一种珠片纱线制备控制系统及其制备方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及一种纺织工艺,特别是涉及一种珠片纱线制备控制系统及其制备方法。
背景技术
随着社会的不断进步和经济的快速发展,人们对服饰提出了更多、更高的要求,服饰早已突破了保暖、遮盖、防身的原始功能,更加崇尚与追求服饰的装饰效果。为了使服饰具有极佳的装饰效果,很多服饰上都会用到带有珠子的纱线进行纺织。
中国专利公开了一种珠子纱线机(CN105386181B),包括机架、过线机构及过珠机构,机架上设置有第一电机、第一电机控制的合股滚动轴、第二电机、第二电机控制的加捻滚动轴、第三电机及第三电机控制的退捻滚动轴,加捻滚动轴和退捻滚动轴之间设置有多个锭子;过线机构的两端分别设置有多个前过线轮和后过线轮,过珠机构的两端分别设置有多个进线轮和珠子定位器,过珠机构上还设置有第一电机和用于控制多个珠子定位器完成串珠且由第一电机控制的推杆;多个前过线轮、多个后过线轮、多个进线轮、多个珠子定位器及多个锭子通过多根纱线顺次连接。
上述专利只公开了珠子纱线机的机械结构,而并未公开具体的控制系统,且上述公开的珠子纱线机由一个电机驱动多个设备,其转速必然相同,也就是说,一次只能生产一种珠子(亮片等)的珠子纱,工作模式单一,无法适应不同的生产需求。
发明内容
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种珠片纱线制备控制系统,用于解决现有技术中珠子纱线机一次只能生产一种珠子(亮片等)的珠子纱,工作模式单一,无法适应不同的生产需求的问题,此外,本发明提供了基于上述珠片纱线制备控制系统的制备方法。
为实现上述目的及其他相关目的,本发明提供一种珠片纱线制备控制系统,包括
控制驱动模块,包括第一驱动模块、第二驱动模块、第三驱动模块和第四驱动模块,所述第一驱动模块电信号连接至步进电机,所述第二驱动模块电信号连接至转动电机,所述第三驱动模块电信号连接至布线电机,所述第四驱动模块电信号连接至第二电机;
同步工作模块,电信号连接至所述第一驱动模块、第二驱动模块和第三驱动模块;
独立工作模块,内设有若干子模块,每个所述子模块均电信号连接至所述第二驱动模块,每个所述子模块中均设置有与所述第一驱动模块、第四驱动模块电信号连接的第二参数模块。
通过上述技术方案,在保留了传统珠片纱线制备系统中具备的同步工作模块,即控制所有的电机同步运作的同时,新增了独立工作模块,独立工作模块中将各个线卷均看做独立的隔离,对各个线卷进行单独操控,从而使得一台机器能够同时进行多种距离的串珠纱线的制备,满足各种制备需求,生产模式丰富。
于本发明的一实施例中,所述同步工作模块内设有数量设定模块和第一参数模块,所述数量设定模块与所述第二驱动模块电信号连接,所述第一参数模块与所述第一驱动模块、第三驱动模块电信号连接。
于本发明的一实施例中,所述子模块的数量与所述转动电机、所述第二电机的数量相同,每个所述子模块对应位于同一线圈上的转动电机、步进电机和第二电机。
于本发明的一实施例中,所述同步工作模快内还设有与所述转动电机电信号连接的统计模块,所述统计模块依据转动电机的信号数量确定转动电机数量,进而确定线卷的数量。
于本发明的一实施例中,所述珠片纱线制备控制系统还包括操作权限模块,所述操作权限模块电信号连接至所述同步工作模块和独立工作模块。
通过上述技术方案,设置权限模块,可以避免操作人员失误改变参数。
于本发明的一实施例中,所述珠片纱线制备控制系统还包括数据存储模块,所述数据存储模块电信号连接至所述控制模块。
通过上述技术方案,设置数据存储模块进行生产记录计算,便于追溯和统计。
本发明还提供了一种串珠纱线的制备方法,本制备方法基于权利要求1~6所述的珠片纱线制备控制系统,包括如下步骤:
S1、模式选择,选择同步模式或独立模式中的任意一种;
S2、若选择同步模式,则依次进行数量设定、参数设定设置参与制备的线卷数量及串珠距离参数,设定完毕后开始工作;
S3、若选择独立模式,则首先选定需要数量的子模块,并设定各个子模块中的工作参数,设定完毕后开始工作。
于本发明的一实施例中,所述步骤S2中同步模式具体包括如下步骤:
S2-1,数量设定,在数量设定模块中设定进行珠片纱线制备的线卷数量,并向第二驱动模块传输信号,转动电机依据信号控制多余的线卷滑移至不接触布线辊;
S2-2,参数设定,在第一参数模块中设定第一驱动模块和第三驱动模块的工作参数;
S2-3,实施工作,第一驱动模块和第三驱动模块将信号分别传输至步进电机和布线电机,实施工作。
于本发明的一实施例中,所述步骤S3中独立模式具体包括如下步骤:
S3-1,选定子模块,依据串珠纱线的制备方案选择合适数量的子模块;
S3-2,线圈独立,被选定的子模块向其对应的转动电机发送信号,转动电机依据信号调整线卷位置;
S3-3,参数设定,分别设定各个子模块中的工作参数;
S3-4,实施工作,第一驱动模块和第三驱动模块将信号分别传输至步进电机和布线电机,实施工作。
通过上述技术方案,共设置了两种工作模式,在同步模式中,虽然所有的线卷均为同速转动,但是可以通过调整步进电机的推动频率调整纱线上珠片的间距,而且也可以通过第二驱动模块调整参与工作的线卷数量,避免空转带来的磨损;而在独立模式中,每个线卷之中均可以单独调整工作参数,即每个线卷上都可以制备得到特定距离珠片的纱线,工作模式更加丰富,且操控方式也比较简单。
如上所述,本发明的珠片纱线制备控制系统及其制备方法,具有以下有益效果:
1、在保留了传统珠片纱线制备系统中具备的同步工作模块,即控制所有的电机同步运作的同时,新增了独立工作模块,独立工作模块中将各个线卷均看做独立的隔离,对各个线卷进行单独操控,从而使得一台机器能够同时进行多种距离的串珠纱线的制备,满足各种制备需求,生产模式丰富。
2、共设置了两种工作模式,在同步模式中,虽然所有的线卷均为同速转动,但是可以通过调整步进电机的推动频率调整纱线上珠片的间距,而且也可以通过第二驱动模块调整参与工作的线卷数量,避免空转带来的磨损;而在独立模式中,每个线卷之中均可以单独调整工作参数,即每个线卷上都可以制备得到特定距离珠片的纱线,工作模式更加丰富,且操控方式也比较简单。
附图说明
图1显示为本发明实施例1中公开的整体结构示意图。
图2显示为本发明实施例1中公开的整体结构示意图。
图3显示为本发明实施例1中公开的串珠组件的局部结构示意图。
图4显示为本发明实施例1中公开的收线组件的局部结构示意图。
图5显示为本发明实施例2中公开的系统结构示意图。
元件标号说明
1、机架;2、原料架;3、原料线卷;4、第一线束;5、第二线束;6、珠片;7、第一底座;8、第二底座;9、第一卡槽;10、第二卡槽;11、步进电机;12、第一导向辊;13、第二导向辊;14、第三导向辊;15、锭子;16、第一电机;17、布线辊;18、线卷;19、布线电机;20、变向组件;21、转动杆;22、收线轮;23、拱形滑槽;24、转动轴;25、转动电机;26、导向滑轮;27、第二电机;28、控制驱动模块;29、第一驱动模块;30、第二驱动模块;31、第三驱动模块;32、第四驱动模块;33、同步工作模块;34、数量设定模块;35、第一参数模块;36、统计模块;37、独立工作模块;38、子模块;39、第二参数模块。
具体实施方式
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
请参阅图1至图3。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
实施例1
请参阅图1-4,本实施例提供一种珠子纱线机,包括机架1,机架1上依次设有原料线卷3、串珠组件、并线组件和收卷组件;原料线卷3包括第一线束4和带有珠片6的第二线束5,第一线束4与经过串珠组件的第二线束5于并线组件中进行并捻操作后连接至收卷组件;
机架1上设置有防止第一线束4和第二线束5的原料架2,原料架2的高于高于收线组件、低于原料线卷3和串珠组件。
串珠组件与收卷组件的数量相同。
串珠组件设置有多个,每个串珠组件包括第一底座7和第二底座8,第一底座7的一侧设置有第一卡槽9,第二底座8的一侧设置有第二卡槽10,第一卡槽9的宽度、深度均小于第二卡槽10,第一底座7放置于第二底座8上方且第一卡槽9与第二卡槽10的底部位于同一垂线,第一底座7后端设置驱动第一底座7沿第二底座8滑移的步进电机11;第一卡槽9的宽度小于珠片6直径,第二卡槽10的宽度大于珠片6直径。
使用时,第二线束5由第一底座7的上方进入、第二底座8的下方穿出,由于第一底座7上的第一卡槽9宽度小于珠片6,第二底座8的第二卡槽10大于珠片6,当第二线束5穿过第一底座7时,线束被卡在第一底座7的上方,而当第一底座7在步进电机11的推动下向前滑移,带动第二线束5向前滑移,又因为第一卡槽9的深度小于第二卡槽10,当第二线束5带动珠片6向前滑移时,可以带动珠片6划出第一卡槽9处于第二卡槽10的上方,由第二卡槽10上随第二线束5的移动而移动,调整步进电机11的推进频率,可以调整珠片6之间的间距。
串珠组件还包括第一导向辊12和第二导向辊13,第二线束5依次经过第一导向辊12和第二导向辊13后通过第一底座7和第二底座8。
并线组件包括第三导向辊14和锭子15,第三导向辊14和锭子15分设于第一底座7、第二底座8的上下两侧,第一线束4经过第三导向辊14后与经过第二底座8的第二线束5并线,进入锭子15完成并捻,锭子15上设置有驱动锭子15转动的第一电机16。
收卷组件包括相互抵触的布线辊17和线卷18,线卷18设置有多个、且线卷18数量与步进电机11的数量相同,布线辊17一侧安装有布线电机19,布线辊17由布线电机19驱动转动,并带动所有线卷18转动,每个线卷18的底部均设置有推动线卷18偏转的变向组件20,线卷18上设有驱动线卷18转动的第二电机27。
变向组件20包括拱形底座、滑动连接于拱形底座的转动轴24和驱动转动轴24沿拱形底座滑动的转动电机25,线卷18安装于转动轴24上。
使用时,启动转动轴24沿拱形底座滑动,使线卷18与布线辊17抵触连接或相互独立,当线卷18与布线辊17抵触时,布线辊17的转动可以带动线卷18转动,此时第二电机27无需开启,而当线卷18不接触布线辊17时,线卷18可以单独通过电机的驱动转动,此时每个线卷18之间的转速不同,从而带动第二线束5经过串珠组件的速度不同,珠片6之间的距离也都并不相同,一台装置可以同时生产多种类型的纱线;此外,当一次需要生产的纱线数量较低时,还可以使不需要的线卷18不接触布线辊17,避免线卷18空转造成的损耗。
轮上均设有交叉的线束纹路。
转动杆21的转动带动收线轮22转动,完成并捻的线束经过线束纹路缠绕在线卷18上,线束纹路设置为相互交叉的,可以有效避免线束缠绕在线卷18的同一位置,使其均匀分布在线卷18上。
实施例2
基于上述珠子纱线机,请一并参阅图5,本发明公开了一种珠片纱线制备控制系统,包括
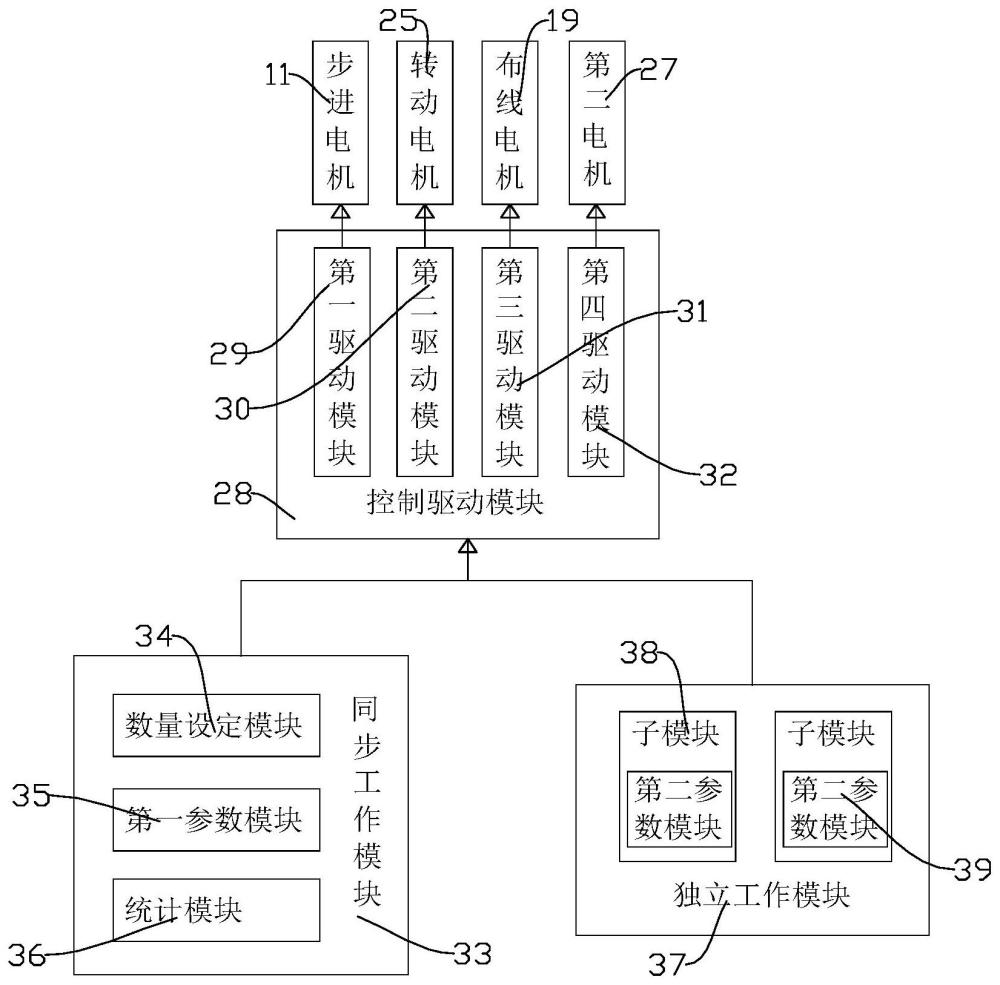
控制驱动模块28,包括第一驱动模块29、第二驱动模块30、第三驱动模块31和第四驱动模块32,第一驱动模块29电信号连接至步进电机11,第二驱动模块30电信号连接至转动电机25,第三驱动模块31电信号连接至布线电机19,第四驱动模块32电信号连接至第二电机27;
同步工作模块33,电信号连接至第一驱动模块29、第二驱动模块30和第三驱动模块31;同步工作模块33内设有数量设定模块34和第一参数模块35,数量设定模块34与第二驱动模块30电信号连接,第一参数模块35与第一驱动模块29、第三驱动模块31电信号连接;
独立工作模块37,内设有若干子模块38,每个子模块38均电信号连接至第二驱动模块30,每个子模块38中均设置有与第一驱动模块29、第四驱动模块32电信号连接的第二参数模块39。
通过上述技术方案,在保留了传统珠片纱线制备系统中具备的同步工作模块33,即控制所有的电机同步运作的同时,新增了独立工作模块37,独立工作模块37中将各个线卷18均看做独立的隔离,对各个线卷18进行单独操控,从而使得一台机器能够同时进行多种距离的串珠纱线的制备,满足各种制备需求,生产模式丰富。
更进一步的,子模块38的数量与转动电机25、第二电机27的数量相同,每个子模块38对应位于同一线圈上的转动电机25、步进电机11和第二电机27。
更进一步的,同步工作模快内还设有与转动电机25电信号连接的统计模块36,统计模块36依据转动电机25的信号数量确定转动电机25数量,进而确定线卷18的数量。
更进一步的,珠片纱线制备控制系统还包括操作权限模块,操作权限模块电信号连接至同步工作模块33和独立工作模块37。设置权限模块,可以避免操作人员失误改变参数。
更进一步的,珠片纱线制备控制系统还包括数据存储模块,数据存储模块电信号连接至控制模块。设置数据存储模块进行生产记录计算,便于追溯和统计。
实施例3
基于上述实施例,本发明公开了一种串珠纱线的制备方法,包括如下步骤:
S1、模式选择,选择同步模式或独立模式中的任意一种;
S2、若选择同步模式,则依次进行数量设定、参数设定设置参与制备的线卷18数量及串珠距离参数,设定完毕后开始工作;
S3、若选择独立模式,则首先选定需要数量的子模块38,并设定各个子模块38中的工作参数,设定完毕后开始工作。
上述步骤S2中同步模式具体包括如下步骤:
S2-1,数量设定,在数量设定模块34中设定进行珠片纱线制备的线卷18数量,并向第二驱动模块30传输信号,转动电机25依据信号控制多余的线卷18滑移至不接触布线辊17;
S2-2,参数设定,在第一参数模块35中设定第一驱动模块29和第三驱动模块31的工作参数;
S2-3,实施工作,第一驱动模块29和第三驱动模块31将信号分别传输至步进电机11和布线电机19,实施工作。
上述步骤S3中独立模式具体包括如下步骤:
S3-1,选定子模块38,依据串珠纱线的制备方案选择合适数量的子模块38;
S3-2,线圈独立,被选定的子模块38向其对应的转动电机25发送信号,转动电机25依据信号调整线卷18位置;
S3-3,参数设定,分别设定各个子模块38中的工作参数;
S3-4,实施工作,第一驱动模块29和第三驱动模块31将信号分别传输至步进电机11和布线电机19,实施工作。
共设置了两种工作模式,在同步模式中,虽然所有的线卷18均为同速转动,但是可以通过调整步进电机11的推动频率调整纱线上珠片6的间距,而且也可以通过第二驱动模块30调整参与工作的线卷18数量,避免空转带来的磨损;而在独立模式中,每个线卷18之中均可以单独调整工作参数,即每个线卷18上都可以制备得到特定距离珠片6的纱线,工作模式更加丰富,且操控方式也比较简单。
实施例4
本实施例与实施例3的区别在于,还设置了第三种工作模式:S4、协同模式,即同时运行同步模式和独立模式,首先选定执行同步模式中线卷18数量,而后在剩余的线卷18中执行独立模式,这种协同模式能够在大部分线卷18进行基础生产的同时,挑出各别线卷18制备特定距离的珠片6纱线,相较于同步模式更加灵活,相较于独立模式也更方便。
综上,本发明在保留了传统珠片纱线制备系统中具备的同步工作模块33,即控制所有的电机同步运作的同时,新增了独立工作模块37,独立工作模块37中将各个线卷18均看做独立的隔离,对各个线卷18进行单独操控,从而使得一台机器能够同时进行多种距离的串珠纱线的制备,满足各种制备需求,生产模式丰富。所以,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。