板材供给装置
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及能够向相对于冲压装置等间歇地输送板材的板材进给装置供给板材的板材供给装置。
背景技术
在板材进给装置向冲压装置等输送卷材等板材的情况下,板材进给装置的输送动作以与冲压装置中的冲压作业配合地反复板材的移动、停止的方式间歇地进行。由板材的移动、停止产生的惯性力作用于板材,使板材振动或者产生被称为晃动(日文:バタツキ)的波动现象。若产生这样的晃动,则不仅会对板材进给装置造成过度的负担,还会使板材发生弯曲或产生伤痕,因此,需要设置被称为打环部(日文:ルーパー)的缓冲区间。作为缓和卷材的晃动的方法,有设置U字型、S字型等的打环部作为缓冲区间的卷材供给装置。虽然与不设置U字型、S字型等的打环部的情况相比晃动减少,但在高速输送卷材的情况下会发生晃动,无法进一步高速地输送卷材,在对冲压加工要求高速化的进程中,存在无法充分发挥冲压能力的问题点。
引用文献1公开了一种卷材供给装置,该卷材供给装置配置在冲压装置的板材进给装置的附近,具备:用于一边对卷材制作圈环(日文:ループ)一边输送卷材的具备伺服马达的一对进给辊;用于检测卷材的圈环量的位置传感器;以及根据来自位置传感器的信号来控制伺服马达而控制进给辊对卷材的进给量的控制装置。引用文献2公开了一种用于将卷材向冲压装置的板材进给装置供给的卷材供给装置,该卷材供给装置包括:卷材供给部;设置于该卷材供给部的下游侧的检测卷材的圈环量的位置传感器;根据来自位置传感器的信号来控制伺服马达而控制进给辊对卷材的进给量的控制装置;以及将卷材供给部以能够进行其安装角度的调整以便能够按照条件变更材料的供给角度的状态进行保持的支架。引用文献3公开了一种卷材供给装置,该卷材供给装置具有对卷材进行矫正并将其送出的矫平部和使从矫平部出来后的卷材形成圈环的导向部,并具有使形成的圈环的鼓起达到期望值并且在进入矫平部之前使卷材形成圈环的另一导向部,矫平部配置于圈环形状转弯的中间部。
在先技术文献
专利文献
专利文献1:日本实开平6-5716号公报
专利文献2:日本特开2004-142876号公报
专利文献3:日本特开2011-104650号公报
发明内容
发明要解决的课题
在专利文献1~3的卷材供给装置中,板材以逆着重力的方式实质上从铅垂下侧方向向铅垂上侧方向输送,因此,存在在板材被输送的某个位置由于重力而使板材下垂、容易发生晃动的问题点。另外,在板材进给装置间歇地高速输送板材的情况下,存在由板材的移动、停止产生惯性力而使板材振动、容易产生晃动的问题点。
因此,本发明的目的是为了解决上述问题点,提供一种板材供给装置,能够供给板材,以将板材以不逆着重力的方式输送而减轻重力方向上的影响,减轻由于因板材进给装置导致的板材的移动、停止而产生的惯性力的影响。
用于解决课题的手段
根据本发明的一个观点,用于向间歇地输送板材的板材进给装置供给板材的板材供给装置具备:上侧部分,所述上侧部分向大致板材进给装置的方向输送板材;中央部分,所述中央部分接收从上侧部分输送的板材,并向斜向铅垂下侧方向输送板材;以及下侧部分,所述下侧部分接收从中央部分输送的板材,并向大致板材进给装置的方向输送板材。
根据本发明的一具体例,在板材供给装置设置有能够根据板材进给装置的间歇输送而使板材滞留的空间。
根据本发明的一具体例,在板材供给装置中,上述空间设置在中央部分与下侧部分之间。
根据本发明的一具体例,在板材供给装置中,中央部分能够使板材从上侧部分向中央部分以等速进行输送。
根据本发明的一具体例,在板材供给装置中,上述空间的大小能够通过对板材供给装置中的中央部分的位置进行调整而调整。
根据本发明的一具体例,在板材供给装置中,中央部分的位置能够按照板材的厚度、板材的进给长度、以及板材的输送速度中的至少1个来进行调整。
根据本发明的一具体例,在板材供给装置中,中央部分为了调整上述空间的大小而能够在铅垂方向上移动。
根据本发明的一具体例,在板材供给装置中,中央部分为了调整上述空间的大小而能够以与水平方向平行且与斜向铅垂下侧方向垂直的轴线为中心旋转。
根据本发明的一具体例,在板材供给装置中,上侧部分具备用于将板材引导到中央部分的导向件。
根据本发明的一具体例,在板材供给装置中,下侧部分具备用于将板材引导到板材进给装置的导向件。
发明效果
根据本发明,能够减轻重力方向上的影响而抑制晃动的发生,能够高速地向加工装置供给板材。
此外,本发明的其他目的、特征以及优点从与附图相关的以下的本发明的实施例的记载中可明确。
附图说明
图1是具备作为本发明的一实施方式的板材供给装置的冲压加工线的侧视图。
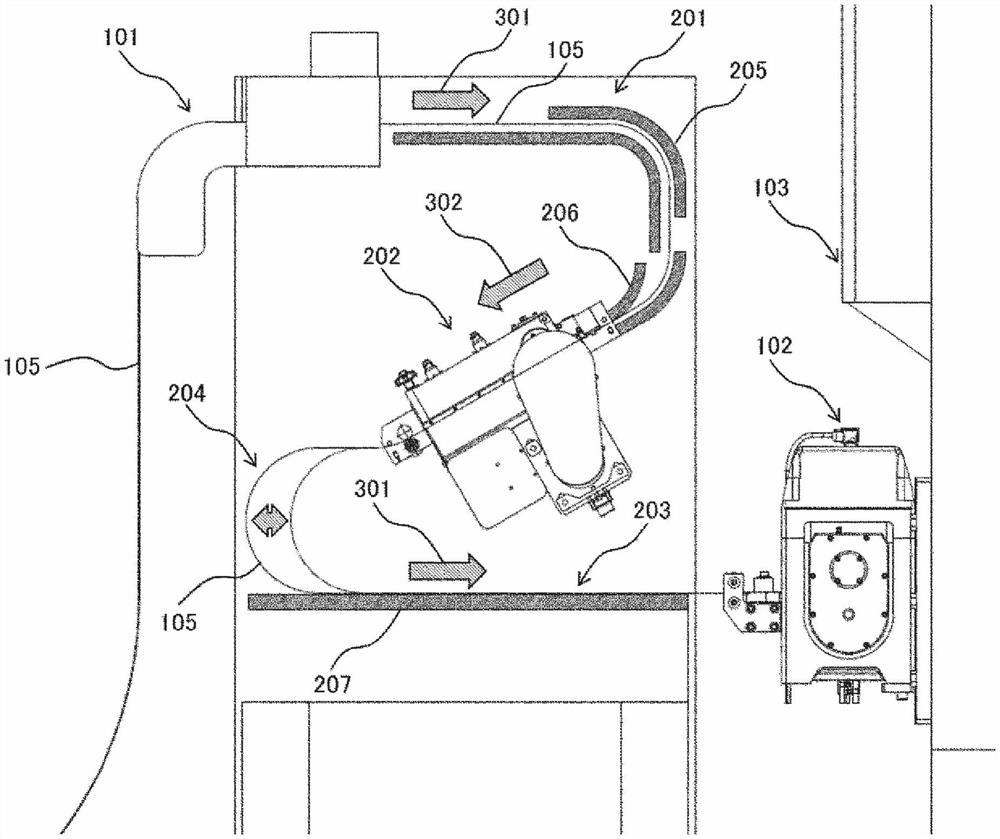
图2是具备图1的板材供给装置的冲压加工线的立体图。
图3是图1的板材供给装置的侧视图。
图4是相对于图3的板材供给装置而使中央部分沿顺时针方向旋转的情况下的板材供给装置的侧视图。
图5是相对于图3的板材供给装置而使中央部分向铅垂下侧方向移动的情况下的板材供给装置的侧视图。
具体实施方式
以下,参照附图对本发明的实施例进行说明,但本发明并不限定于这些实施例。
参照图1~图5,对作为本发明的一实施方式的板材供给装置101进行说明。如图1和图2所示,在冲压加工线中,卷材等板材105从开卷机104输送到板材供给装置101,板材供给装置101向板材进给装置102供给板材105,该板材进给装置102向进行冲压加工等加工处理的冲压装置103等加工装置间歇地输送板材105。如图3~图5所示,板材供给装置101具备:向板材进给装置102的方向301输送板材105的上侧部分201;接收从上侧部分201输送的板材105并向斜向铅垂下侧方向302输送板材105的中央部分202;以及接收从中央部分202输送的板材105并向板材进给装置102的方向301输送板材105的下侧部分203。板材进给装置102的方向301在图3~图5中是水平方向,但只要实质上为板材进给装置102的方向即可,也可以从水平方向稍微倾斜。例如,也可以从水平方向向铅垂下侧方向倾斜。在中央部分202中,板材105只要实质上向铅垂下侧方向输送即可。另外,在中央部分202中,板材105可以如图3~图5所示向与板材进给装置102的方向301相向的斜向铅垂下侧方向302输送,由此,板材105以呈Z字形折返的方式在板材供给装置101中输送,结果,能够缩短冲压加工线的线路长度。另外,虽然板材105在其重量的作用下向重力方向下垂而变形,但在板材供给装置101中,板材105以不逆着重力的方式利用板材105自身的重量而不变形地输送,因此,能够减轻重力方向上的影响而抑制晃动的发生,并且,也能够响应冲压加工的高速化。
在板材供给装置101设置有空间204,该空间204能够根据板材进给装置102向冲压装置103的间歇输送而使板材105滞留。空间204成为板材105的间隙的空间。板材进给装置102对板材105的输送动作以与冲压装置103中的冲压作业配合地反复板材105的移动、停止的方式间歇地进行。因此,在板材进给装置102使板材105向冲压装置103移动的情况下,板材105在空间204中从中央部分202朝向下侧部分203以形成图3~图5所示的右侧的圈环的方式输送。当板材进给装置102停止向冲压装置103的板材105的移动时,同时板材105继续从中央部分202朝向下侧部分203输送,因此,板材105在空间204中滞留,板材105所形成的圈环随着停止时间而朝向图3~图5所示的左侧的圈环的一方逐渐向左侧移动。板材进给装置102即将开始向冲压装置103的板材105的移动之前的板材105所形成的圈环是图3~图5所示的左侧的圈环。当板材进给装置102开始向冲压装置103的板材105的移动时,板材105所形成的圈环朝向图3~图5所示的右侧的圈环的一方逐渐向右侧移动。通过设置空间204,能够减轻由于因板材进给装置102导致的板材105的移动、停止而产生的惯性力的影响而抑制板材105的振动,抑制晃动的发生,并且,也能够响应冲压加工的高速化。
空间204优选如图3~图5所示设置在中央部分202与下侧部分203之间。但是,并不限定于此,根据板材供给装置的结构,也可以设置在上侧部分201与中央部分202之间。
中央部分202能够使板材105从上侧部分201向中央部分202以等速进行输送。中央部分202可以具备用于把持板材105并进行输送的一对辊、驱动一对辊中的至少1个旋转的伺服马达、驱动伺服马达的驱动器、以及经由驱动器控制伺服马达而控制一对辊对板材105的进给量的控制装置,一对辊也可以通过同步皮带、齿轮等结合装置而结合。为了以等速输送板材105,控制装置向驱动器输出信号,驱动器基于信号而使伺服马达的输出轴旋转,随着伺服马达的输出轴的旋转,把持板材105的一对辊等速旋转,使板材105从上侧部分201向中央部分202以等速进行输送。一对辊的间隔按照板材105的厚度进行调整。但是,中央部分202并不限定于此,只要能够以等速输送板材105即可。另外,也可以是上侧部分201能够使板材105从上侧部分201以等速进行输送。
用于使板材105滞留的空间204的大小也可以能够通过对板材供给装置101中的中央部分202的位置进行调整而调整。如图3~图5所示,在板材105从中央部分202朝向下侧部分203输送的情况下,在空间204中由板材105形成的圈环形成为从中央部分202朝向下侧部分203,但一般而言,板材105形成圈环的情况下的板材105的圈环半径极限通常认为是板材105的厚度的500倍为止,只要由板材105形成的圈环为该圈环半径极限以下的圈环半径,则板材105不产生弯曲变形。如图3~图5所示,通过变更中央部分202在板材供给装置101中的位置,能够变更由板材105形成的圈环的圈环半径。例如,通过变更中央部分202在板材供给装置101中的位置,能够减小由板材105形成的圈环的圈环半径,由此,能够限制板材105的自由度,从而抑制晃动的发生。
中央部分202的位置也可以能够按照板材105的厚度、板材105的进给长度、以及板材105的输送速度中的至少1个来进行调整。例如,在板材105的厚度较薄的情况下,调整中央部分202的位置以使圈环半径变小,在板材105的厚度较厚的情况下,调整中央部分202的位置以使圈环半径变大。另外,在板材105的进给长度较短的情况下,调整中央部分202的位置以使圈环半径变小,在板材105的进给长度较长的情况下,调整中央部分202的位置以使圈环半径变大。另外,在板材105的输送速度较快的情况下,调整中央部分202的位置以使圈环半径变小,在板材105的输送速度较慢的情况下,调整中央部分202的位置以使圈环半径变大。
中央部分202也可以为了调整空间204的大小而能够在铅垂方向上移动。如图3和图5所示,通过使中央部分202向铅垂上侧方向移动,能够增大板材105能够滞留的空间204而增大圈环半径,通过使中央部分202向铅垂下侧方向移动,能够减小板材105能够滞留的空间204而减小圈环半径。板材供给装置101也可以具备能够使中央部分202在铅垂方向上直线运动的直线运动机构。作为直线运动机构,例如有气缸、电动缸等,通过使缸体以空气的方式或以电的方式在铅垂方向上直线运动,与其相应地能够使与缸体连接的中央部分202直线运动。另外,直线运动机构也可以由马达、丝杠轴以及螺母构成,通过将与马达的输出轴连接的丝杠轴的旋转转换为螺母的铅垂方向的直线运动,能够使与螺母连接的中央部分202直线运动。但是,并不限定于此,只要能够使中央部分202在铅垂方向上移动即可。例如,中央部分202也可以能够通过手动调整而在铅垂方向上移动。
中央部分202也可以为了调整空间204的大小而能够以与水平方向平行且与在中央部分202中板材105被输送的方向即斜向铅垂下侧方向302垂直的轴线为中心旋转。如图3和图4所示,使中央部分202沿顺时针方向旋转,增大板材105从中央部分202送出的方向相对于铅垂下侧方向的角度,从而能够增大板材105能够滞留的空间204而增大圈环半径。另外,使中央部分202沿逆时针方向旋转,减小板材105从中央部分202送出的方向相对于铅垂下侧方向的角度,从而能够减小板材105能够滞留的空间204而减小圈环半径。板材供给装置101也可以具备能够使中央部分202旋转的旋转运动机构。作为旋转运动机构,例如有马达等,通过使马达的输出轴以与水平方向平行且与斜向铅垂下侧方向302垂直的轴线为中心旋转,与其相应地能够使与输出轴连接的中央部分202旋转。另外,旋转运动机构也可以具备减速器。但是,并不限定于此,只要能够使中央部分202旋转即可。例如,中央部分202也可以能够通过手动调整而以与水平方向平行且与斜向铅垂下侧方向302垂直的轴线为中心旋转。
上侧部分201也可以为了将板材105引导到中央部分202而在至少一部分具备导向件205。通过导向件205,能够抑制晃动的发生。在图3~图5中,在板材105的双面都存在设置有导向件205的地方,但根据需要,也可以仅在板材105的单面设置导向件205。
中央部分202也可以为了将板材105引导到中央部分202的内部而在至少一部分具备导向件206。通过导向件206,能够抑制晃动的发生。在图3~图5中,在板材105的双面设置有导向件206,但根据需要,也可以仅在板材105的单面设置导向件206。另外,导向件206也可以朝向上侧部分201逐渐变宽,以便能够接收从上侧部分201输送的板材105。通过使其变宽,在如上述那样中央部分202发生了旋转的情况下也能够接收板材105。另外,导向件206也可以能够根据中央部分202旋转的角度来调整从中央部分202突出的角度。
下侧部分203也可以为了将板材105引导到板材进给装置102而在至少一部分具备导向件207。通过导向件207,能够抑制晃动的发生。在图3~图5中,仅在板材105的下表面设置有导向件205,但根据需要,也可以在板材105的双面设置导向件207。
通过使用如上述说明的本发明的板材供给装置101,能够减轻重力方向上的影响以及由于因板材进给装置102导致的板材105的移动、停止而产生的惯性力的影响,从而能够向相对于冲压装置103等加工装置间歇地输送板材105的板材进给装置102供给晃动的发生得到抑制、板材105的振动得到抑制、且也响应冲压加工等加工处理的高速化的板材105。而且,冲压装置103等加工装置能够对从板材进给装置102高精度地间歇输送的板材105进行冲压加工等加工处理,从而制造用于手机、个人计算机等信息相关设备的小型零件、汽车、工业用电机零件、家电产品等的构成零件等构造物。
虽然对特定的实施例进行了上述记载,但本发明不限于此,本领域技术人员可知能够在本发明的原理和附上的权利要求书的范围内进行各种变更及修正。
附图标记说明
101 板材供给装置
102 板材进给装置
103 冲压装置
104 开卷机
105 板材
201 上侧部分
202 中央部分
203 下侧部分
204 空间
205 导向件
206 导向件
207 导向件
301 板材进给装置的方向
302 斜向铅垂下侧方向。
- 板材的供给装置及供给方法、暗盒组合装置
- 一种板材钻孔数控设备中的板材供给装置