一种管件自动回火加工设备
文献发布时间:2024-01-17 01:19:37
技术领域
本发明涉及机械加工设备技术领域,尤其涉及一种管件自动回火加工设备。
背景技术
金属管件是机械设备中常用的基础材料,金属管件经过切割、缩口、焊接等工序后其两端会产生焊接残余应力,消除焊接残余应力的常用方式为高温回火,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
目前高温回火的加热设备主要为高频电炉,通过高频线圈加热管件至合适温度后自然冷却降温。管件回火的工序多为人工操作,生产环境差、效率低,并且由于人工操作回火时间和温度不好把控,导致产品质量的一致性差;为此提出了一种管件自动回火加工设备。
发明内容
本发明的目的在于提供一种管件自动回火加工设备。,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种管件自动回火加工设备,包括工作台,所述工作台上设置有上料机构、链条输送线、加热装置、水冷装置、高频电源和控制箱,所述上料机构设置于链条输送线的首端,所述加热装置有两个分别设置于链条输送线的两侧,所述水冷装置与加热装置的冷却部连通,所述高频电源与的输出端与加热装置的线圈电连接,所述控制箱控制加热装置、水冷装置、上料机构、链条输送线和高频电源的启停。
更进一步的,所述链条输送线包括链条支架、链条和管件座,所述链条支架固定的设置于工作台上,所述链条设置于链条支架上,所述管件座设置于链条的链板上,所述链条支架上设置有电机,所述电机与控制箱电连接,所述电机驱动链条在链条支架上回转运动。
更进一步的,所述上料机构包括上料基板、上料槽、顶料气缸和顶料件,所述上料基板固定设置于链条输送线的首端的工作台上,所述上料槽和顶料气缸设置于上料基板上,所述上料槽倾斜设置其底端设置有挡料板,所述挡料板下方的上料槽上设置有顶料孔,所述顶料气缸竖直的设置于上料基板上,所述顶料件设置于顶料气缸的活塞杆上,所述顶料件包括顶料部和托料部,所述顶料部和托料部分别设置于挡料板的两侧。
更进一步的,所述加热装置包括加热底座,所述加热底座与工作台固定连接,所述加热底座上设置有滑轨、限位块和伸缩气缸,所述滑轨与链条输送线垂直,所述限位块和伸缩气缸分别设置于滑轨的两端,所述滑轨上设置有滑块,所述滑块与伸缩气缸的活塞杆连接,所述滑块上设置有加热支座,所述加热支座上设置有冷却头,所述冷却头与水冷装置连通,所述冷却头上设置有加热线圈,所述加热线圈与高频电源的输出端电连接。
更进一步的,所述链条输送线的尾端设置有落料装置,所述落料装置包括落料支架、落料挡块和落料槽,所述落料支架固定设置于工作台上,所述落料挡块和落料槽设置于在落料支架的顶端,所述落料挡块与链条输送线相邻。
更进一步的,所述链条支架上设置有光电感应器,所述光电感应器与控制箱电连接。
更进一步的,所述顶料部的高度小于托料部的高度,所述顶料部的上端和挡料板的上端均为向托料部一侧的下方倾斜的斜面。
更进一步的,所述加热底座上设置有隔热罩,所述隔热罩设置于加热线圈与滑轨之间。
更进一步的,所述上料基板上设置有L形的固定件,所述顶料气缸通过固定件竖直的设置于上料基板上。
本发明的有益效果是:
本发明通过控制箱控制加热装置、上料机构、链条输送线和高频电源的启停,实现了金属管件两端回火加工工序的自动连续进行,生产效率高;同批次的产品回火时间和温度一致,避免了人工操作产生的差异性,产品一致性好。
附图说明
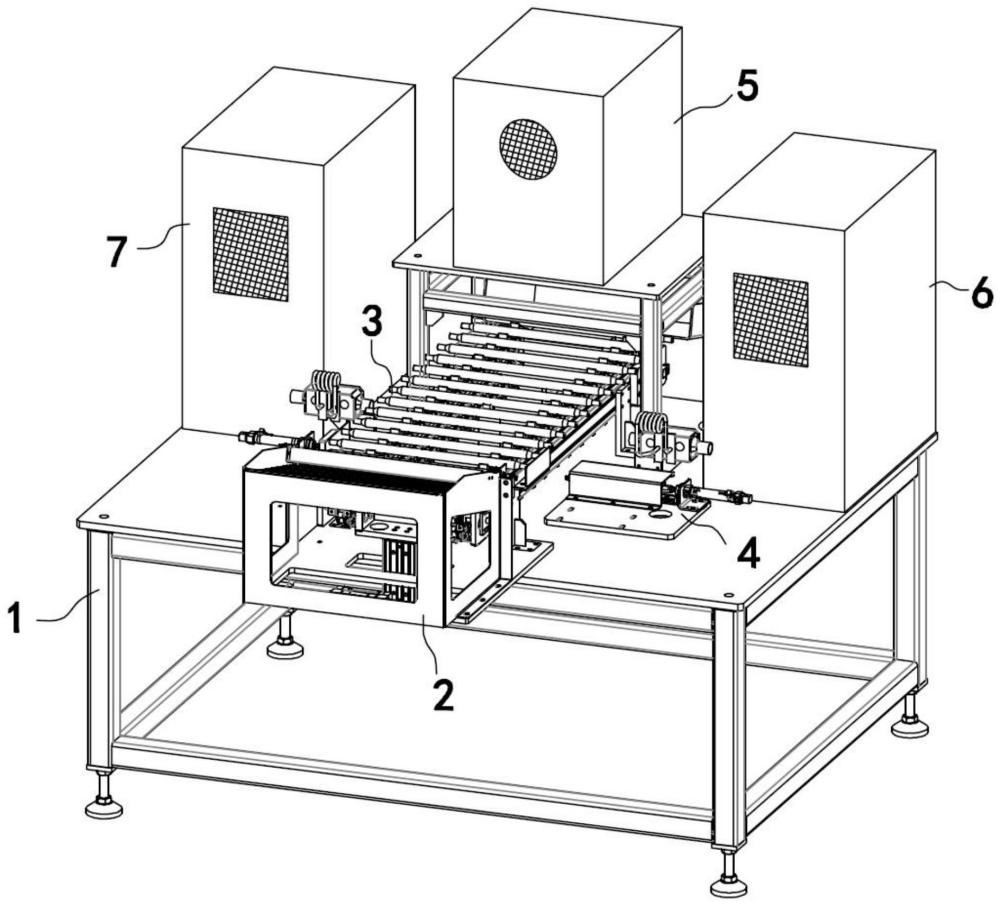
图1为本发明提出的一种管件自动回火加工设备的结构示意图。
图2为本发明提出的一种管件自动回火加工设备的上料机构的结构示意图。
图3为本发明提出的一种管件自动回火加工设备的顶料件的结构示意图。
图4为本发明提出的一种管件自动回火加工设备的链条输送线的结构示意图。
图5为本发明提出的一种管件自动回火加工设备的管件座与链条组合的示意图。
图6为本发明提出的一种管件自动回火加工设备的加热装置的结构示意图。
图7为本发明提出的一种管件自动回火加工设备的加热装置的结构示意图。
图8为本发明提出的一种管件自动回火加工设备的落料装置的结构示意图。
图中:工作台1、上料机构2、上料基板201、上料槽202、顶料孔203、挡料板204、顶料件205、顶料气缸206、固定件207、链条输送线3、链条支架301、链条302、电机303、光电感应器304、管件座305、加热装置4、加热底座401、滑轨402、往复气缸403、限位块404、滑块405、加热支座406、冷却头407、加热线圈408、隔热罩409、水冷装置5、控制箱6、高频电源7、落料装置8、落料支架801、落料挡块802、落料槽803。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
实施例1
参照图1,本发明提供一种技术方案:一种管件自动回火加工设备,包括工作台1,工作台1上安装有链条输送线3、水冷装置5、控制箱6和高频电源7,链条输送线3的两端分别安装有上料机构2和落料装置8,链输送线3的两侧的工作台1上安装有加热装置4,控制箱6控制上料机构2向链条输送线3上放置金属管件、控制链条输送线3的启停,当金属管件移动至与加热装置4正对,控制箱6控制加热装置4向金属管件的两端靠拢加热回火,回火完成的金属管件由链条输送线3另一端的落料装置8落入转运车内,水冷装置5与加热装置4的冷却部连通,高频电源7的输出端与加热装置4的线圈电连接,。
参照图2、图3,上料机构2包括上料基板201,上料基板201固定安装在工作台1上,上料基板201上安装有上料槽202和顶料气缸206,上料槽202倾斜向下设置,上料槽202的底端安装有挡料板204,与挡料板204相邻的上料槽202底部开设有两个顶料孔203,顶料气缸206通过L形的固定件207竖直的安装在上料基板201上,顶料气缸206的活塞杆上安装有顶料件205,顶料件205包括顶料部和托料部,顶料部的高度小于托料部,安装完成后顶料件205的顶料部和托料部分别处于挡料板204的两侧,顶料件205的顶料部与顶料孔203正对,顶料件205的顶料部和挡料板204的顶部均设置为斜面,金属管件放置在上料槽202内在重力作用下向挡料板204滚动,上料时顶料气缸206将顶料件205托起其顶料部与挡料板204的侧面形成V字形结构将金属管件托起,金属管件越过挡料板204后挡料板的顶部与托料部的侧面形成V字形结构将金属管件保持在其上,顶料件205下落金属管件滚落在顶料件205的托料部上,顶料件205继续下降其托料部上的金属管件转移至链条输送线3上。
参照与4、图5,链条输送线3包括链条支架301,链条支架301固定安装在工作台1上,链条支架301上安装有链条302和电机303,电机303驱动链条302在链条支架301上运动,链条302安装有管件座305,管件座305间隔阵列的安装在链条302的链板上,管件座305的上端设置V字形凹槽,顶料件205下降时将金属管件放置在管件座上,链条输送线3的中部安装有光电感应器304,光电感应器304处于两个加热装置4的连线上,当金属管件运动至光电感应器304的上方时,电机303停止两个加热装置4向金属管件的两端靠拢,金属管件两端回火加热完成后两个加热装置4复位。
参照图6、图7,加热装置4包括加热底座401,加热底座401固定安装在工作台1上,加热底座401上安装有滑轨402,滑轨402的长度方向与支架301的长度方向垂直,滑轨402的两端分别安装有限位块404和往复气缸403,滑轨402上安装有滑块405,滑块405与往复气缸403的活塞杆连接,滑块405上设置有加热支座406,加热支座406上安装有冷却头407,冷却头407与水冷装置5连通,冷却头407上安装有加热线圈408,加热线圈408与高频电源7的输出端电连接,加热底座401上安装有隔热罩409,隔热罩409覆盖在滑轨402的上方以防止加热金属管件时产生的热量辐射而导致其变形。
参照图8,落料装置8包括落料支架801、落料挡块802和落料槽803,落料支架801固定安装在工作台1上,落料挡块802和落料槽803安装在落料支架801的顶端,金属管件运动至其链条输送线3的末端时与落料挡块802接触,管件座305随链条302回转金属管件沿落料挡块802和落料槽803落入转运车。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种纺织服装自动切割加工设备及服装自动切割加工方法
- 一种高强度注塑件、高强度注塑件加工设备及工艺
- 一种‘7’字型铁件机械手取件镶入注塑自动化设备
- 一种不锈钢表带零件自动串珠设备及自动串珠方法
- 一种实现自动装夹的轴件自动检测设备
- 履带传动链轨节全自动回火加工设备及其操作方法
- 履带传动链轨节全自动回火加工设备