一种高强度环保污泥陶粒自动化加工设备及其方法
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及陶粒生产设备技术领域,具体涉及一种高强度环保污泥陶粒自动化加工设备及其方法。
背景技术
陶粒,顾名思义,就是陶质的颗粒,是一种在回转窑中经发泡生产的轻骨料。陶粒的外观特征大部分呈圆形或椭圆形球体,但也有一些仿碎石陶粒不是圆形或椭圆形球体,而呈不规则碎石状。陶粒形状因工艺不同而各异。它的表面是一层坚硬的外壳,这层外壳呈陶质或釉质,具有隔水保气作用,并且赋予陶粒较高的强度。它具有球状的外形,表面光滑而坚硬,内部呈蜂窝状,有密度小、热导率低、强度高的特点。在耐火材料行业中,陶粒主要用于作隔热耐火材料的骨料。陶粒的生产原料很多,其中,以生物污泥为主要原材料,协同粉煤灰、页岩、工程弃土、尾矿等固废,采用烘干、磨碎、成球、烧结成的陶粒,称为污水处理生物污泥陶粒。用生物污泥代替部分黏土来烧制陶粒既节省黏土,又保护农田,也起到了一定的环保作用。但现有的陶粒生产设备,无法对陶料进行压实处理,导致成型出来的陶粒强度低。
发明内容
本发明的第一目的是针对以上不足之处,提供一种采用污泥和固废物作为原料生产陶粒,可对陶料压实处理以成型出高强度高密度陶粒,并可实现快速脱模,生产效率高的高强度环保污泥陶粒自动化加工设备。
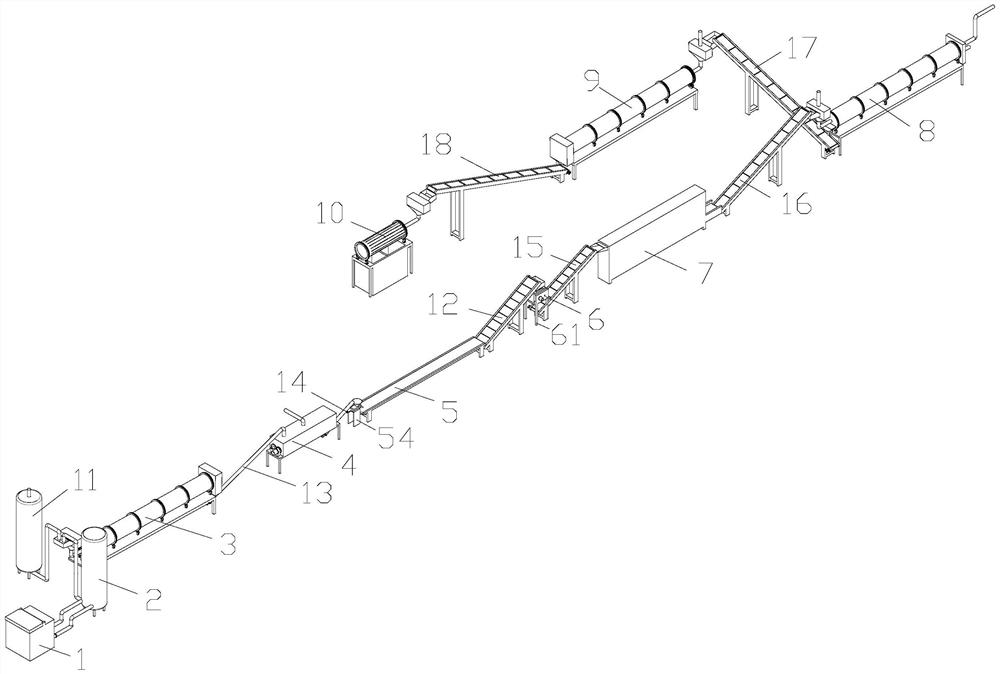
本发明解决技术问题所采用的第一个方案是:一种高强度环保污泥陶粒自动化加工设备,包括依次连接呈U形分布的污泥原料仓、污泥储料罐、搅拌机构、脱水机构、陈化机构、造粒机构、烘干机构、焙烧机构、冷却机构以及筛选机构,所述搅拌机构还连接有固废粉料储料罐,所述造粒机构包括机壳、进料斗、成型组件以及出料斗,所述进料斗设于机壳上侧,所述出料斗设于机壳下侧,所述成型组件包括转动安装在机壳内的主动压辊和从动压辊以及用于驱动主动压辊和从动压辊转动的造粒驱动组;
所述主动压辊上设有若干个静模腔,所述从动压辊上对应设有若干个动模腔,主动压辊和从动压辊滚动配合以便动模腔和静模腔合模成型陶粒,所述主动压辊上径向均布有若干个顶针,所述动模腔设于顶针外端部,主动压辊内设有用于滑动安装顶针的顶针孔,顶针的长度小于顶针孔的长度,顶针上还设有复位弹簧;
所述造粒驱动组包括造粒电机、造粒主齿轮、造粒从齿轮以及凸轮轴,所述造粒主齿轮与主动压辊同轴固定连接,所述造粒从齿轮与从动压辊同轴固定连接,所述造粒电机安装在机壳上,所述造粒主齿轮安装在造粒电机上,所述造粒从齿轮通过轴承转动安装在凸轮轴上且所述造粒从齿轮与造粒主齿轮啮合,所述凸轮轴固定安装在机壳内,所述从动压辊环设于凸轮轴外周,凸轮轴上固定安装有与顶针滚动配合以驱动顶针沿顶针孔向外活动挤压脱模的凸轮。
进一步地,为了保证陶料准确落在主动压辊和从动压辊上以填充模腔,并保证顶针受凸轮驱动向外移动压实陶料,并在陶粒脱模后复位以便模腔继续填料;所述陈化机构经第一提升机连接至进料斗,所述进料斗上设有位于主动压辊和从动压辊中间上方的下料口,所述出料斗设于主动压辊和从动压辊下方,所述顶针上设有用于与凸轮滚动配合的滚子,所述复位弹簧设于从动压辊和凸轮之间。
进一步地,为了实现自动进料,提高效率,解放人力;所述污泥原料仓经第一输送泵连接至污泥储料罐,所述污泥储料罐经第二输送泵连接至搅拌机构,所述固废粉料储料罐经第三输送泵连接至搅拌机构,所述污泥原料仓的仓底设有出料板,所述出料板由靠近第一输送泵一侧向背向第一输送泵一侧倾斜向下设置,所述污泥储料罐罐底设有压力传感器,所述压力传感器与第一输送泵连接以控制第一输送泵工作自动进料。
进一步地,为了实现高效率搅拌,并且有效保证搅拌的均匀度;所述搅拌机构包括搅拌料斗、搅拌架、搅拌筒、搅拌杆组件以及用于驱动搅拌筒和搅拌杆组件转动的搅拌驱动组件,所述搅拌料斗设于搅拌架的进料端,所述污泥储料罐经第二输送泵连接至搅拌料斗,所述固废粉料储料罐经第三输送泵连接至搅拌料斗,所述搅拌筒转动安装在搅拌架内,所述搅拌杆组件包括并排设置的两根搅拌轴以及螺旋设置在搅拌轴上的搅拌叶片,所述搅拌轴转动安装在搅拌筒内,所述搅拌筒筒壁上螺旋设有辅助搅拌叶片。
进一步地,为了提高脱水率,降低陶粒含水量;所述脱水机构包括脱水仓、热风机、挤压杆组件以及挤压驱动组件,所述搅拌机构经第一螺旋输送机连接至脱水仓的进料端,所述脱水仓由进料端向出料端一侧倾斜向上延伸设置,所述挤压杆组件包括并排设置的两根挤压轴以及螺旋设置在搅挤压轴上的挤压叶片,所述挤压驱动组件与挤压轴连接以驱动挤压轴转动,所述挤压轴转动安装在脱水仓内,挤压轴的轴径由进料端一侧向出料端一侧逐渐增大,所述脱水仓的侧壁内设有通风腔,通风腔的上腔壁设有若干个热风孔,所述热风机经热风孔与通风腔相通。
进一步地,为了保证陶料均匀铺洒在陈化带上,提高陈化带的载物量的同时,还能保证陈化效果;所述陈化机构包括陈化斗、陈化输送带以及用于驱动陈化输送带运动的陈化驱动组件,所述脱水机构经第二螺旋输送机连接至陈化斗,所述陈化斗上设有延伸至陈化输送带上的铺料管,所述陈化机构还包括用于将陈化斗内的混合物均匀铺设在陈化输送带上的铺料组件,所述铺料组件包括铺料架、铺料板、铺料气缸、齿条以及铺料齿轮,所述铺料气缸安装在铺料架上,所述齿条安装在铺料气缸上,所述铺料齿轮转动安装在铺料架上且所述铺料齿轮与齿条啮合,所述铺料板安装在铺料齿轮上以便随铺料齿轮转动,所述陈化斗设于铺料板上。
进一步地,为了提高烘干效果,防止陶料与烘干输送带接触一侧烘干不够彻底,保证陶料的均匀干燥;所述造粒机构通过第二提升机连接至烘干机构,所述烘干机构通过第三提升机连接至焙烧机构,所述烘干机构包括分层设置的若干个烘干输送带以及用于驱动烘干输送带运动的烘干驱动器,相邻两个烘干输送带的运动方向相反,位于最上层的烘干输送带与第二提升机连接,位于最下层的烘干输送带与第三提升机连接,所述烘干输送带的末端设有用于引导陶粒混合料落入下层烘干输送带的弧形导料板。
进一步地,为了保证陶粒均匀受热,充分发生物理和化学变化,发生膨胀产生孔隙,从而降低密度和质量;所述焙烧机构包括焙烧架、焙烧滚筒以及用于驱动焙烧滚筒转动的焙烧驱动组件,焙烧架上设有用于转动安装焙烧滚筒的支撑滚轮,焙烧滚筒的前端还设有进料口和出料口,所述出料口通过第四提升机与冷却机构连接,所述焙烧滚筒上设有供气管、排气管以及燃烧管,所述焙烧滚筒的内壁上设有若干道螺旋叶片,焙烧滚筒的内壁上还设有若干个导料板,所述焙烧驱动组件与焙烧滚筒连接以驱动焙烧滚筒正转焙烧反转出料。
进一步地,为了将直径较小的陶粒筛出,保证成品陶粒的质量;所述筛选机构包括筛斗、筛筒架、筛筒以及用于驱动筛筒转动的筛筒驱动组件,所述冷却机构通过第五提升机与筛斗连接,所述筛斗连接至筛筒内,所述筛筒上设有若干个筛孔,所述筛筒转动安装在筛筒架上,筛筒架上设有用于转动安装筛筒的滚轮,所述筛筒驱动组件包括设置在筛筒架上的筛筒电机、主动齿轮以及从动齿轮,所述主动齿轮安装在筛筒电机上,所述从动齿轮同轴固定安装在筛筒外周。
本发明的第二目的是针对以上不足之处,提供了一种采用污泥和固废物作为原料生产陶粒,可对陶料压实处理以成型出高强度高密度陶粒,并且生产效率高的环保污泥陶粒的高强度环保污泥陶粒自动化加工方法。
本发明解决技术问题所采用的第二个方案是:一种高强度环保污泥陶粒自动化加工方法,包括以下步骤:
(1)将污泥和固废粉料搅拌混合脱水后,经陈化处理成陶料;
(2)采用两个滚动配合的压辊,在两个压辊上对应设置模腔,其中一个压辊内滑动安装顶针,模腔就设置在顶针上,将陶料填充进模腔内,两个压辊滚动接触合模后时,驱动顶针向另一个模腔移动以挤压陶料和脱模,从而成型出陶粒生坯;
(3)陶粒生坯经烘干、焙烧、冷却处理后,形成陶粒,再对陶粒进行筛选,将直径较小的陶粒剔除。
较之现有技术而言,本发明具有以下优点:
(1)本发明通过自动化生产线,经混合搅拌、脱水、陈化、造粒、烘干、焙烧、冷却以及筛选,高效生产出品质优良,性能稳定,强度好的陶粒,以满足市场的需要;
(2)本发明可快速将陶料造粒成型为陶粒,具体的,通过在两个滚动配合的压辊上对应设置模腔,当两个压辊滚动接触时,两个压辊上的模腔合模,以成型出陶粒,随着压辊的继续转动,顶针在凸轮驱动下,将陶粒顶出模腔内,陶粒脱模,从而完成造粒作业;
(3)本发明通过驱动顶针向外滑出,对陶料进行压实处理,以成型出高强度陶粒,具体的,通过在其中一个压辊上滑动安装顶针,当两个压辊滚动接触时,顶针刚好在凸轮驱动下,向另一个模腔移动,压缩陶料,从而提高陶粒密度和强度;
(4)本发明通过对各个工序的生产设备进行优化,以快速高效生产陶粒,具体的,采用压力传感器实时监控物料,实现自动进料,通过对搅拌机构进行优化,采用双螺旋搅拌杆配合搅拌筒的自转动,保证物料的充分混合,并且搅拌筒和双螺旋搅拌杆使用同一动力源驱动转动,节省能源,降低成本,脱水机构的倾斜结构,水分受重力向下流动,配合挤压杆组件的挤压脱水,保证脱水效果,陈化机构的铺料组件,保证陶料均匀铺洒在陈化带上,提高陈化带的载物量的同时,还能保证陈化效果,除此之外,烘干机构设置的导料板,保证陶粒准确落在下一层烘干输送带上,焙烧机构同一侧进出的结构,保证同一炉陶粒均匀焙烧,并在焙烧完成时,由高温一侧向低温一侧出料的过程中,在同样的环境温度下逐渐冷却,从而避免焙烧完成直接出料时突然遇冷,对陶粒内部强度的影响,从而保证陶粒的强度。
附图说明
下面参照附图结合实施例对本发明作进一步说明:
图1为本发明的结构示意图;
图2为搅拌机构的结构剖视图;
图3为搅拌机构的部分结构示意图;
图4为脱水机构的结构剖视图一;
图5为脱水机构的结构剖视图二;
图6为陈化机构的结构示意图;
图7为造粒机构的结构示意图;
图8为造粒驱动组的结构示意图;
图9为烘干机构的结构示意图;
图10为焙烧机构的结构示意图;
图11为焙烧机构的结构剖视图;
图12为筛选机构的结构示意图。
图中:1-污泥原料仓;2-污泥储料罐;3-搅拌机构;31-搅拌料斗;32-搅拌架;33-搅拌筒;34-搅拌杆组件;35-搅拌驱动组件;351-搅拌电机;352-电机齿轮;353-太阳齿轮;354-行星齿轮;355-内齿环;36-进料管;4-脱水机构;41-脱水仓;42-挤压杆组件;43-挤压驱动组件;5-陈化机构;51-陈化斗;52-陈化输送带;53-陈化驱动组件;54-铺料架;55-铺料板;56-铺料气缸;57-齿条;58-铺料齿轮;6-造粒机构;61-机壳;62-进料斗;621-下料口;63-出料斗;64-主动压辊;65-从动压辊;66-造粒驱动组;661-造粒电机;662-造粒主齿轮;663-造粒从齿轮;664-凸轮轴;665-凸轮;67-顶针;68-复位弹簧;69-滚子;7-烘干机构;71-烘干输送带;72-弧形导料板;8-焙烧机构;81-焙烧架;82-焙烧滚筒;83-焙烧驱动组件;84-螺旋叶片;85-导料板;9-冷却机构;10-筛选机构;1001-筛斗;1002-筛筒架;1003-筛筒;1004-筛筒驱动组件;11-固废粉料储料罐;12-第一提升机;13-第一螺旋输送机;14-第二螺旋输送机;15-第二提升机;16-第三提升机;17-第四提升机;18-第五提升机。
具体实施方式
下面结合说明书附图和具体实施例对本发明内容进行详细说明:
具体实施例1:如图1-12所示,本实施例提供一种高强度环保污泥陶粒自动化加工设备,包括依次连接呈U形分布的污泥原料仓1、污泥储料罐2、搅拌机构3、脱水机构4、陈化机构5、造粒机构6、烘干机构7、焙烧机构8、冷却机构9以及筛选机构10,所述搅拌机构3还连接有固废粉料储料罐11,所述造粒机构6包括机壳61、进料斗62、成型组件以及出料斗63,所述进料斗62设于机壳61上侧,所述出料斗63设于机壳61下侧,所述成型组件包括转动安装在机壳61内的主动压辊64和从动压辊65以及用于驱动主动压辊64和从动压辊65转动的造粒驱动组66;
所述主动压辊64上设有若干个静模腔,所述从动压辊65上对应设有若干个动模腔,主动压辊64和从动压辊65滚动配合以便动模腔和静模腔合模成型陶粒,所述主动压辊64上径向均布有若干个顶针67,所述动模腔设于顶针67外端部,主动压辊64内设有用于滑动安装顶针67的顶针67孔,顶针67的长度小于顶针67孔的长度,顶针67上还设有复位弹簧68;
所述造粒驱动组66包括造粒电机661、造粒主齿轮662、造粒从齿轮663以及凸轮轴664,所述造粒主齿轮662与主动压辊64同轴固定连接,所述造粒从齿轮663与从动压辊65同轴固定连接,所述造粒电机661安装在机壳61上,所述造粒主齿轮662安装在造粒电机661上,所述造粒从齿轮663通过轴承转动安装在凸轮轴664上且所述造粒从齿轮663与造粒主齿轮662啮合,所述凸轮轴664固定安装在机壳61内,所述从动压辊65环设于凸轮轴664外周,凸轮轴664上固定安装有与顶针67滚动配合以驱动顶针67沿顶针67孔向外活动挤压脱模的凸轮665。
在本实施例中,为了保证陶料准确落在主动压辊64和从动压辊65上以填充模腔,并保证顶针67受凸轮驱动向外移动压实陶料,并在陶粒脱模后复位以便模腔继续填料;所述陈化机构5经第一提升机12连接至进料斗62,所述进料斗62上设有位于主动压辊64和从动压辊65中间上方的下料口621,所述下料口621的下轮廓呈与两个压辊相配合的V形结构以便将陶料准确布料到模腔内,所述出料斗63设于主动压辊64和从动压辊65下方,所述顶针67上设有用于与凸轮665滚动配合的滚子69,所述复位弹簧68设于从动压辊65和凸轮之间。
在本实施例中,为了实现自动进料,提高效率,解放人力;所述污泥原料仓1经第一输送泵连接至污泥储料罐2,所述污泥储料罐2经第二输送泵连接至搅拌机构3,所述固废粉料储料罐11经第三输送泵连接至搅拌机构3,所述污泥原料仓1的仓底设有出料板,所述出料板从左向右倾斜向下设置,所述污泥储料罐2罐底设有压力传感器,所述压力传感器与第一输送泵连接以控制第一输送泵工作自动进料。
在本实施例中,为了实现高效率搅拌,并且有效保证搅拌的均匀度;所述搅拌机构3包括搅拌料斗31、搅拌架32、搅拌筒33、搅拌杆组件34以及用于驱动搅拌筒33和搅拌杆组件34转动的搅拌驱动组件35,所述搅拌料斗31设于搅拌架32的进料端,所述污泥储料罐2经第二输送泵连接至搅拌料斗31,所述固废粉料储料罐11经第三输送泵连接至搅拌料斗31,所述搅拌筒33转动安装在搅拌架32内,所述搅拌杆组件34包括并排设置的两根搅拌轴以及螺旋设置在搅拌轴上的搅拌叶片,所述搅拌轴转动安装在搅拌筒33内,所述搅拌筒33筒壁上螺旋设有辅助搅拌叶片,所述搅拌驱动组件35包括搅拌电机351、电机齿轮352、太阳齿轮353、与太阳齿轮353啮合的行星齿轮354以及与行星齿轮354啮合的内齿环355,所述搅拌电机351安装在搅拌架32上,所述电机齿轮352安装在搅拌电机351上且所述电机齿轮352与太阳齿轮353啮合,所述太阳齿轮353通过轴承转动安装在进料管36上,所述行星齿轮354设有两个,两个行星齿轮354分别与两根搅拌轴同轴固定连接,所述搅拌筒33的一端设有轴向向外延伸设置的环形凸缘,所述内齿环355设于环形凸缘内壁上。
在本实施例中,为了提高脱水率,降低陶粒含水量;所述脱水机构4包括脱水仓41、热风机、挤压杆组件42以及挤压驱动组件43,所述搅拌机构3经第一螺旋输送机13连接至脱水仓41的进料端,所述脱水仓41由进料端向出料端一侧倾斜向上延伸设置,所述挤压杆组件42包括并排设置的两根挤压轴以及螺旋设置在搅挤压轴上的挤压叶片,所述挤压驱动组件43与挤压轴连接以驱动挤压轴转动,所述挤压轴转动安装在脱水仓41内,挤压轴的轴径由进料端一侧向出料端一侧逐渐增大,所述脱水仓41的侧壁内设有通风腔,通风腔的上腔壁设有若干个热风孔,所述热风机经热风孔与通风腔相通。
在本实施例中,为了保证陶料均匀铺洒在陈化带上,提高陈化带的载物量的同时,还能保证陈化效果;所述陈化机构5包括陈化斗51、陈化输送带52以及用于驱动陈化输送带52运动的陈化驱动组件53,所述脱水机构4经第二螺旋输送机14连接至陈化斗51,所述陈化斗51上设有延伸至陈化输送带52上的铺料管,所述陈化机构5还包括用于将陈化斗51内的混合物均匀铺设在陈化输送带52上的铺料组件,所述铺料组件包括铺料架54、铺料板55、铺料气缸56、齿条57以及铺料齿轮58,所述铺料气缸56安装在铺料架54上,所述齿条57安装在铺料气缸56上,所述铺料齿轮58转动安装在铺料架54上且所述铺料齿轮58与齿条57啮合,所述铺料板55安装在铺料齿轮58上以便随铺料齿轮58转动,所述陈化斗51设于铺料板55上。
在本实施例中,为了提高烘干效果,防止陶料与烘干输送带71接触一侧烘干不够彻底,保证陶料的均匀干燥;所述造粒机构6通过第二提升机15连接至烘干机构7,所述烘干机构7通过第三提升机16连接至焙烧机构8,所述烘干机构7包括分层设置的若干个烘干输送带71以及用于驱动烘干输送带71运动的烘干驱动器,相邻两个烘干输送带71的运动方向相反,位于最上层的烘干输送带71与第二提升机15连接,位于最下层的烘干输送带71与第三提升机16连接,所述烘干输送带71的末端设有用于引导陶粒混合料落入下层烘干输送带71的弧形导料板8572。
在本实施例中,为了保证陶粒均匀受热,充分发生物理和化学变化,发生膨胀产生孔隙,从而降低密度和质量;所述焙烧机构8包括焙烧架81、焙烧滚筒82以及用于驱动焙烧滚筒82转动的焙烧驱动组件83,焙烧架81上设有用于转动安装焙烧滚筒82的支撑滚轮,焙烧滚筒82的前端还设有进料口和出料口,所述出料口通过第四提升机17与冷却机构9连接,所述焙烧滚筒82上设有供气管、排气管以及燃烧管,所述焙烧滚筒82的内壁上设有若干道螺旋叶片84,焙烧滚筒82的内壁上还设有若干个导料板85,所述焙烧驱动组件83与焙烧滚筒82连接以驱动焙烧滚筒82正转焙烧反转出料。
在本实施例中,为了将直径较小的陶粒筛出,保证成品陶粒的质量;所述筛选机构10包括筛斗1001、筛筒架1002、筛筒1003以及用于驱动筛筒1003转动的筛筒驱动组件1004,所述冷却机构9通过第五提升机18与筛斗1001连接,所述筛斗1001连接至筛筒1003内,所述筛筒1003上设有若干个筛孔,所述筛筒1003转动安装在筛筒架1002上,筛筒架1002上设有用于转动安装筛筒1003的滚轮,所述筛筒驱动组件1004包括设置在筛筒架1002上的筛筒电机、主动齿轮以及从动齿轮,所述主动齿轮安装在筛筒电机上,所述从动齿轮同轴固定安装在筛筒1003外周。
具体实施例2:一种高强度环保污泥陶粒自动化加工方法,包括以下步骤:
(1)将污泥和固废粉料搅拌混合脱水后,经陈化处理成陶料;
(2)采用两个滚动配合的压辊,在两个压辊上对应设置模腔,其中一个压辊内滑动安装顶针67,模腔就设置在顶针67上,将陶料填充进模腔内,两个压辊滚动接触合模后时,驱动顶针67向另一个模腔移动以挤压陶料和脱模,从而成型出陶粒生坯;
(3)陶粒生坯经烘干、焙烧、冷却处理后,形成陶粒,再对陶粒进行筛选,将直径较小的陶粒剔除。
具体实施过程:垃圾车补充污泥时,将污泥倾倒在污泥原料仓1内,污泥储料罐2为封闭罐,罐内无料时,通过第一输送泵泵取污泥,制造污泥时,搅拌料斗31经第二输送泵泵取污泥,经第三输送泵泵取固废粉料,经搅拌后,由第一螺旋输送机13将陶料输送至脱水仓41进行脱水,脱水后,经第二螺旋输送机14输送至陈化斗51,由铺料机构均匀铺料在陈化输送带52上,经陈化、烘干、焙烧以及冷却后,再由筛选机构10筛选出直径符合要求的陶粒,最终完成陶粒的制造。
以上所述仅为本发明的实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种高强度环保污泥陶粒自动化加工设备及其方法
- 一种高强度环保污泥陶粒智能制造装置及其方法