高强度灰铸铁的制备方法及组合式防断裂锭模
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及铁合金技术领域,具体涉及一种高强度灰铸铁的制备方法及组合式防断裂锭模。
背景技术
浇铸机锭模普遍存在的问题是锭模横向断裂,如图1所示。分析其原因,主要由锭模材质、锭模结构及热应力引起。通常,锭模的材质普遍采用耐热灰口铸铁,耐热铸铁的室温抗拉强度不大于250MPa,延伸率约为0%,在400℃-600℃的抗拉强度约40MPa-60MPa。当浇入硅铁液后,锭模温度升高,移出硅铁锭后,锭模温度下降,冷热交替频繁使得锭模产生热应力。当热应力大于高温抗拉强度及塑性为0%,就发生如图1所示的锭模横向断裂。
发明内容
针对现有技术中的缺陷,本发明提供一种具有塑性的高强度灰铸铁的制备方法以及能够释放热应力的组合式防断裂锭模结构,以解决浇铸机用锭模横向断裂的技术问题。
作为本发明的一个方面是提供如下制备方法:
一种高强度灰铸铁的制备方法,包括如下步骤:
熔化,在炉中布置炉料并升温,使所配置的炉料全部熔化;其中,所述炉料包括质量百分比为50~60%的废钢,40~30%的铸造生铁,其余为硅铁、锰铁、铬铁;
调整元素成分,使用炉前快速分析仪对液体取样分析并调整元素成分,待元素成分合格后,升温至1450-1480℃出炉;所述元素成分合格的重量百分比分别为C的重量百分比3.0~3.2%,Si的重量百分比1.6~1.8%,Mn的重量百分比0.8~1.0%,Cr的重量百分比0.3~0.4%,Cu的重量百分比0.6~0.7%,余量为Fe;
孕育,分为一次孕育和二次孕育;其中,一次孕育具体为,铁液出炉时,将硅钡孕育剂随流加入铁液中,并覆盖上珍珠岩静置冷却;二次孕育具体为,待降温到设计浇注温度时,开始浇注,并随浇包内的铁液流加入硅锶孕育剂;得到高强度灰铸铁。
上述的高强度灰铸铁制备方法,所述硅铁的质量百分比为2.6%、锰铁的质量百分比为1.2%、铬铁的质量百分比为0.6%。
上述的高强度灰铸铁制备方法,所述硅钡孕育剂的质量百分比为0.4~0.6%,所述硅锶孕育剂的质量百分比为0.1~0.3%;所述硅钡孕育剂以及所述硅锶孕育剂的粒度均在2~6mm之间。
上述的高强度灰铸铁制备方法,所述硅钡孕育剂的质量百分比为0.5%,所述硅锶孕育剂的质量百分比为0.2%。
上述的高强度灰铸铁制备方法,所述炉料还包括增碳剂1.5~2.0%。
上述的高强度灰铸铁制备方法,在熔化之前还包括造型步骤,锭模包括分体锭模一和分体锭模二,所述分体锭模一单独造型,所述分体锭模二单独造型。
上述的高强度灰铸铁制备方法,在二次孕育的浇注时,分别向分体锭模一的造型结构中、分体锭模二的造型结构中浇注,得到分体锭模一和分体锭模二。
作为本发明的另一方面,还提供了一种组合式防断裂锭模结构,该组合式防断裂锭模结构包括采用上述的高强度灰铸铁制备方法得到的分体锭模一和分体锭模二,所述分体锭模一和所述分体锭模二组合后得到所述组合式防断裂锭模结构。
上述的组合式防断裂锭模结构,所述分体锭模一和所述分体锭模二组合后的连接处,设置有耐火硅酸盐纤维布。
本发明的有益效果体现在:通过上述制备方法制备的高强度灰铸铁,强度提高到450MPa以上,且延伸率达到2%以上;废钢作为主原料,采用石墨增碳工艺,保证铁液质量,消除铸造生铁作为主原料熔炼的遗传性,使灰铸铁强度提升并具有一定塑性。同时,与传统的采用添加合金元素提升强度相比,成本大幅下降;采用二次孕育工艺,细化铸态晶粒,提高强塑性。本发明提供的组合式防断裂锭模结构采用两瓣组合式结构,能够释放热应力,防止断裂。
附图说明
图1为现有技术中锭模横向断裂图;
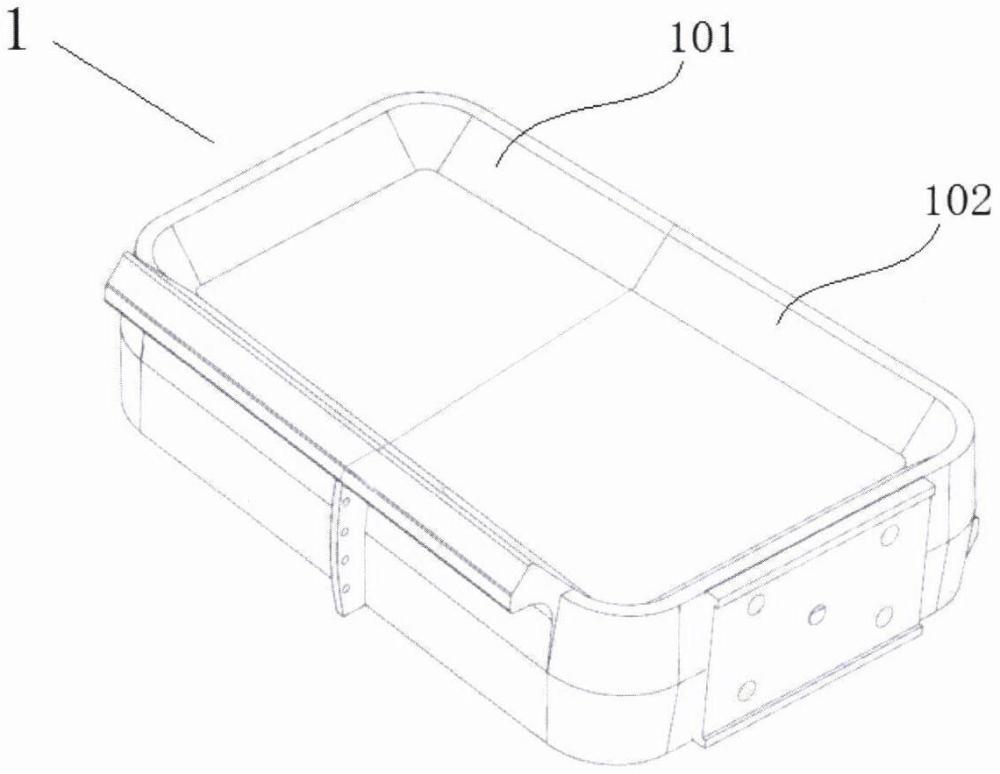
图2为本发明中的组合式防断裂锭模结构的结构图。
附图标记说明如下:
1、组合式防断裂锭模结构;101、分体锭模一;102、分体锭模二。
具体实施方式
下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
需要注意的是,除非另有说明,本申请使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
作为本发明的一个方面是提供一种高强度灰铸铁的制备方法,包括如下步骤:
熔化,在炉中布置炉料并升温,使所配置的炉料全部熔化;其中,所述炉料包括质量百分比为50~60%的废钢,40~30%的铸造生铁,其余为硅铁、锰铁、铬铁;所述硅铁的质量百分比为2.6%、锰铁的质量百分比为1.2%、铬铁的质量百分比为0.6%;
调整元素成分,使用炉前快速分析仪对液体取样分析并调整元素成分,待元素成分合格后,升温至1450-1480℃出炉;所述元素成分合格的重量百分比分别为C的重量百分比3.0~3.2%,Si的重量百分比1.6~1.8%,Mn的重量百分比0.8~1.0%,Cr的重量百分比0.3~0.4%,Cu的重量百分比0.6~0.7%,余量为Fe;
孕育,分为一次孕育和二次孕育;其中,一次孕育具体为,铁液出炉时,将硅钡孕育剂随流加入铁液中,并覆盖上珍珠岩静置冷却;二次孕育具体为,待降温到设计浇注温度时,开始浇注,并随浇包内的铁液流加入硅锶孕育剂;得到高强度灰铸铁。
在一些实施方式中,所述硅钡孕育剂的质量百分比为0.4~0.6%,所述硅锶孕育剂的质量百分比为0.1~0.3%;所述硅钡孕育剂以及所述硅锶孕育剂的粒度均在2~6mm之间。
在一些实施方式中,所述硅钡孕育剂的质量百分比为0.5%,所述硅锶孕育剂的质量百分比为0.2%。
在一些实施方式中,所述炉料还包括增碳剂1.5~2.0%,该增碳剂的加入采用石墨增碳工艺添加。
在一些实施方式中,在熔化之前还包括造型步骤,锭模包括分体锭模一和分体锭模二,所述分体锭模一单独造型,所述分体锭模二单独造型。
在一些实施方式中,在二次孕育的浇注时,分别向分体锭模一的造型结构中、分体锭模二的造型结构中浇注,得到分体锭模一和分体锭模二。
采用如表1所示实施例的炉料配料分别测试其抗拉强度和延伸率,结果如表2:
表1:各实施例的炉料配料如下表
表2:各实施例得到的机械性能如下表
作为本发明的另一个方面还提供了一种组合式防断裂锭模结构,如图2所示,该组合式防断裂锭模结构包括采用上述的高强度灰铸铁制备方法得到的分体锭模一101和分体锭模二102,所述分体锭模一和所述分体锭模二组合后得到所述组合式防断裂锭模结构1。
上述的组合式防断裂锭模结构,所述分体锭模一101和所述分体锭模二102组合后的连接处,设置有耐火硅酸盐纤维布。
具体的实施方式包括,硅铁锭模设计为如图2所示结构,将对称的分体锭模一、分体锭模二通过法兰连接在一起,中间连接部位使用耐高温硅酸铝纤维,防止缝隙渗漏硅铁液。
本发明的有益效果体现在:通过上述制备方法制备的高强度灰铸铁,强度提高到450MPa以上,且延伸率达到2%以上;废钢作为主原料,采用石墨增碳工艺,保证铁液质量,消除铸造生铁作为主原料熔炼的遗传性,使灰铸铁强度提升并具有一定塑性。同时,与传统的采用添加合金元素提升强度相比,成本大幅下降;采用二次孕育工艺,细化铸态晶粒,提高强塑性。本发明提供的组合式防断裂锭模结构采用两瓣组合式结构,能够释放热应力,防止断裂。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
- 一种低合金高强度灰铸铁及其制备工艺
- 一种电力金具用高强度防闪络铝合金及其制备方法
- 一种改善高强度灰铸铁加工性的孕育剂及灰铸铁制备方法
- 用于含有A型石墨高强度薄壁灰铸铁的制备方法及灰铸铁