一种磨削机构及复合磨床
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及机械加工设备中的磨床,特别涉及一种磨削机构及复合磨床,属于磨床技术领域。
背景技术
机械加工设备中,磨床是一种常规精密加工机床,常规磨床有内圆磨床、外圆磨床、平面磨床、工具磨床等等。这些常规磨床一般只有一个磨头,且功能单一,内圆磨床只能进行内圆磨削加工,外圆磨床仅能进行外圆磨削加工。一件工件需要多次更换设备才能完成内圆、外圆、斜面等多个磨削工序的加工,不仅加工效率低,而且工件经过多次装夹后其加工精度很难得到保证。因此,单一功能的磨床已逐渐被近来出现的多磨头复合磨床所取代。
目前,多磨头复合磨床设置的磨头进给方向及路线固定,只能进行内圆和外圆磨削加工;针对非标异形工件,尤其是带弧形曲面的工件,现有的磨头无法对其进行磨削加工,使得复合磨床能加工的产品有限。
发明内容
针对现有技术的不足,本发明提供了一种磨削机构,该磨削机构可多方位调节。通过该磨削机构,现有复合磨床能够满足工件的特殊加工要求,可解决现有技术中磨头无法磨削加工非标异形工件的问题。
为实现上述目的,本发明提供了以下技术方案:
一种磨削机构,具有预设的X向、Y向和Z向,该磨削机构包括:
底板,可沿着所述X向滑动;
旋转架,与所述底板转动连接,可绕着所述Y向旋转;
第一电机,与所述旋转架转动连接,可绕着所述Z向旋转;
第一磨头,设置于所述第一电机的输出端。
在本申请公开的一个实施例中,
所述磨削机构还包括第一转台和第二转台;
所述第一转台设置在所述底板上,所述旋转架设置于所述第一转台上;
所述第二转台设置在所述旋转架上,所述第一电机设置于所述第二转台上。
在本申请公开的一个实施例中,
所述磨削机构还包括一升降板;
所述升降板滑动设置于所述旋转架上,所述第一电机以所述Z向为旋转中心线方向转动设置于所述升降板上。
在本申请公开的一个实施例中,
所述磨削机构还包括一升降板;
所述升降板滑动设置于所述旋转架上,所述第二转台固定设置于所述升降板上。
在本申请公开的一个实施例中,
所述旋转架内设置有螺杆及用于驱动所述螺杆转动的动力源;
所述螺杆与所述升降板传动连接,以带动所述升降板沿着所述Y向升降。
在本申请公开的一个实施例中,所述第一转台和/或所述第二转台为分度盘。
一种复合磨床,包括:
床身、Z轴进给机构、X轴进给机构及上述的磨削机构;
所述Z轴进给机构设置于所述床身上,所述X轴进给机构设置于所述Z轴进给机构上,所述磨削机构设置于所述X轴进给机构上;
其中,当所述X轴进给机构和所述Z轴进给机构执行进给动作时,所述磨削机构可在X轴方向和Z轴方向上移动。
在本申请公开的一个实施例中,
所述Z轴进给机构包括:Z轴导轨、Z轴进给座、Z轴滚珠丝杠及Z轴进给电机;
所述Z轴导轨成对地固定设置在所述床身上,所述Z轴进给座滑动连接在所述Z轴导轨上且其底端与所述Z轴滚珠丝杠相传动连接,所述Z轴滚珠丝杠与所述Z轴进给电机相传动连接,所述Z轴进给电机安装在所述床身上;所述X轴进给机构设置于所述Z轴进给座上。
在本申请公开的一个实施例中,
所述X轴进给机构包括:X轴导轨、X轴进给座、X轴滚珠丝杠及X轴进给电机;
所述X轴导轨成对地固定设置在所述Z轴进给座上,所述X轴进给座滑动连接在所述X轴导轨上且其底端与所述X轴滚珠丝杠相传动连接,所述X轴滚珠丝杠与所述X轴进给电机相传动连接,所述X轴进给电机安装在所述Z轴进给座上;所述磨削机构设置于所述X轴进给座上。
在本申请公开的一个实施例中,
所述复合磨床还包括一C轴旋转机构;
所述C轴旋转机构沿着所述Z轴方向布置且位于所述床身的一端;
所述C轴旋转机构包括伺服电主轴、液压回转缸及三爪卡盘;
所述液压回转缸设置于所述伺服电主轴上,所述三爪卡盘设置于所述液压回转缸的工作端。
在本申请公开的一个实施例中,
所述复合磨床还包括至少一套磨头组件;
所述磨头组件包括:Z轴进给模组、第二电机及第二磨头;
所述Z轴进给模组设置在所述X轴进给机构上,所述第二电机设置在所述Z轴进给模组上,所述第二磨头设置在所述第二电机的输出端。
在本申请公开的一个实施例中,
所述第二磨头包括刀塔及依次固定连接在所述刀塔上的第一砂轮、第二砂轮;
所述刀塔与所述第二电机的输出端相连接,所述第一砂轮呈圆台结构,所述第二砂轮呈锥台结构。
与现有技术相比,本发明的有益效果是:
1、本申请公开的磨削机构可在XZ平面内、XY平面内实现旋转,可针对工件的形状适应性地调整角度,有效满足了工件的特殊加工要求,能够磨削加工非标异形工件,扩大了复合磨床加工产品的范围。
2、本申请公开的复合磨床设置有磨削机构及至少一套磨头组件,每一套磨头组件可单独工作,从而可对经过一次装夹的工件一次性完成内圆、外圆、台阶、斜面等多个磨削工序的加工,不用更换设备,不仅保证了工件的加工精度,而且也提高了加工效率。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
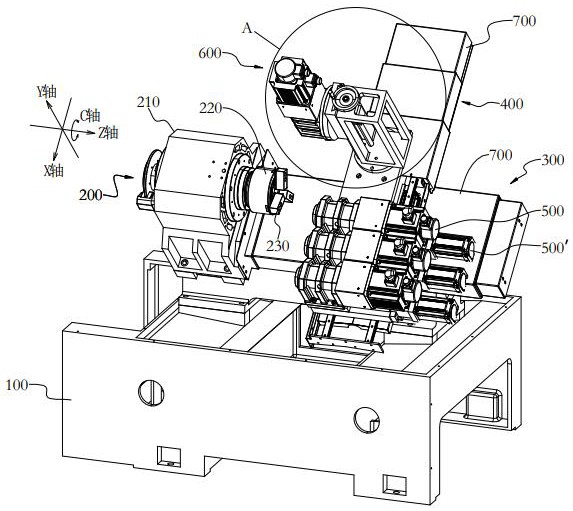
图1为本申请实施例提供的复合磨床的立体结构示意图;
图2为图1中局部A放大结构示意图;
图3为图1的左视结构示意图;
图4为本申请实施例提供的另一角度下的复合磨床的立体结构示意图;
图5为图4中局部B放大结构示意图;
图6为隐藏伸缩防护罩后床身与两进给机构的立体结构示意图;
图7为其中一台第二磨头的立体结构示意图;
图8为其中一种待磨削工件的立体结构示意图;
图9为其中一种待磨削工件另一角度下的立体结构示意图。
附图标记如下:
100、床身;
200、C轴旋转机构,210、伺服电主轴,220、液压回转缸,230、三爪卡盘;
300、Z轴进给机构,310、Z轴导轨,320、Z轴进给座,330、Z轴滚珠丝杠;
400、X轴进给机构,410、X轴导轨;
500、磨头组件,500´、Z轴进给模组,510、滑台座,520、滑台,530、第二电机,540、第二磨头,541、刀塔,542、第一砂轮,543、第二砂轮;
600、磨削机构,610、底板,620、旋转架,621、螺杆,622、手轮,630、第一电机,640、第一磨头,650、第一转台,660、第二转台,661、升降板;
700、伸缩防护罩;
800、待磨削工件, 810、内圆,820、外圆,830、台阶,840、内斜面,850、槽口,860、倒角。
具体实施方式
在下文中,仅简单地描述了某些示例性实施例。正如本领域技术人员可认识到的那样,在不脱离本发明的精神或范围的情况下,可通过各种不同方式修改所描述的实施例。因此,附图和描述被认为本质上是示例性的而非限制性的。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第二特征。
下文的公开提供了许多不同的实施方式或例子用来实现本发明的不同结构。为了简化本发明的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本发明。
下面结合附图对本发明的实施例进行详细说明。
实施例一:
在本发明提供的一个实施例中披露了一种应用于复合磨床上的磨削机构600,具体参见图1、图2、图5。该磨削机构600具有在XZ平面内、XY平面内转动的功能,当该磨削机构600被配置在复合磨床上时,可显著增加加工自由度,扩大了复合磨床加工产品的范围。
具体地,该磨削机构600包括:
底板610,可沿着X向滑动;
旋转架620,与底板610转动连接,可绕着Y向旋转;
第一电机630,与旋转架620转动连接,可绕着Z向旋转;
第一磨头640,设置于第一电机630的输出端。
本实施例中的X向、Y向和Z向与笛卡尔坐标系中的X轴、Y轴和Z轴所限定的方向基本一致,包括下文中出现的X轴、Y轴和Z轴等术语含义基本相同。但需要理解的是,本申请中多个实施例中出现的X向、Y向和Z向及X轴、Y轴和Z轴并不限定具体的坐标系位置,仅表示X向\轴、Y向\轴、Z向\轴为相互垂直的关系。因此,坐标系可以理解为虚拟的,基于本领域技术人员对技术方案的理解,可以相应地调整其位置。比如,磨削机构600可以构建为一个坐标系,具有磨削机构600的复合磨床可以构建另一个坐标系,这两个坐标系中各坐标轴的指向均相同。本领域技术人员可以灵活地选择某个坐标系作为参考,以理解本发明所披露的技术方案。
底板610可以固定在磨床的一个进给台面上,该进给台面可以由相应的进给机构驱动。比如,底板610固定在磨床的X轴进给机构400上,当X进给机构400被执行X向进给操作时,可带动底板610一同沿着X向滑动,这样磨削机构600作为整体就可沿着X向滑动,在该实施场景中,由于旋转架620可相对底板610绕着Y向转动,第一电机630又可相对旋转架620绕着Z向转动,这样,设置在第一电机630输出端的第一磨头640在空间中具有三个自由度,可根据工件的形状相对灵活地调整姿态,便于磨削加工非标异形工件。当该磨削机构600被配置在磨床上时,可扩大复合磨床的加工范围。
在一个实施场景中,磨削机构600配置有第一转台650和第二转台660。
第一转台650的一端固定设置在底板610上,旋转架620设置在第一转台650的另一端,这样,旋转架620通过第一转台650可相对底板610绕着Y向转动。
第二转台660的一端固定在旋转架620的侧端,第一电机630设置于第二转台660的另一端,这样,第一电机630通过第二转台660可相对旋转架620绕着Z向转动。
在一个变化的实施例中,磨削机构600还包括有升降板661,也就是说,在该实施例中,磨削机构600包括底板610、旋转架620、第一电机630、第一磨头640及升降板661。底板610、旋转架620、第一电机630、第一磨头640的位置关系及作用关系在前述实施例中已有说明,本实施例不再赘述,本实施例重点对升降板661的连接关系及作用关系作出说明。
升降板661沿着Y向滑动设置于旋转架620的侧端,第一电机630以Z向为旋转中心线方向转动设置于升降板661上。在具体的实施场景中,升降板661面向旋转架620的一侧可以设置滑座之类的结构,旋转架620面向升降板661的一侧可以设置滑轨之类的机构,通过滑座与滑轨的配合,升降板661在Y向上相对于旋转架620上下滑动。由于第一电机630设置于升降板661的另一侧,故第一电机630随同第一磨头640也可以在Y向上上下滑动。
在该实施例中,由于增设了升降板661,设置在第一电机630输出端的第一磨头640在空间中则具有四个自由度,这样可根据工件的形状相对灵活地调整姿态,便于磨削加工非标异形工件。当该磨削机构600被配置在磨床上时,进一步扩大复合磨床的加工范围。
在其它的具体实施场景中,参见图2或者图5,第一电机630通过借助第二转台660间接地设置在升降板661上,这样,第一电机630相对于升降板661可以Z向为旋转中心线转动。具体地,升降板661的一侧与旋转架620滑动配合,其另一侧固定设置有第二转台660,第二转台660上固定设置第一电机630,第一电机630的输出端设置第一磨头640。
在其它的实施场景中,旋转架620为空心的矩形框架,其内部设置有螺杆621及用于驱动螺杆621转动的动力源。螺杆621与升降板661传动连接,用以带动升降板661沿着Y向升降,进而可以调节第一磨头640的高度,使第一磨头640能够对不同尺寸的工件进行磨削加工,扩大了加工产品的范围。
动力源可以是手动的,也可以是电动的,本发明不做具体的限定,可根据被加工件的精度要求灵活配置。可以理解的是,当动力源为手动时,动力源可以为手轮622之类的机构,通过转动手轮622带动螺杆621转动,进而带动升降板661升降,如图2和图5所示。当动力源为电动时,动力源可以为伺服电机之类的机构,伺服电机工作时带动螺杆621转动,进而带动升降板661升降。
在本实施例中,第一转台650与第二转台660可以均是分度盘。通过两个分度盘来调节第一磨头640的空间位置和角度,第一磨头640的姿态调整更为精确,这样间接保证了工件的加工精度。
实施例二:
本发明提供的另一个实施例中披露了一种应用前述磨削机构600的复合磨床。该复合磨床的整体结构示意图可参见图1,包括:床身100、Z轴进给机构300、X轴进给机构400及磨削机构600;
Z轴进给机构300设置于床身100上,X轴进给机构400设置于Z轴进给机构300上,磨削机构600设置于X轴进给机构400上;
其中,当X轴进给机构400和Z轴进给机构300执行进给动作时,磨削机构600可在X轴方向和Z轴方向上移动。具体地,磨削机构600中的底板610设置于X轴进给机构400上,这样,第一磨头640就可以在X向、Y向、Z向移动以及绕着Y轴和Z轴旋转,第一磨头640在空间上具有五个自由度,使得该复合磨床能够对不同尺寸、形状的工件进行磨削加工,扩大了加工产品的范围。
为了便于说明,参见图1所示,床身100的正面为操作工位,操作工位朝向床身100的方向作为正面,平行于正面的方向记为Z轴,Z轴正向指向操作工位的右侧;与Z轴垂直且在同一平面内的方向为X轴,X轴正向指向操作工位;Y轴垂直于X轴与Z轴所组成的平面,且朝向操作者方向斜向上;C轴为绕Z轴旋转的轴。所谓的上下、前后、左右均是以图1中的角度进行说明的。
在一个实施例中,Z轴进给机构300包括:Z轴导轨310、Z轴进给座320、Z轴滚珠丝杠330及Z轴进给电机(图中未示出)。
Z轴导轨310成对地固定设置在床身100上,Z轴进给座320滑动连接在Z轴导轨310上且其底端与Z轴滚珠丝杠330相传动连接,Z轴滚珠丝杠330与Z轴进给电机相传动连接,Z轴进给电机安装在床身100上;X轴进给机构400设置在Z轴进给座320上。
Z轴进给电机工作时,带动Z轴滚珠丝杠330转动,通过螺杆副的结构带动Z轴进给座320沿着Z向滑动,使得X轴进给机构400及X轴进给机构400上的其它部件整体在Z向上滑动。
X轴进给机构400整体安装在Z轴进给座320上,其包括与Z轴导轨310垂直的X轴导轨410、X轴进给座(图中未示出)、X轴滚珠丝杠(图中未示出)及X轴进给电机(图中未示出)。X轴导轨410通过过渡连接板之类的结构成对地连接在Z轴进给座320顶面上,X轴进给座滑动连接在X轴导轨上且其底端与所述X轴滚珠丝杠相传动连接,X轴滚珠丝杠与X轴进给电机相传动连接,X轴进给电机安装在Z轴进给座320上;磨削机构600设置于X轴进给座上。
X轴进给电机工作时,带动X轴滚珠丝杠转动,通过螺杆副的结构带动X轴进给座沿着X向滑动,使得磨削机构600可整体在X向上滑动。
上述实施例给出了具体的Z轴进给机构300及X轴进给机构400的示例说明。对于复合磨床而言,复合磨床还可以包括一C轴旋转机构200,该C轴旋转机构200用于夹持圆盘状、圆环状或者是棒类之类的零件并带动它们旋转。
C轴旋转机构200沿着Z轴方向布置且位于床身100的左端;C轴旋转机构200包括伺服电主轴210、液压回转缸220及三爪卡盘230;其中,液压回转缸220设置于伺服电主轴210上,三爪卡盘230设置于液压回转缸220的工作端。
伺服电主轴210可以为交流异步伺服电主轴,通过数控系统控制具有旋转、分度、准停等功能,能够实现工件的位置控制和速度控制,主轴夹紧由液压回转缸220带动三爪卡盘230实现工件的夹紧;如遇特殊工件,三爪卡盘230可换成套筒或者其它装夹方式。
在一个变化的实施例中,C轴旋转机构200活动设置在床身100的左端,即C轴旋转机构200可以以X轴为旋转中心发生一定小幅度的角度转动,这样,该复合磨床在空间上具有六个自由度,近似于一个柔性加工系统,大大拓展了该复合磨床的加工范围。
在具体的实施场景中,床身100的左端固定一个大功率的转动电机,转动电机的工作端配置减速机构,减速机构的工作端配置分度盘, C轴旋转机构200整体再设置在分度盘上,这样即可实现以X轴为旋转中心发生一定小幅度的角度转动的功能,进而拓宽复合磨床的加工范围。更进一步地,C轴旋转机构200可以具有两个加工工位,当一个加工工位加工时,另外一个加工工位用于装夹零件,待加工工位的零件加工完成后,二者互换,这样可大幅度节约装夹工件的时间,一定程度上提高加工效率。
在一个实施场景中,Z轴导轨310与X轴导轨410上方均滑动罩设有伸缩防护罩700、用于保护自身并遮挡灰尘。
上述对复合磨床的结构作了大体的示意性说明,下面对其工作原理作进一步的说明。
以图8和图9所示的待磨削工件800为例,该工件的槽口850与倒角860需要磨削加工,该工件通过固定设于床身100上的C轴旋转机构200夹紧。根据磨削加工要求,参见图1所示,旋转架620以Y轴为旋转中心调整旋转角度,第一电机630以垂直于Y轴的虚拟Z轴为旋转中心调整旋转角度,同时借助升降板661在Y轴方向上调整位置,这样,第一磨头640的姿态可适应性地加工待磨削工件800。之后,第一磨头640在第一电机630驱动下转动,并在Z轴进给机构300及X轴进给机构400驱动下朝着工件进给以对工件进行磨削加工。
其中,在磨削加工槽口850时,第一磨头640上可安装与槽口850宽度匹配的圆台结构的砂轮,第一电机630的轴线与Y轴平行,待磨削工件800被C轴旋转机构200夹紧后固定不动,然后启动第一电机630驱动第一磨头640高速转动,先后通过数控系统控制Z轴进给机构300及X轴进给机构400按照设定的进给路线带着第一磨头640朝着工件进给,逐渐完成槽口850的磨削加工;在加工完一个槽口850后,第一磨头640退开,C轴旋转机构200旋转120°实现工件的分度和准停,继续磨削加工另一个槽口850,之后重复上述过程直至完成三个槽口850的磨削加工。
第一磨头640通过旋转架620及第一电机630的双向旋转,同时在Z轴进给机构300及X轴进给机构400协助下可在空间5个自由度上灵活调整姿态,以对工件进行槽口、倒角及弧面等磨削加工,有效满足了工件的特殊加工要求,能够磨削加工非标异形工件,扩大了复合磨床加工产品的范围。
加工倒角860的工作过程大体同上,这里不再赘述。
实施例三:
参见图4、图6,本发明的最后一个实施例披露了一种带有磨头组件500的复合磨床,磨头组件500至少设有一套,具体包括:Z轴进给模组500´、第二电机530及第二磨头540;其中,Z轴进给模组500´设置在X轴进给机构400上,第二电机530设置在Z轴进给模组500´上,第二磨头540设置在第二电机530的输出端。
参见图1和图3,图1和图3所示出的实施例给出了具有三组磨头组件500的复合磨床的结构示意图,磨头组件500位于X轴进给座的前端或者位于底板610前侧,其通过对应的Z轴进给模组500´驱动可沿Z轴进给以对工件进行磨削加工。
在本实施例中,三套磨头组件500平行排布且磨削功能各异,每套磨头组件500均包括Z轴进给模组500´、第二电机530及第二磨头540,其中Z轴进给模组500´包括滑台座510、滑动设于滑台座510上的滑台520及相应的进给电机,滑台座510安装在X轴进给座的前端或者底板610前侧,进给电机固定安装在滑台座510右侧面上、其输出端与滑台520相连接,用以推动滑台520沿着滑台座510滑动,第二电机530固定安装在滑台520顶端、其输出端与第二磨头540相连接;进给电机、第二电机530分别与数控系统电性连接。即第二磨头540通过第二电机530驱动高速旋转,并在进给电机驱动下向着被C轴旋转机构200夹紧的工件进给,从而实现对工件的磨削加工。
在一个具体的实施场景中,第二磨头540为特制的电动磨头,根据工件的具体加工需求可进行更换,可以是尺寸、形状不同的砂轮或者是其它加工刀具等。其中,第二磨头540的一种结构参见图7所示,其包括刀塔541及依次固定连接在刀塔541上的第一砂轮542、第二砂轮543,刀塔541与第二电机530的输出端相连接,第一砂轮542呈圆台结构,第二砂轮543呈锥台结构。
磨头组件500的工作原理如下:
同样以图8和图9所示的待磨削工件800为例,该工件大体类似于一个圆环类的零件,该工件的内圆810、外圆820、台阶830及内斜面840均需要磨削加工。根据这些磨削加工要求,更换上对应的第二磨头540并将待磨削工件800装夹在C轴旋转机构200上后,Z轴进给机构300驱动X轴进给机构400沿Z轴左右进给,而X轴进给机构400驱动磨头组件500沿X轴前后进给,进给电机驱动磨头组件500沿Z轴左右进给,带着第二磨头540向待磨削工件800进给,第二磨头540与待磨削工件800线接触,从而对工件进行磨削加工。其中,图7所示结构的第二磨头540设置的第一砂轮542、第二砂轮543可对待磨削工件800的内圆810、内斜面840分别进行磨削加工,而外圆820、台阶830则通过另外对应的第二磨头540完成磨削加工。即设置的磨头组件500先后在两个进给轴、对应进给电机的驱动下,循序渐进地向着工件进给,从而对经过一次装夹的工件进行内圆、外圆、台阶、斜面等多个磨削工序的加工,不用更换设备,保证了工件的加工精度,效率高,而且具有内圆、外圆、台阶、斜面磨削等功能,成本低。另外,根据工件的尺寸大小可调节第二磨头540的大小,如果其中一个安装了大砂轮,在加工过程中导致其它第二磨头540受限制或者与其它第二磨头540产生干扰,这时可通过进给电机将有干扰的第二磨头540后移,以解除限制或者干扰,提高磨削加工效率。
由上述可知,本申请公开的复合磨床对装夹的圆环类零件可一次性完成内圆、外圆、台阶、斜面以及槽口等工序的加工,不仅保证了待磨削工件的加工精度,而且也显著提高了加工效率。
上述实施例只是本发明的较佳实施例,并不是对本发明技术方案的限制,只要是不经过创造性劳动即可在上述实施例的基础上实现的技术方案,均应视为落入本发明专利的权利保护范围内。
- 一种磨削机构及复合磨床
- 一种复合磨床内孔磨削砂轮架