一种用于支撑薄壁工件的液压工装夹具及其操作方法
文献发布时间:2023-07-05 06:30:04
技术领域
本发明涉及机械加工技术领域,尤其是涉及一种用于支撑薄壁工件的液压工装夹具及其操作方法。
背景技术
现有市场中,需要加工一种特别容易变形的薄壁工件,该薄壁工件结构较长且壁厚很薄,所以此工件在加工中易造成工件变形,也会在加工工件过程中工件发震造成工件表面达不到要求。现有技术中按目前掌握夹具经验来设计会增加许多手动的支撑来解决加工中可能出现的问题,这样就会造成工件的装夹效率极低、支撑受力不均匀,浪费不必要的时间。
例如,中国专利公开号CN112122973A,公开日2020年12月25日,名为“一种薄壁支架防变形液压夹具”,包括底座,所述底座上安装有支架,所述支架一个侧面上安装有定位板,所述定位板上安装有第一定位销、第二定位销、液压支撑缸,所述定位板一侧设置有油压转角缸,所述油压转角缸上安装有第一侧压板,所述定位板另一侧设置有第一杠杆油缸和第二杠杆油缸,所述第一杠杆油缸与所述第二杠杆油缸上分别安装有第二侧压板和第三侧压板,所述第一定位销上端和一侧分别设置有可翻转的辅助压板,所述辅助压板一端为压头端、另一端设置有抵接的压杆,所述压杆连接油缸,所述辅助压板与所述定位板之间设置有复位弹簧。
现有专利存在的缺点是:现有技术中的薄壁工件夹具对于结构较长且壁厚较薄的薄壁工件存在支撑受力不均匀、夹持过程中薄壁工件容易发震造成薄壁工件变形以及工件表面要求不达标的问题。
发明内容
本发明的目的是为了解决现有技术中的薄壁工件夹具对于结构较长且壁厚较薄的薄壁工件存在支撑受力不均匀、夹持过程中薄壁工件容易发震造成薄壁工件变形以及工件表面要求不达标的问题,提供一种用于支撑薄壁工件的液压工装夹具及其操作方法,均匀夹持结构较长的薄壁工件,降低夹持过程中薄壁工件的发震率,防止工件变形。
为了实现上述目的,本发明采用以下技术方案:
一种用于支撑薄壁工件的液压工装夹具,包括:
底座,所述底座上设有用于将薄壁工件限位在底座上的横梁;
支撑件,支撑件包括设置在底座上的支撑柱、顶头以及驱动所述顶头顶起的顶起执行机构;
侧顶装置,侧顶装置包括侧顶块、设置在侧顶块上的侧顶件;
压紧装置,压紧装置包括用于将薄壁工件压紧在支撑件上的压板;
液压装置,液压装置包括设置在底座上的支架、用于将薄壁工件压紧在支撑件上的液压顶头,所述液压顶头位于支架的内侧。本方案中所述的一种用于支撑薄壁工件的液压工装夹具,横梁将薄壁工件限位在底座上,侧顶装置将薄壁工件的边缘顶紧,压紧装置的压板将薄壁工件压紧后,驱动液压装置内的液压顶头和底座上的顶头支撑于薄壁工件的前表面和后表面,液压装置提高了薄壁工件的装夹效率,底座上若干支撑件、底座上的顶头和液压顶头配合,同时支撑在薄壁工件的外表面上,使得薄壁工件支撑受力均匀,降低夹持过程中薄壁工件的发震率,防止工件变形。
作为优选,所述横梁的一端转动设置在底座上,所述横梁的另一端通过螺栓固定在底座上;所述横梁的内侧设有横梁顶头以及驱动所述横梁顶头顶起的横梁顶头执行机构,所述横梁顶头与底座上的顶头正对分布。横梁可重达13kg,将横梁转动设置,无需卸下横梁,方便装夹。横梁内侧的横梁顶头与底座上的顶头配合,使得位于底座和横梁之间的薄壁工件较好的固定,防止横梁与薄壁工件之间碰撞损坏。
作为优选,所述侧顶件包括设置在侧顶块上的侧顶支柱和转动设置在侧顶块上的侧顶螺栓,所述侧顶螺栓将薄壁工件顶紧在侧顶支柱上。侧顶支柱分别支撑在薄壁工件的底部和右侧,锁紧侧顶螺栓,所述侧顶螺栓分别支撑在薄壁工件的顶板和左侧。
作为优选,所述压紧装置还包括设置在底座上的螺杆、用于将压板限位在螺杆上的螺母和限位支柱,所述压板套设在螺杆上,所述压板的一端设有用于将薄壁工件压紧在支撑件上的压紧柱,所述压板的另一端设有通孔,所述限位支柱设置在底座上,所述限位支柱上端设有伸入通孔内的导向柱,所述压板通过导向柱限位在限位支柱上,所述压板上的压紧柱与底座上的支撑柱正对分布。锁紧螺母使得压板压紧在薄壁工件的前表面上。所述压紧装置均匀分布在薄壁工件的边缘。
作为优选,所述螺母朝向压板的一端设有独立芯子,所述独立芯子套设在螺杆上,所述独立芯子朝向压板的一端设有凸起,所述凸起的外表面沿压板的长度方向呈圆弧面,所述压板上设有弧形槽,所述凸起下端伸入所述弧形槽内,所述压板根据独立芯子转动。所述独立芯子使得压板的两端绕所述独立芯子转动,当工件发震时,压板轻微转动降低了薄壁工件的变形的风险。
作为优选,所述支架包括设置在底座上的连接块、转动设置在连接块上的转动块,所述液压顶头位于转动块朝向底座的一侧。设置转动块,方便薄壁工件的安装,薄壁工件固定后将液压顶头转动至薄壁工件的前表面前。
作为优选,所述转动块上设有卡槽,所述连接块上设有卡柱,所述卡槽与卡柱卡紧配合。液压装置定位后卡柱和卡槽配合起到固定作用。
作为优选,所述顶起执行机构采用液压缸,所述液压缸通过液压油管与顶头连接;所述横梁顶头执行机构采用液压缸,所述液压缸液压油缸与横梁顶头连接。
作为优选,还包括蓄能器、溢流阀、保压阀,所述底座上设有手动液压泵。
一种用于支撑薄壁工件的液压工装夹具的操作方法,采用上述中任意一项所述的一种用于支撑薄壁工件的液压工装夹具,依次包括如下所述步骤:
步骤一:将底座竖直固定在工作台上,将薄壁工件放置在侧顶支柱上,侧顶支柱分别支撑在薄壁工件的底部和右侧;
步骤二:锁紧侧顶螺栓,所述侧顶螺栓分别支撑在薄壁工件的顶板和左侧;
步骤三:锁紧压紧装置上的螺母,使得压板上的压紧柱将薄壁工件压紧在支撑件上;
步骤四:按压手动液压泵,驱动液压气缸使得顶头、横梁顶头和液压顶头顶起,快速支撑于薄壁工件。
因此,本发明具有如下有益效果:(1)提高了薄壁工件的装夹效率;(2)若干支撑件、底座上的顶头和液压顶头配合,同时支撑在薄壁工件的外表面上,使得薄壁工件支撑受力均匀,降低夹持过程中薄壁工件的发震率,防止工件变形。
附图说明
图1是本发明装夹薄壁工件的一种结构示意图。
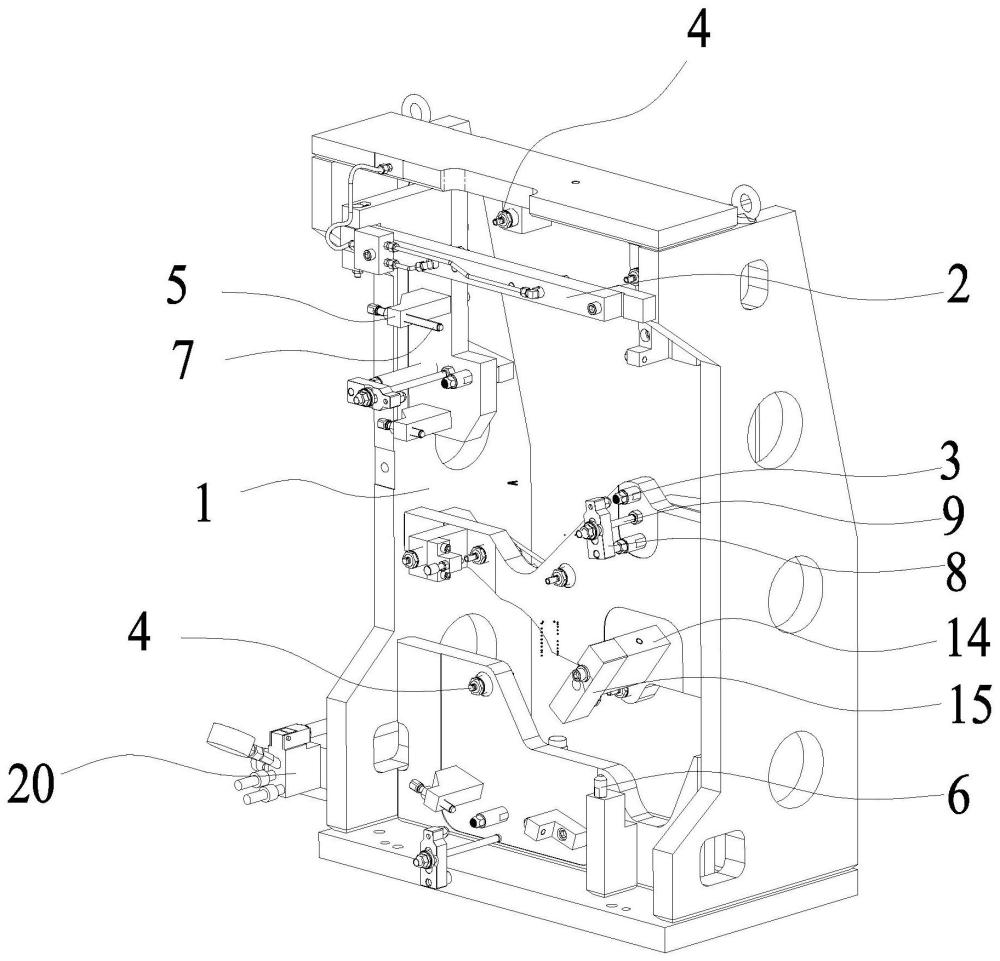
图2是本发明的一种结构示意图。
图3是本发明的另一种结构示意图。
图4是本发明中横梁的一种结构示意图。
图5是本发明中压紧装置的一种结构示意图。
图6是本发明中液压装置的一种结构示意图。
图7是本发明中液压装置的一种剖视图。
如图:
底座1、横梁2、横梁顶头2.1、
支撑柱3、顶头4、
侧顶块5、侧顶支柱6、侧顶螺栓7、
压板8、螺杆9、螺母10、限位支柱11、压紧柱12、
独立芯子13、凸起13.1、弧形槽8.1、
连接块14、转动块15、液压顶头16、卡槽17、卡柱18、
液压油管19、手动液压泵20、薄壁工件21。
具体实施方式
为使本发明技术方案实施例目的、技术方案和优点更加清楚,下面结合附图与具体实施方式对本发明做进一步的描述。
实施例一,如图1至图7所示的一种用于支撑薄壁工件的液压工装夹具,包括:底座1,底座1上设有用于将薄壁工件21限位在底座1上的横梁2;支撑件,支撑件包括设置在底座1上的支撑柱3、顶头4以及驱动顶头4顶起的顶起执行机构;侧顶装置,侧顶装置包括侧顶块5、设置在侧顶块5上的侧顶件;压紧装置,压紧装置包括用于将薄壁工件21压紧在支撑件上的压板8;液压装置,液压装置包括设置在底座1上的支架、用于将薄壁工件21压紧在支撑件上的液压顶头164,液压顶头164位于支架的内侧。
上述实施例中所述的的一种用于支撑薄壁工件的液压工装夹具,横梁2将薄壁工件21限位在底座1上,侧顶装置将薄壁工件21的边缘顶紧,压紧装置的压板8将薄壁工件21压紧后,驱动液压装置内的液压顶头164和底座1上的顶头4支撑于薄壁工件21的前表面和后表面,液压装置提高了薄壁工件21的装夹效率,底座1上若干支撑件、底座1上的顶头4和液压顶头164配合,同时支撑在薄壁工件21的外表面上,使得薄壁工件21支撑受力均匀,降低夹持过程中薄壁工件21的发震率,防止工件变形。解决了现有技术中的薄壁工件21夹具对于结构较长且壁厚较薄的薄壁工件21存在支撑受力不均匀、夹持过程中薄壁工件21容易发震造成薄壁工件21变形以及工件表面要求不达标的问题。
进一步的,如图4所示,横梁2的一端转动设置在底座1上,横梁2的另一端通过螺栓固定在底座1上;横梁2的内侧设有横梁顶头42.1以及驱动横梁顶头42.1顶起的横梁顶头42.1执行机构,横梁顶头42.1与底座1上的顶头4正对分布。横梁2可重达13kg,将横梁2转动设置,无需卸下横梁2,方便装夹。横梁2内侧的横梁顶头42.1与底座1上的顶头4配合,使得位于底座1和横梁2之间的薄壁工件21较好的固定,防止横梁2与薄壁工件21之间碰撞损坏。
进一步的,如图2所示,侧顶件包括设置在侧顶块5上的侧顶支柱6和转动设置在侧顶块5上的侧顶螺栓7,侧顶螺栓7将薄壁工件21顶紧在侧顶支柱6上。侧顶支柱6分别支撑在薄壁工件21的底部和右侧,锁紧侧顶螺栓7,侧顶螺栓7分别支撑在薄壁工件21的顶板和左侧。
进一步的,如图5所示,压紧装置还包括设置在底座1上的螺杆9、用于将压板8限位在螺杆9上的螺母10和限位支柱11,压板8套设在螺杆9上,压板8的一端设有用于将薄壁工件21压紧在支撑件上的压紧柱12,压板8的另一端设有通孔,限位支柱11设置在底座1上,限位支柱11上端设有伸入通孔内的导向柱,压板8通过导向柱限位在限位支柱11上,压板8上的压紧柱12与底座1上的支撑柱3正对分布。锁紧螺母10使得压板8压紧在薄壁工件21的前表面上。压紧装置均匀分布在薄壁工件21的边缘。
进一步的,如图1、图2、图5所示,螺母10朝向压板8的一端设有独立芯子13,独立芯子13套设在螺杆9上,独立芯子13朝向压板8的一端设有凸起13.1,凸起13.1的外表面沿压板8的长度方向呈圆弧面,压板8上设有弧形槽8.1,凸起13.1下端伸入弧形槽8.1内,压板8根据独立芯子13转动。独立芯子13使得压板8的两端绕独立芯子13转动,当工件发震时,压板8轻微转动降低了薄壁工件21的变形的风险。
进一步的,如图1、图2、图6、图7所示,支架包括设置在底座1上的连接块14、转动设置在连接块14上的转动块15,液压顶头164位于转动块15朝向底座1的一侧。设置转动块15,方便薄壁工件21的安装,薄壁工件21固定后将液压顶头164转动至薄壁工件21的前表面前。转动块15上设有卡槽17,连接块14上设有卡柱18,卡槽17与卡柱18卡紧配合。液压装置定位后卡柱18和卡槽17配合起到固定作用。
进一步的,如图2、图3所示,顶起执行机构采用液压缸,液压缸通过液压油管19与顶头4连接;横梁顶头42.1执行机构采用液压缸,液压缸液压油缸与横梁顶头42.1连接。还包括蓄能器、溢流阀、保压阀,底座1上设有手动液压泵20。
实施例二,如图1至图7所示的一种用于支撑薄壁工件的液压工装夹具的操作方法,采用实施例一中的一种用于支撑薄壁工件的液压工装夹具,依次包括如下步骤:
步骤一:将底座1竖直固定在工作台上,将薄壁工件21放置在侧顶支柱6上,侧顶支柱6分别支撑在薄壁工件21的底部和右侧;
步骤二:锁紧侧顶螺栓7,侧顶螺栓7分别支撑在薄壁工件21的顶板和左侧;
步骤三:锁紧压紧装置上的螺母10,使得压板8上的压紧柱12将薄壁工件21压紧在支撑件上;
步骤四:按压手动液压泵20,驱动液压气缸使得顶头4、横梁顶头42.1和液压顶头164顶起,快速支撑于薄壁工件21。
本发明具有如下有益效果:(1)提高了薄壁工件21的装夹效率;(2)若干支撑件、底座1上的顶头4和液压顶头164配合,同时支撑在薄壁工件21的外表面上,使得薄壁工件21支撑受力均匀,降低夹持过程中薄壁工件21的发震率,防止工件变形。
以上所述之具体实施例仅为本发明较佳的实施方式,并非以此限定本发明的具体实施范围。凡依照本发明之形状、结构所作的等效变化理应均包含在本发明的保护范围内。
- 一种圆柱体工件钻孔用工装夹具
- 一种长行程圆形工件夹具支撑装置
- 一种用于异形工件切割的夹具
- 一种用于薄壁环状工件的车削液压夹具
- 一种用于薄壁细小工件加工的工装夹具