一种卷烟包装机的条盒透明纸自动更换系统
文献发布时间:2023-06-19 18:29:06
技术领域
本申请涉及卷烟生产技术领域,更具体地,涉及一种卷烟包装机的条盒透明纸自动更换系统。
背景技术
GDX2包装机的条盒透明机上没有条盒透明纸的自动安装和自动拼接等功能。条盒透明纸即将用尽时,需要人工将40斤的条盒透明纸放置在机台旁边,同时将双面胶沾黏在新的透明纸上,等待人工手动拼接。当条盒透明纸达到最小用量时,需要人工停机,将用尽的透明纸卷从工作位卸下,将新的透明纸搬起、提升、固定在上述工作位上,手动将新旧透明纸通过双面胶沾黏在一起,然后手动盘车将透明纸接头盘出来再重新开机。
此过程中需要3-5分钟,极大地影响了包装机的设备运行效率,同时操作工人的劳动强度大,还有可能使得透明纸磕磕碰碰,发生产品质量问题。
发明内容
本申请提供一种卷烟包装机的条盒透明纸自动更换系统,通过轴向供料组件和周向定位组件实现条盒透明纸的自动安装,并通过自动拼接部件实现新旧条盒透明纸的更换,自动化的更换系统大大降低了劳动强度,并且提高了设备运行效率和产品质量。
本申请提供了一种卷烟包装机的条盒透明纸自动更换系统,包括PLC控制器、自动安装部件和自动拼接部件;
PLC控制器分别与自动安装部件和自动拼接部件中的检测器和执行器信号连接;
自动安装部件包括两个间隔设置在卷烟包装机的机架的第一侧壁上的定位件、轴向供料组件以及周向固定组件;
两个条盒透明纸定位在轴向供料组件上,两个条盒透明纸的中心轴分别与对应的定位件的中心轴共线,轴向供料组件沿定位件的轴向将条盒透明纸穿装在定位件上,周向固定组件将条盒透明纸固定在定位件上。
优选地,轴向供料组件包括轴向驱动器、轴向进给件;
轴向进给件设置在两个定位件的下方;轴向驱动器的输出轴的中心轴与定位件的中心轴平行,轴向驱动器的输出轴与轴向进给件固定连接;
自动进料过程中,两个条盒透明纸定位在轴向进给件上。
优选地,自动安装部件还包括提升组件,提升组件包括两个运载体和两个固定在机架的底板上的提升驱动器,两个运载体在竖直方向上滑动设置在轴向进给件的上端面上,两个条盒透明纸分别定位在对应的运载体上,两个提升驱动器的输出轴分别穿过轴向进给件后与对应的运载体固定连接。
优选地,运载体上远离定位件的侧边的两个角部分别设有向上突出的挡板。
优选地,运载体的顶面呈与条盒透明纸的外圆周面贴合的圆弧状。
优选地,底板上设有支撑台,支撑台上设有沿定位件的轴向延伸的导向杆,轴向进给件与导向杆滑动连接。
优选地,自动拼接部件包括自动熨烫组件和自动切割组件;
自动熨烫组件设置在自动安装部件的上方,自动熨烫组件包括吸附平台、沾黏平台、电烙铁以及电烙铁驱动器,吸附平台设置在沾黏平台与第二定位件之间,吸附平台吸附第二定位件上的第二条盒透明纸;沾黏平台设置在第一定位件上的第一条盒透明纸的运动路径上;自动拼接过程中,第二条盒透明纸的头部位于沾黏平台上;
电烙铁位于沾黏平台的上方;自动拼接过程中,电烙铁驱动器驱动电烙铁移动至沾黏平台进行熨烫。
优选地,自动切割组件包括切割齿条、齿条夹具以及夹具驱动器,夹具驱动器固定在机架的第一侧壁上,齿条夹具与夹具驱动器的输出轴固定连接,切割齿条安装在齿条夹具上。
优选地,机架的第二侧壁上设有用于检测第一条盒透明纸的最小剩余量的光电开关,第二侧壁与第一侧壁相对。
优选地,运载体上设有行程开关。
通过以下参照附图对本申请的示例性实施例的详细描述,本申请的其它特征及其优点将会变得清楚。
附图说明
被结合在说明书中并构成说明书的一部分的附图示出了本申请的实施例,并且连同其说明一起用于解释本申请的原理。
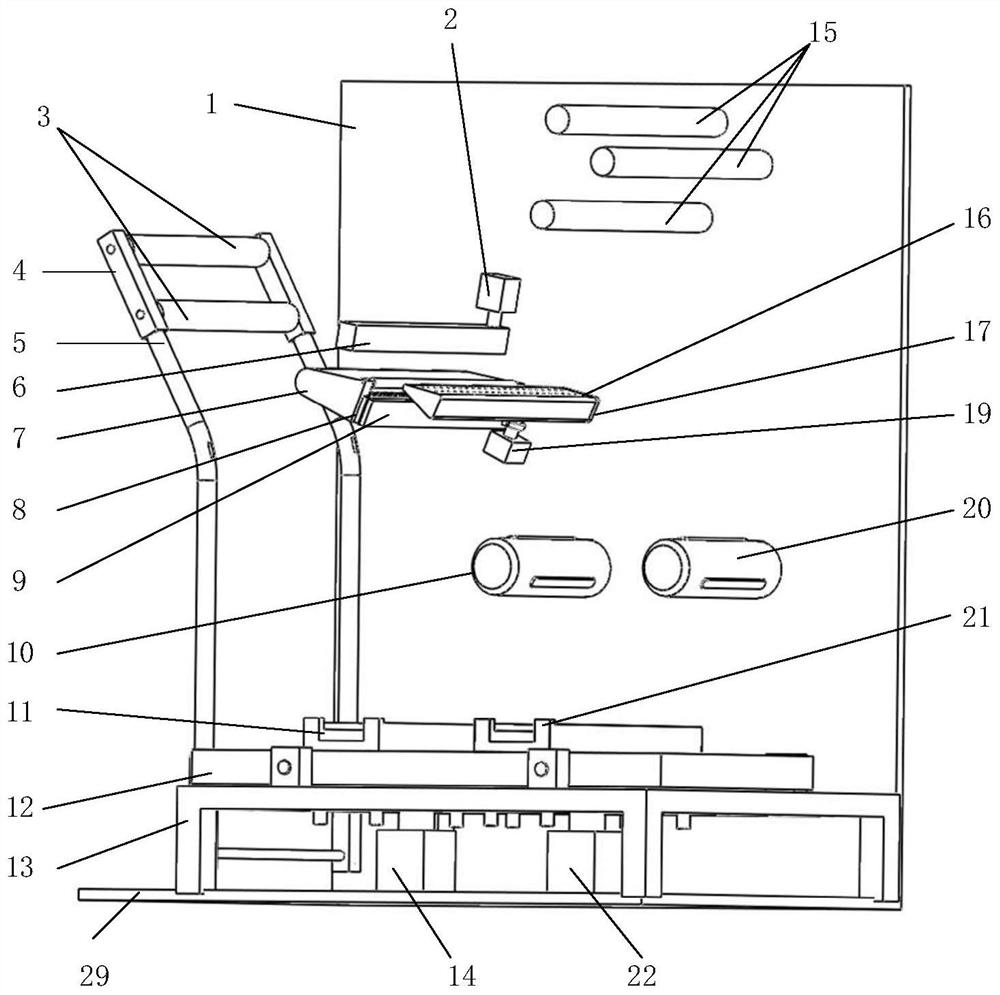
图1为本申请提供的卷烟包装机的条盒透明纸自动更换系统的第一结构图;
图2为本申请提供的卷烟包装机的条盒透明纸自动更换系统的第二结构图;
图3为本申请提供的卷烟包装机的条盒透明纸自动更换系统的第三结构图;
图4为本申请提供的运载体的第一立体图;
图5为本申请提供的运载体的第二立体图;
图6为本申请提供的吸附平台的立体图;
图7为本申请提供的卷烟包装机的条盒透明纸自动更换系统的电气接线图。
具体实施方式
现在将参照附图来详细描述本申请的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本申请的范围。
以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本申请及其应用或使用的任何限制。
对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
本申请提供一种卷烟包装机的条盒透明纸自动更换系统,通过轴向供料组件和周向定位组件实现条盒透明纸的自动安装,并通过自动拼接部件实现新旧条盒透明纸的更换,自动化的更换系统大大降低了劳动强度,并且提高了设备运行效率和产品质量。
卷烟包装机的条盒透明纸自动更换系统包括PLC控制器、自动安装部件和自动拼接部件,PLC控制器分别与自动安装部件和自动拼接部件中的检测器和执行器信号连接。
作为一个实施例,如图1-3所示,自动安装部件包括两个间隔设置在卷烟包装机的机架的第一侧壁1上的定位件(高度相同的第一定位件10和第二定位件20)、轴向供料组件以及周向固定组件。
在该实施例中,两个条盒透明纸定位在轴向供料组件上,两个条盒透明纸的中心轴(亦即条盒透明纸的中心纸圈25和27的中心轴,请参考图3)分别与对应的定位件的中心轴共线,轴向供料组件沿定位件的轴向将条盒透明纸穿装在定位件上,周向固定组件将条盒透明纸固定在定位件上。
具体地,轴向供料组件包括轴向驱动器、轴向进给件、一个第一两位四通电磁换向阀和两个第一磁感应开关。
作为一个实施例,如图2所示,轴向驱动器为第一气缸23(机械接触式无杆气缸)。如图1-3所示,轴向进给件12设置在两个定位件的下方。轴向驱动器的输出轴的中心轴与定位件的中心轴平行,第一气缸23的输出轴与轴向进给件12固定连接。自动进料过程中,即将安装在第一定位件10上的第一条盒透明纸24和即将安装在第二定位件20上的第二条盒透明纸26定位在轴向进给件12上。
作为一个实施例,机架的底板29上设有支撑台13,支撑台13上设有沿定位件的轴向延伸的导向杆28(图2中示为2个),轴向进给件12与导向杆28滑动连接。
具体地,第一气缸23安装固定在支撑台13上,在第一气缸23的缸管上沿轴向设有槽口,第一气缸23的活塞杆的两侧对称固定有滑块,滑块穿过槽口后与轴向进给件12固定连接在一起。
第一两位四通电磁换向阀用于控制第一气缸23的轴向进给和退回,两个第一磁感应开关B_Feeder_Cylinder_Base和B_Feeder_Cylinder_Work分别安装在第一气缸23的缸体外壁的基本位和工作位上,分别作为第一气缸23的基本位磁感应开关和工作位磁感应开关,用于检测第一气缸23是否回到基本位和工作位。
优选地,自动安装部件还包括提升组件。在该实施例中,支撑台13和轴向进给件12与定位件具有一定的高度差。提升组件包括两个结构相同的运载体(第一运载体11和第二运载体21)、两个固定在机架的底板29上的提升驱动器、两个中“O”型三位四通电磁换向阀、两个行程开关和4个第二磁感应开关。
作为一个实施例,如图1所示,两个提升驱动器分别为第二气缸14和第三气缸22。两个运载体11和21分别在竖直方向上滑动设置在轴向进给件12的上端面上。自动安装过程中,两个条盒透明纸24和26(请参考图3)分别定位在对应的运载体11和21上,第二气缸14和第三气缸22的输出轴分别穿过轴向进给件12后与对应的运载体11和21固定连接。运载体11和21上分别设有行程开关。
作为一个实施例,如图4和5所示,第一运载体11的本体115的顶面111呈与条盒透明纸的外圆周面贴合的圆弧状。请结合图2,第一运载体11上远离定位件的侧边的两个角部分别设有向上突出的挡板112和113。当条盒透明纸被放置在运载体上时,条盒透明纸的端部始终紧靠在挡板上,防止条盒透明纸在运载体轴向进给时发生轴向窜动而引起条盒透明纸在定位件上安装固定不到位的情况。
第一运载体11的本体115的底面的四个角部分别设有长销状导轨116,轴向进给件12上对应的位置设有竖直的导向孔,长销状导轨116插装在导向孔中,二者间隙配合,对第一运载体的提升起到导向作用,增强其稳定性,且在第二气缸14和第三气缸22达到其最大行程后,长销状导轨116依然不会脱离导向孔,防止在轴向进给时,第一运载体和条盒透明纸发生侧翻、脱落或轴向窜动。
优选地,第一运载体11的中部设有沿定位件的轴向延伸的缺口114,便于减轻运载体的重量,确保提升驱动器的工作稳定性。
两个中“O”型三位四通电磁换向阀分别用于控制第二气缸14和第三气缸22的伸出和退回,中“O”型三位四通电磁换向阀可以保证运载体在被提升过程中因外界因素发生断电情况下,第二气缸14和第三气缸22不会掉气,防止条盒透明纸砸伤事故或条盒透明纸落地损伤等情况。两个行程开关B_First_Material_at_position和B_Second_Material_at_position分别安装在第一运载体11和第二运载体21上,分别用于检测第一运载体11和第二运载体21上是否放置有条盒透明纸。其中两个第二磁感应开关B_First_Lift_Cylinder_Base和B_First_Lift_Cylinder_Work分别安装在第二气缸14的缸体外壁的基本位和工作位上,作为第二气缸14的基本位磁感应开关和工作位磁感应开关,分别用于检测第二气缸14是否回到基本位和工作位。另外两个第二磁感应开关B_Second_Lift_Cylinder_Base和B_Second_Lift_Cylinder_Work分别安装在第三气缸22的缸体外壁的基本位和工作位上,作为第三气缸22的基本位磁感应开关和工作位磁感应开关,分别用于检测第三气缸22是否回到基本位和工作位。
当首次首班生产,需要同时安装两个条盒透明纸时,将两个条盒透明纸分别放置在第一运载体11和第二运载体21上,在重力的作用下,两个条盒透明纸将第一运载体11和第二运载体21上的行程开关压下,两个行程开关B_First_Material_at_position和B_Second_Material_at_position均有信号,PLC控制器接收到该信号后输出一个高电平信号,使得第二气缸14的中“O”型三位四通电磁换向阀的线圈K1和第三气缸22的中“O”型三位四通电磁换向阀的线圈K2同时得电,两个中“O”型三位四通电磁换向阀换向,气路改变,控制第二气缸14和第三气缸22同时伸出,当运载体连同条盒透明纸一起上升到与定位件10、20高度平齐后,第二气缸14和第三气缸22也恰好达到其最大行程,此时,第二气缸14和第三气缸22的工作位磁感应开关B_First_Lift_Cylinder_Work和B_Second_Lift_Cylinder_Work均有信号,即完成了条盒透明纸的提升。PLC控制器接收到B_First_Lift_Cylinder_Work和B_Second_Lift_Cylinder_Work的信号后,输出一个高电平信号,该高电平信号使得第一气缸23的第一两位四通电磁换向阀的线圈K3得电,该第一两位四通电磁换向阀换向,气路改变,控制第一气缸23轴向进给,当第一气缸23进给到位后,其磁感应开关B_Feeder_Cylinder_Work有信号,说明条盒透明纸的中心纸圈已经穿装在定位件上。
作为一个实施例,周向固定组件包括第一定位件10、第二定位件20、两个第二两位四通电磁换向阀、四个第三磁感应开关。第一定位件10和第二定位件20均采用三夹爪固定气缸。两个第二两位四通电磁换向阀分别用于控制第一定位件10和第二定位件20的伸出和退回。其中,两个第三磁感应开关B_First_Fixed_Cylinder_Base和B_First_Fixed_Cylinde_Work分别作为第一定位件10的基本位磁感应开关和工作位磁感应开关,用于检测第一定位件10是否回到基本位和工作位。另外两个第三磁感应开关B_Second_Fixed_Cylinder_Base和B_Second_Fixed_Cylinde_Work分别作为第二定位件20的基本位磁感应开关和工作位磁感应开关,用于检测第二定位件20是否回到基本位和工作位。
当条盒透明纸轴向进给到位后,第一气缸23的工作位磁感应开关B_Feeder_Cylinder_Work有信号,PLC控制器接收到该信号后输出一个高电平信号,该高电平信号使得第一定位件10和第二定位件20的第二两位四通电磁换向阀的线圈K4和K5分别得电,这两个第二两位四通电磁换向阀分别换向,气路改变,控制第一定位件10和第二定位件20伸出,三夹爪气缸张紧在条盒透明纸的纸圈内壁上,实现条盒透明纸的周向固定,此时第二气缸14和第三气缸22的工作位磁感应开关B_First_Fixed_Cylinde_Work和B_Feeder_Cylinder_Work均有信号。PLC控制器接收到该信号后输出一个高电平信号,该高电平信号使得第一气缸23的第一两位四通电磁换向阀的线圈K3失电,该第一两位四通电磁换向阀再次换向,气路再次改变,控制第一气缸23退回至基本位,当第一气缸23退回至基本位后,两个行程开关B_First_Material_at_position和B_Second_Material_at_position均失去信号,表明运载体上的条盒透明纸已经被取走放置在了定位件上,同时,第一气缸23的基本位磁感应开关B_Feeder_Cylinder_Base有信号,PLC控制器接收到该信号后输出一个高电平信号,该高电平信号使得第二气缸14的中“O”型三位四通电磁换向阀的线圈K1和第三气缸22的中“O”型三位四通电磁换向阀的线圈K2同时失电,两个中“O”型三位四通电磁换向阀再次换向,气路再次改变,控制第二气缸14和第三气缸22退回至基本位。当第二气缸14和第三气缸22退回至基本位时,第二气缸14和第三气缸22的基本位磁感应开关B_First_Lift_Cylinder_Base和B_Second_Lift_Cylinder_Base有信号,此时完成了条盒透明纸的安装。
需要说明的是,自动安装部件也可以只将第一条盒透明纸或第二条盒透明纸单独安装在对应的定位件上。
作为一个实施例,自动拼接部件包括自动熨烫组件和自动切割组件。
如图1-3所示,自动熨烫组件设置在自动安装部件的上方。自动熨烫组件包括吸附平台17、沾黏平台7、电烙铁6、电烙铁驱动器、一个第三两位四通电磁换向阀、一个两位二通电磁换向阀、一个光电开关、两个第四磁感应开关。
如图1和6所示,吸附平台17上设有多个吸风孔16。吸附平台17固定在第一侧壁1上,吸附平台17设置在沾黏平台7与第二定位件20之间,吸附平台17位于第一定位件10的正上方,吸附平台17吸附第二定位件20上的第二条盒透明纸26。
沾黏平台7固定在第一侧壁1上,沾黏平台7设置在第一定位件10远离第二定位件20一侧的斜上方,沾黏平台7设置在第一定位件10上的第一条盒透明纸24的运动路径上(未经过吸附平台17)。
如图1-3所示,相对的第一侧壁1和第二侧壁之间设有摆杆架,摆杆架的两个摆杆臂5与底板29固定连接,两个摆杆臂5的上端通过摆杆套4转动安装上下两个平行的摆杆导向柱3。
具体地,如图3所示,第一条盒透明纸24首先经过沾黏平台7,然后绕过下面的摆杆导向柱3之后缠绕在第一侧壁1上最下面的透明纸导向杆15上,随后绕过上面的摆杆导向柱3,接着向上依次绕过第一侧壁1上的两个透明纸导向杆15后向下游延伸。
电烙铁6位于沾黏平台7的上方。作为一个实施例,电烙铁驱动器为第四气缸2,位于电烙铁6的上方并固定在第一侧壁1上,第四气缸2的活塞杆端部与电烙铁6固定连接。电烙铁6在开机后将一直通电,持续保持某设定温度。
自动拼接过程中,第二条盒透明纸26的头部位于沾黏平台7上,第四气缸2驱动电烙铁6移动至沾黏平台7进行熨烫。
光电开关B_Run_Out_min设置在机架的第二侧壁(图中未示出)上,用于检测第一条盒透明纸24的最小剩余量。其中,第二侧壁与第一侧壁相对。光电开关与条盒透明纸的中心纸圈的外径之间具有预设距离(例如2mm)处。
可以理解地,本申请也可以设置用于检测第二条盒透明纸26的最小剩余量的光电开关。
第三两位四通电磁换向阀用于控制第四气缸2的伸出和退回,两位二通电磁换向阀用于控制吸附平台17上吸风的通断,两个第四磁感应开关B_iron_Cylinder_Base和B_iron_Cylinder_Work分别安装在第四气缸2的缸体外壁的基本位和工作位上,作为第四气缸2的基本位磁感应开关和工作位磁感应开关,分别用于检测第四气缸2是否回到基本位和工作位。
条盒透明纸安装到定位件上后,卷烟包装机上电开机。上电开机后,吸附平台17的两位二通电磁换向阀的线圈K8通电,两位二通电磁换向阀换向、吸风打开,第二条盒透明纸26需人工放置在吸附平台17上,线圈K8始终保持通电状态,使得第二条盒透明纸26始终吸附在吸附平台17上。当第一条盒透明纸24即将用尽,达到最小剩余量时,光电开关B_Run_Out_min失去信号,PLC控制器接收到该信号后输出一个高电平信号,该高电平信号控制卷烟包装机停机,同时该高电平信号控制第四气缸2的第三两位四通电磁换向阀的线圈K6得电,该第三两位四通电磁换向阀换向,气路改变,控制第四气缸2垂直压向经过沾黏平台7的第一条盒透明纸24和放置在沾黏平台7上第二条盒透明纸26的重叠部位上,在高温作用下,第一条盒透明纸和第二条盒透明纸拼接在一起,此时第四气缸2的工作位磁感应开关B_iron_Cylinder_Work有信号,PLC控制器接收到该信号后开始计时,电烙铁6在沾黏平台7上熨烫预设时间(例如1s)后,PLC控制器控制自动切割组件对第一条盒透明纸24进行剪断。
如图1-3所示,自动切割组件包括切割齿条8、齿条夹具9、夹具驱动器、一个第四两位四通电磁换向阀、两个第五磁感应开关。夹具驱动器固定在机架的第一侧壁1上,并可沿沾黏平台7的侧面相对滑动。齿条夹具9与夹具驱动器的输出轴固定连接,切割齿条8安装在齿条夹具9上。
作为一个实施例,夹具驱动器为第五气缸19。
第四两位四通电磁换向阀用于控制第五气缸19的伸出和退回,两个第五磁感应开关B_Cut_Cylinder_Base和B_Cut_Cylinder_Work分别安装在第五气缸19的缸体外壁的基本位和工作位上,作为第五气缸19的基本位磁感应开关和工作位磁感应开关,用于检测第五气缸19是否回到基本位和工作位。
当第四气缸2的工作位磁感应开关B_iron_Cylinder_Work有信号,且延时预设时间后,PLC控制器输出一个高电平信号,该高信号控制第五气缸的第四两位四通电磁换向阀的线圈K7得电,第四两位四通电磁换向阀换向,气路改变,控制第五气缸19伸出,使得切割齿条8压向张紧的第一条盒透明纸24,在第一条盒透明纸24的尾部剪断,此时第五气缸19的工作位磁感应开关B_Cut_Cylinder_Work有信号,PLC接收到该信号后输出一个低电平信号,使得第四气缸2的第三两位四通电磁换向阀的线圈K6失电,第三两位四通电磁换向阀再次换向,气路再次改变,控制第四气缸2退回,当第四气缸2退回至基本位时,第四气缸2的基本位磁感应开关B_iron_Cylinder_Work有信号,PLC接收到该信号后输出一个低电平信号,该低电平信号使得第五气缸19的第四两位四通电磁换向阀的线圈K7失电,第四两位四通电磁换向阀再次换向,气路再次改变,控制第五气缸19退回至基本位,当第五气缸19退回至基本位后,第五气缸19的基本位磁感应开关B_Cut_Cylinder_Base有信号,PLC接收到该信号后输出一个低电平信号,该低电平信号使得吸附平台17的两位二通电磁换向阀的线圈K8失电,两位二通电磁换向阀换向、关闭吸风,第二条盒透明纸26被释放,控制卷烟包装机重新开机,由人工将带有拼接接头的条包检出,至此,条盒透明纸的自动拼接完成,完成了整个条盒透明纸的自动更换。
需要说明的是,自动拼接部件也可以包括用于切割第二条盒透明纸的自动切割组件,其与第一条盒透明纸的自动切割组件的结构相似,原理相同,在此不再赘述。
虽然已经通过例子对本申请的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本申请的范围。本领域的技术人员应该理解,可在不脱离本申请的范围和精神的情况下,对以上实施例进行修改。本申请的范围由所附权利要求来限定。
- 硬盒卷烟条包透明纸包装机的条包自动取出装置
- 硬盒卷烟条包透明纸包装机的条包自动取出装置