个工位的各个装置进行统一控制。
下面,进一步对该系统的组成部分做进一步描述。
请参考图3,是本发明一个实施例中,所述称重机构1的结构示意图。该称重机构1主要用来对料斗称重,提供下料时混凝土重量数据。用来计算生产用量, 减少浪费材料。该称重机构1主要包括以下组件:
电子称组件101:该组件用来对料斗进行称重。应用时,称取载斗装置6及其承载的料斗的总重量,去除载斗装置6及料斗本身的重量,即得到料斗中的混凝土的重量数据。该组件可以由称重装置及电子称系统组成。当料斗内的混凝土重量达到要求时,电子称系统会发出信号给控制电箱(控制中心),控制中心控制下料装置停止下料。该组件可以由4个称重模块组成。
铜套组件102:用于固定导向轴103防止左右移动和导向作用。该组件共有四组。
导向轴103:该机构共有4条同样的导向轴103;用于液压缸升降料斗时的导向和限位作用。
液压缸104:液压缸主要用于升降料斗。具体可以是将载斗装置及其支撑的料斗一同升起。
上升到位传感器105:当料斗上升时,位置感应片感应到该传感器,升起到位。此时该传感器会传出信号给自动清洗系统控制电箱内的PLC,PLC发出指令使液压缸104对应的电磁阀关闭,从而令液压缸104停止。
位置感应片106:该感应片可以是铁质材质,固定于对应的其中一条导向轴下端,同导向轴一起上下移动,以达到使感应器通断从而控制液压缸的作用。
下降到位传感器107:当料斗下降时,位置感应片感应到该传感器,下降到位。此时传感器会传出信号给自动清洗系统控制电箱内的PLC,PLC发出指令使液压缸104对应的电磁阀关闭,从而令液压104缸停止。
主体支撑架108:作为称重机构1其它组件的支撑部件,其它组件安装在该主题支撑架108上。
请参考图4,是本发明一个实施例中,所述升降台机构2的结构示意图。升降台机构2主要用作运输车和自动清洗系统之间的连接工具。当2号工位没有料斗时用来卸载运输车上的料斗, 当2号工位有料斗时用来升起给运输车载斗。
升降台机构2主要包括以下组件:
升降装置201:该装置是连杆机构,由方通支撑杆、滑轮、轴承等组成的可在竖直方向上发生形变从而改变高度的装置。该装置由液压缸203驱动上下移动,用于取斗和收斗。
连接件202:该工件用于连接液压缸203与升降装置201。
液压缸203:用于通过连接件202驱动升降装置升降。
下降传感器204:当升降装置下降到位时,该下降传感器有信号输出,液压缸停止。
上升传感器205:当升降装置上升到位时,该上升传感器有信号输出,液压缸停止。
支架206:用于安放升降装置及液压缸等配件。
请参考图5,是本发明一个实施例中,所述阻挡机构3的结构示意图。阻挡机构3的主要功能是: 用来控制主行星驱动机构4停止定位, 提供一种更稳定的方法给运输车卸除斗时和自动清洗系统准确连接。
阻挡机构3主要包括以下组件:
铜套组件301:用于挡轴的导向和固定作用。该组件铜套共有两个。
挡轴302:由气缸推动或拉回以阻挡载斗装置或使该装置通过。
上升到位传感器303:当气缸推动挡轴上升至该感应器有信号输出时,控制电箱内的PLC会根据该信号发出指令,使气缸对应的电磁阀关闭,进而气缸停止。
气缸304:用于推出或拉回挡轴。
下降到位传感器305:当气缸推动挡轴下降至该感应器有信号输出时,控制电箱内的PLC会根据该信号发出指令,使气缸对应的电磁阀关闭,进而气缸停止。
固定支架306:用于固定以上组件(配件、工件)。
请参考图6,是本发明一个实施例中,所述开料斗机构7的结构示意图。开料斗机构7有两个,分别设置在3号和4号工位上, 是用来打开料斗开口把斗内的余料、清洁物等卸出。
开料斗机构7主要包括以下组件:
弹簧701:用于缓冲开挂钩气缸向前运动时的冲击力。该弹簧共有两条,套设在两条推杆上。
直线轴承702:用于推杆的导向和固定作用。该轴承共有两个,两个推杆分别安装在这两个轴承内,可在轴承内前后滑动。
气缸前进传感器703:用于开挂钩气缸前进到位时,发出信号到控制电箱PLC,使气缸相应的电磁阀关闭,进而气缸停止。
开挂钩气缸704:在需要开料斗口前,由该气缸推动推杆,利用推杆前端的开挂钩推块714把料斗上面的挂钩装置打开。
气缸后退传感器705:当开挂钩气缸收到信号收回时,该传感器发出信号到控制电箱PLC,使气缸相应的电磁阀关闭,进而气缸停止。
开斗电机706:用于输出动力,带动开斗手臂运动,以实现打开料斗开口和管壁料斗开口。该电机由相应的变频器控制通断。
安装底板707:用于安装固定整个开斗机构的组件。
原点传感器708:当开料斗机构未工作或等待工作时,开斗手臂需停止在该位置。
关料斗传感器709:需要关斗时,开斗电机会带动开斗手臂运动,当感应到该传感器后,电机停止。
开料斗传感器710:需要开斗时,开斗电机会带动开斗手臂运动,当感应到该传感器后,电机停止。
开斗手臂711:用于下压或推动料斗的连杆机构,以打开或关闭料斗开口。
联轴器712:用于连接开斗电机输出轴与开斗手臂,以使电机输出动力给开斗手臂。
滑轨713:用于气缸带动推杆前后移动时的限位和直线导向作用。两个直线轴承702及其上安装的两个推杆、开挂钩推块等,安装在一滑动底座上,该滑动底座在滑轨713上,由气缸驱动而滑动。
开挂钩推块714:用来推开料斗的挂钩装置,其配合弹簧、直线轴承和开挂钩气缸等一起使用。
请参考图7,是本发明一个实施例中,所述清洗机构8的结构示意图。清洗机构8设置在4号工位,主要功能是: 用来盖在斗顶并喷出高压水, 将料斗内的混凝土冲出斗外面。
清洗机构8主要包括以下组件:
升降气缸801:用于带动清洗喷头及料斗盖板上下移动。
导向轴802:用于升降气缸带动清洗工件(包括喷头及料斗盖板)上下移动时的导向作用。
进水管接口803:用于连接进水管,将水流输送到喷头。
料斗盖板804:该盖板下面可安装有防水棉,当料斗到达4号工位需要清洗时,升降气缸带动料斗盖板下压,防水棉贴紧料斗开口,用于清洗料斗时防止水外溢。
喷头805:用于洗斗时喷出高压水流,以清洗料斗内部。
上升到位传感器807:用于感应升降气缸801是否上升到位。当该传感器有信号输出时,控制电箱内的PLC发出指令,使该工位的开料斗机构动作。
下降到位传感器808:于感应升降气缸801是否下降到位。当该传感器有信号输出时,控制电箱内的PLC会根据该信号指令启动增压水泵,以清洗料斗。
请参考图8,是本发明一个实施例中,所述整体支架及轨道5的结构示意图。所述整体支架及轨道5作为整个系统的主体承重机构,主要由以下组件构成:
支架结构501:由弧形工字钢、工字钢和圆形柱体等部件组装组成,包括中心圆形柱体和外围圆形轨道,以及连接中心圆形柱体和外围圆形轨道的若干连接件,中心圆形柱体的底部支撑于地面,外围圆形轨道的下方设有支撑腿。该带有圆形轨道的支架机构501,使主行星驱动机构4和载斗装置6在上面以中心圆形柱体为中心、在圆形轨道上做绕圆运动。
齿轮502:设于支架机构501的中心圆形柱体的顶端。该齿轮502是主动齿轮,由液压马达503带动旋转,从而带动主行星驱动机构4上的从动轮旋转,进而带动载斗装置6在圆周上运动。
液压马达503:设于支架机构501,用于输出动力驱动齿轮502转动,进而带动主行星驱动机构4运动。该液压马达503可以由液压站相应的电磁阀的通断来控制通断。
编码器504:安装于编码器固定支架的中心位置,该支架固定于支架结构501中的中心圆形柱体的上表面位置,编码器的中心与支架结构501中的中心圆形柱体的中心重合;编码器输出轴上固定有连接架,连接架两端固定在从动轮405上。当液压马达503通过齿轮502等带动载斗装置6转动时,编码器504的轴也会跟随转动,从而会传出脉冲信号给控制电箱,以反馈载斗装置6的位置。
请参考图9,是本发明一个实施例中,所述主行星驱动机构4和载斗装置6的结构示意图。所述主行星驱动机构4安装在整体支架及轨道5上,可在整体支架及轨道5上做旋转运动;用来承载料斗的载斗装置6安置在主行星驱动机构4上,以带动料斗流转到不同的工位。
所述主行星驱动机构4包括以下组件:
整体支架401:该支架主要是根据设计要求由工字钢焊接而成。起到承重和连接作用。整体支架401具有分别对应于四个工位的四个端部。
运动轮404:整体支架401的每个端部的底面可设置有2个运动轮404,整个主行星驱动机构4共有8个;运动轮404运行于整体支架及轨道5的圆形轨道上,主要作用是整个机构旋转时减小阻力,易于启动。
从动轮405:设于整体支架401的中央。该从动轮与齿轮502啮合连接。液压马达503带动作为主动轮的齿轮502输出动力,驱动该从动轮405旋转,从动轮405和整体支架401是固定在一起的,从而带动整体支架401旋转,最终实现整个主行星驱动机构4的旋转运动。
缓冲胶柱406:可选择在整体支架401的适当位置设置若干个缓冲胶柱406,该缓冲胶柱406与阻挡机构3的档轴302配合。具体的,该缓冲胶柱可一共设置4个。当主行星驱动机构4带动载斗装置6每次到达2号工位时,该缓冲胶柱406就会由于运动惯性挤压到挡轴302,起到缓冲作用。而且,下方可进一步设有定位块, 只需要调节好定位块位置, 只需要配合挡轴使用, 就能定好自动清洗系统和运输车上落斗位置不准确问题。
所述载斗装置6共有4个,分别设置在主行星驱动机构4的整体支架401的四个端部上。载斗装置6可包括:
可升降平台601:该平台主要用于安放料斗,以可分离的方式安置在整体支架401的端部。该可升降平台可在要求范围内由其它动力机构支撑上下运动,以达到所需的作用。
限位块组件602:可升降平台上402设有用于对承载的料斗进行定位的若干个限位块组件602。限位块组件602用于料斗放到载斗装置上面时不走位,既起到每次可以顺利取放料斗又起到安全保护作用。该组件共有16组,每个可升降平台402上设置4组,每组由4个梯状金属块组成,每个金属块的斜面向内,围合成上大下小的凹槽,主要作用是使料斗的脚座可以顺利进入该组件围合成的凹槽内,对料斗的脚座进行限位,防止料斗移动。
一些实施例中,本发明的自动清洗系统运作流程包括如下步骤:
S01、初始时,自动清洗系统1、3、4号工位上都会有空的料斗。
S02、当控制中心操作员按下下料键时,执行以下操作。
S03、自动清洗系统控制电箱(控制器)输出信号,使液压站启动令1号工位的液压缸104升起,此时液压缸推动令该工位的可升降平台601离开了整体支架401,同一时间该工位的称重机构1会称出可升降平台和斗的重量,自动称重去皮;并打开下料装置,当混凝土落到斗内的同时,称重机构会实时返回重量信息,如达到指定重量,会马上关闭下料装置停止下料。自动清洗系统控制器再次输出信号,使液压站控制液压缸下降直到下位感应到位107。此时可升降平台601已经回到整体支架401上,等待下一步运作。
S04、当1号工位下料的同时,已经有一台运输车载着需要清洗的料斗行驶到2号工位上方。当运输车对准位置并停止下来后,自动清洗系统控制电箱输出信号,使液压站启动2号工位的液压缸203升起该工位的可升降平台601直到传感器到位。在上升到指定高度后料斗脚板会和可升降平台面板接触;假如料斗有轻微移位,此时限位块组件602就会起作用,限位块的斜面会碰到料斗脚板,从而修正料斗放在可升降平台的位置。当可升降平台带着料斗升到最高位置传感器后,自动清洗系统控制器会发出信号给运输车把锁斗装置打开,打开完成后运输车会发出信号给自动清洗系统,系统控制电箱输出信号,使液压站启动液压缸203下降直到传感器204到位,同时可升降平台也会回到整体支架401上,当以上动作完成后,运输车离开2号工位。
S05、以上动作都完成后,2号工位的传感器902会检查该工位的可升降平台601上是否有料斗和放斗的位置是否正确;当收到确定信号后,系统会控制气缸304收回挡轴302直到触发下降到位传感器305,之后PLC会指令液压马达驱动主行星驱动机构4转动,使载斗装置6载着空的料斗转离运输车,同一时间编码器504会马上返回转动信息给控制器。当转动到指定位置时,控制器会再次启动气缸304将挡轴升起直到触发上升到位传感器303,此时主行星驱动机构4续继转动直到载斗装置上的缓冲胶柱挤压到挡轴302。
S06、此时,主行星驱动机构4上斗的位置刚好换了另一个位置,原本1号工位刚刚下满料的料斗,现在刚好转到2号工位运输车下方并触发了传感器902,控制电箱会控制2号工位的液压缸203将升降装置升起导致可升降平台601和料斗一起升起直到触发传感器205,传感器205触发后,自动清洗系统会发出信号给运输车,车上销斗装置就会销上并将信号返回给清洗系统;系统就会再次启动液压缸203将升降装置降下来直到触发传感器204,并将信号发给运输车,此时运输车就会离开清洗系统。
S07、在载斗同时1号工位如收到下料指令就会按S03步骤描述进行下料。
S08、另一方面,同一时间3号工位传感器903被触发,系统启动开斗电机并以逆时针转动,通过联轴器,转动开斗手臂,直到触发关料斗传感器;目的是先推动料斗的手臂,降低锁斗装置的张紧力度;之后启动开挂钩气缸,推杆往前推,直到触发气缸前进传感器,当推杆往前推同时会带动弹簧、直线轴承和开挂钩推块。因每个料斗的锁斗装置会有松紧不一的情况,所以当开挂钩推块接触到料斗的锁斗装置时弹簧能起缓冲作用。如果锁斗装置太紧时,开挂钩推块会通过直线轴承往后移;同一时间弹簧会被压紧,推缸往前推,推力就会增加,直到把锁斗装置推开。万一推不开锁斗装置,需把弹簧紧缩到最短行程,不会影响推缸装置。当推开锁斗装置后,系统再次启动开斗电机,但本次是以顺时针转动,通过联轴器,转动开斗手臂,直到触发开料斗传感器;此时开斗手臂前端刚好把料斗的手臂压下,通过杠杆效应把料斗口打开。如果料斗内有余料就会倒下来到下方的收集容器内。同时气缸会收起直到触发气缸后退传感器,把料斗上的锁斗装置放下,系统会按照设定,控制开斗时间;当时间到达后,系统会启动开斗电机,并以逆时针转动直到触发原点传感器,因此时开斗手臂已经离开了料斗的手臂,料斗开口会自然关上等待下一步运作。
S09、当操作员再次按下下料键时,系统会再次按S3-S7步骤运作。
S10、而刚刚在3号工位的料斗会转动到4号工位上;当4号工位传感器904感应到料斗后,升降气缸801会将料斗盖板804和喷头805通过导向轴802的导向而平稳放下,料斗盖板804下方的防水棉会刚好压在斗上,此防水棉可提供一个较好的密封效果防止水花溅出。当触发了下降到位传感器808时,系统启动高压水泵,通过进水管接口803传到喷头805。喷头上安装了多个不同角度的喷嘴,令喷出来的水能够喷到料斗内不同的位置。系统会根据设定的时间喷出清水,之后系统发出信号控制开斗装置将斗内的污水排到下方污水收集处进行处理。开斗运作方法和上述3号工位一样;开斗时间也是根据设定的时间来运作,当时间到达后,关斗信号发出,开挂钩气缸推出,根据上面3号工位的描述将锁斗装置推开;之后开斗电机以逆时针转动,通过联轴器,转动开斗手臂,直到触发关料斗传感器。此时开挂钩气缸往后退,直到触发传感器锁斗装置会倒下来,并把料斗的手臂钩在一起,最后电机再次启动以顺时针方向转动返回零点位置。这样整个清洗过程完成,等待转回1号工位下料。
S11、当清洗完毕,4号工位的所有机构回到各自的原点;当所有信号到位后,挡轴收回,液压马达对应的电磁阀动作使液压马达转动,载着清洗过后的干净空料斗旋转到1号工位等待再次使用。
S12、以上都顺利完成后,自动清洗系统整个流程完成。
以上,通过具体的实施例,对本发明公开的自动清洗系统的系统结构及其工作流程进行了详细说明。
从以上技术方案可以看出,本发明实施例具有以下优点:
本发明的自动清洗系统,设有四个工位,包括用于装料和称重的1号工位、用于送料斗和收料斗的2号工位、用于清除料斗余料的3号工位和用于清洗料斗的4号工位,通过中央流转装置将料斗四个工位之间流转,实现了从收料斗、清洗、装料到送料斗的全流程的自动化作业,大大提高了作业效率和安全性。
该系统还具有以下特点:1、料斗和运输车单独存在,分离状态,互不影响。在清洁料斗的同时, 运输车还能续继运作, 提高运输效率。2、四个工位可同时使用,互相不冲突;由此可节省时间,提高出料效率。3、在使用过程中,如果有任意料斗出现问题,只需调走该斗,不影响其它工位的使用。4、可根据需要称出所需的混凝土的量,由此下料精准,不浪费混凝土。5、可进一步在系统下方设置带有过滤功能的特制废水池,清洗料斗后的水经过沉淀去杂质后可重复洗斗用;可以节约水资源。
以上,通过具体实施例对本发明的技术方案进行了详细说明。在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述的部分,可以参见其它实施例的相关描述。
应当理解,上述各实施例仅用以说明本发明的技术方案,而非对其限制。本领域的普通技术人员,可以对上述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和保护范围。
- 一种浸入式水质自动监测仪探头自动清洗系统
- 一种粉末涂料生产线的自动清洗方法以及自动清洗系统