一种高强锦纶6纤维混纺的制备工艺
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及纤维混纺工艺技术领域,尤其涉及一种高强锦纶6纤维混纺的制备工艺。
背景技术
纤维混纺工艺,是一种基于材料纤维组合方式,达成纤维组合效果,进而在纺纱或布料生成工序中,以纤维组合方式提升材料强度、柔韧性、绵软度等参数值,达成更好混纺效果的工艺,在现有纤维混纺工艺中,现有布料在纺纱过程中,往往仅基于需求将少数几种纤维材料进行混合,表现在对锦纶6纤维加工环节中,则会容易出现纤维材料强度、抗皱性、耐磨性不达标的情况,对于纤维混纺工艺的制备完善度造成影响,进而影响成品品质,需要进行改进。
发明内容
本发明的目的是解决现有技术中存在的缺点,而提出的一种高强锦纶6纤维混纺的制备工艺。
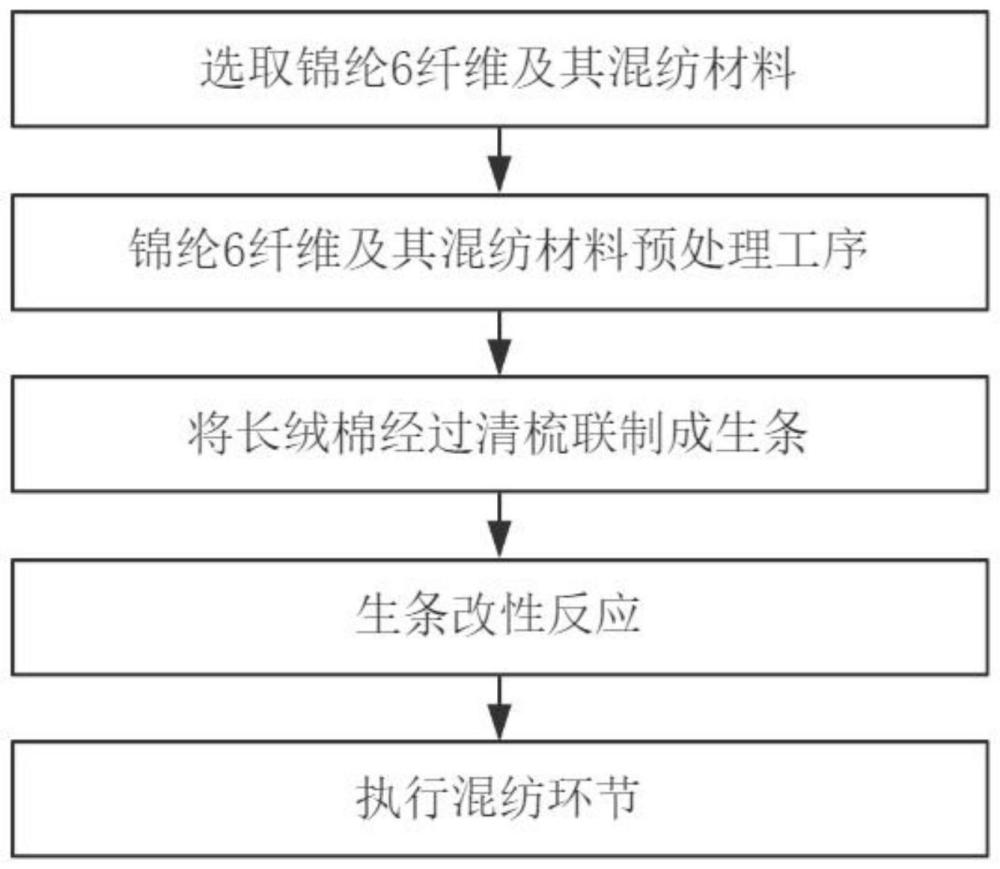
为了实现上述目的,本发明采用了如下技术方案:一种高强锦纶6纤维混纺的制备工艺,包括以下步骤:
S1:选取锦纶6纤维及其混纺材料;
S2:锦纶6纤维及其混纺材料预处理工序;
S3:将长绒棉经过清梳联制成生条;
S4:生条改性反应;
S5:执行混纺环节。
作为本发明的进一步方案,所述S1中,所述混纺材料具体指长绒棉、聚酯纤维、莫代尔、羊毛纤维,所述锦纶6纤维及其混纺材料的混合比例具体由以下等重量百分比的组分组成:锦纶6纤维50%-60%、长绒棉12%-15%、聚酯纤维15%-18%、莫代尔8%-10%、羊毛纤维12%-17%。
作为本发明的进一步方案,所述S2中,所述锦纶6纤维及其混纺材料预处理工序具体指按顺序依次对锦纶6纤维、长绒棉、聚酯纤维、莫代尔、羊毛纤维进行预处理,所述锦纶6纤维及其混纺材料预处理工序的步骤具体为:
S210:材料清理工序;
S220:材料涂层工序。
作为本发明的进一步方案,所述S210中,所述材料清理工序具体指,基于洗剂与去离子水对锦纶6纤维及其混纺材料进行清理,清理过程中控制水温在30℃以内,并以揉搓做功方式,去除污垢、油脂和杂质等,保证锦纶6纤维及其混纺材料的清洁度和卫生,并通过风干设备风干水分。
作为本发明的进一步方案,所述S220中,所述材料涂层工序的步骤具体为,将硅橡胶涂料喷涂在风干完成后的锦纶6纤维、长绒棉、聚酯纤维、莫代尔、羊毛纤维材料表面,喷涂厚度为110-150μm,并基于风干设备输出热气流,热气流温度为110-130℃,等待2-10min直至材料表面硅橡胶涂料完全风干,停止加热,并基于紫外线设备对硅橡胶涂料进行定型,获得耐高温涂层。
作为本发明的进一步方案,所述S3中,所述将长绒棉经过清梳联制成生条的步骤具体为,取总量30%长绒棉包裹聚酯纤维、莫代尔,将余量长绒棉包裹羊毛纤维锦纶6纤维,经过清梳联获取第一生条、第二生条。
作为本发明的进一步方案,所述S3中,所述清梳联的步骤具体为:
S310:基于清梳机执行清花打手操作,通过清梳机中心滚筒的旋转,将锦纶6纤维及其混纺材料初步打散,其中清梳机中心滚筒的转速为650-800r/min;
S320:基于清梳机执行清梳操作,使得锦纶6纤维及其混纺材料分梳成单纤维状态,其中清梳操作的湿度区间为65%-70%,清梳操作的梳理范围基点分别为11、10、9、8;
S330:控制道夫和剥棉罗拉的张力区间为1.05-1.1,拉紧锦纶6纤维及其混纺材料后,基于揉捻并条操作以及所加工材料,获取第一生条、第二生条。
作为本发明的进一步方案,所述S4中,所述生条改性反应的步骤具体为:
S410:反应溶剂制备,获得反应溶剂成品;
S420:将S3步骤所获得第一生条、第二生条置入反应溶剂成品中浸泡,浸泡时间为40min;
S430:通过清洗液洗去第一生条、第二生条表层油脂,干燥后获得改性第一生条和改性第二生条。
作为本发明的进一步方案,所述S410中,所述反应溶剂的制备材料包括二苯基甲烷二异氰酸酯、聚四氢呋喃醚二醇、扩链剂、稳定剂、终止剂、石墨烯、三氯乙醛,所述反应溶剂的制备材料具体由以下等重量份数的组分组成:二苯基甲烷二异氰酸酯10-15份、聚四氢呋喃醚二醇35-50份、扩链剂0.3-0.8份、稳定剂0.7-1.5份、终止剂0.2-0.3份、石墨烯7-8.5份、三氯乙醛3-6份;
所述反应溶剂制备的步骤具体为:
S411:将二苯基甲烷二异氰酸酯、聚四氢呋喃醚二醇注入反应釜执行加热反应和搅拌反应30min,其中加热操作温度为75-80℃,搅拌操作转速为1200r/min;
S412:将石墨烯、三氯乙醛注入反应釜,将反应釜内温控制在60℃,并持续搅拌操作60min;
S413:阶段性添加扩链剂、稳定剂、终止剂,并在添加过程中注入氮气保护,维持搅拌操作20min,获得反应溶剂成品。
作为本发明的进一步方案,所述S5中,所述混纺环节的步骤具体为:
S510:将改性第一生条预合并获得预并条,并基于牵引机执行第一道牵引操作,使得预并条拉伸至原长度1.8倍;
S520:基于2:5根数比,将预并条与第二生条合并,获取混合条,并将混合条基于揉捻操作再次合并,基于牵引机执行第二道牵引操作,使得揉捻合并后的混合条再次合并,获得牵引长纱;
S530:将牵引长纱经过粗纱、细纱等常规制备工艺,获得混纺纱成品。
与现有技术相比,本发明的优点和积极效果在于:
本发明中,通过长绒棉、聚酯纤维、莫代尔的添加,保持柔软和透气性质的同时提升耐磨性和抗皱性,通过羊毛纤维的添加,在保持其耐磨性和抗皱性的同时,提升整体弹性性能,在制备工艺流程中,基于材料涂层工序获得耐高温涂层,避免后续步骤导致纤维材料受到损坏的情况发生,并基于清梳联获取第一生条、第二生条,制备反应溶剂,对于第一生条、第二生条进行改性处理,提升其耐水性能、力学性能,最终全方位提升成品品质,满足各项强度需求。
附图说明
图1为本发明提出一种高强锦纶6纤维混纺的制备工艺的主要步骤示意图;
图2为本发明提出一种高强锦纶6纤维混纺的制备工艺的步骤2细化示意图;
图3为本发明提出一种高强锦纶6纤维混纺的制备工艺的步骤3细化示意图;
图4为本发明提出一种高强锦纶6纤维混纺的制备工艺的步骤4细化示意图;
图5为本发明提出一种高强锦纶6纤维混纺的制备工艺的步骤410细化示意图;
图6为本发明提出一种高强锦纶6纤维混纺的制备工艺的步骤5细化示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
实施例一
请参阅图1,本发明提供一种技术方案:一种高强锦纶6纤维混纺的制备工艺,包括以下步骤:
S1:选取锦纶6纤维及其混纺材料;
S2:锦纶6纤维及其混纺材料预处理工序;
S3:将长绒棉经过清梳联制成生条;
S4:生条改性反应;
S5:执行混纺环节。
具体而言,通过长绒棉、聚酯纤维、莫代尔的添加,保持柔软和透气性质的同时提升耐磨性和抗皱性,通过羊毛纤维的添加,在保持其耐磨性和抗皱性的同时,提升整体弹性性能,在制备工艺流程中,基于材料涂层工序获得耐高温涂层,避免后续步骤导致纤维材料受到损坏的情况发生,并基于清梳联获取第一生条、第二生条,制备反应溶剂,对于第一生条、第二生条进行改性处理,提升其耐水性能、力学性能,最终全方位提升成品品质,满足各项强度需求。
请参阅图1,S1中,混纺材料具体指长绒棉、聚酯纤维、莫代尔、羊毛纤维,锦纶6纤维及其混纺材料的混合比例具体由以下等重量百分比的组分组成:锦纶6纤维50%-60%、长绒棉12%-15%、聚酯纤维15%-18%、莫代尔8%-10%、羊毛纤维12%-17%。
请参阅图2,S2中,锦纶6纤维及其混纺材料预处理工序具体指按顺序依次对锦纶6纤维、长绒棉、聚酯纤维、莫代尔、羊毛纤维进行预处理,锦纶6纤维及其混纺材料预处理工序的步骤具体为:
S210:材料清理工序;
S220:材料涂层工序。
请参阅图2,S210中,材料清理工序具体指,基于洗剂与去离子水对锦纶6纤维及其混纺材料进行清理,清理过程中控制水温在30℃以内,并以揉搓做功方式,去除污垢、油脂和杂质等,保证锦纶6纤维及其混纺材料的清洁度和卫生,并通过风干设备风干水分。
请参阅图2,S220中,材料涂层工序的步骤具体为,将硅橡胶涂料喷涂在风干完成后的锦纶6纤维、长绒棉、聚酯纤维、莫代尔、羊毛纤维材料表面,喷涂厚度为110-150μm,并基于风干设备输出热气流,热气流温度为110-130℃,等待2-10min直至材料表面硅橡胶涂料完全风干,停止加热,并基于紫外线设备对硅橡胶涂料进行定型,获得耐高温涂层。
请参阅图1,S3中,将长绒棉经过清梳联制成生条的步骤具体为,取总量30%长绒棉包裹聚酯纤维、莫代尔,将余量长绒棉包裹羊毛纤维锦纶6纤维,经过清梳联获取第一生条、第二生条。
请参阅图3,S3中,清梳联的步骤具体为:
S310:基于清梳机执行清花打手操作,通过清梳机中心滚筒的旋转,将锦纶6纤维及其混纺材料初步打散,其中清梳机中心滚筒的转速为650-800r/min;
S320:基于清梳机执行清梳操作,使得锦纶6纤维及其混纺材料分梳成单纤维状态,其中清梳操作的湿度区间为65%-70%,清梳操作的梳理范围基点分别为11、10、9、8;
S330:控制道夫和剥棉罗拉的张力区间为1.05-1.1,拉紧锦纶6纤维及其混纺材料后,基于揉捻并条操作以及所加工材料,获取第一生条、第二生条。
请参阅图4,S4中,生条改性反应的步骤具体为:
S410:反应溶剂制备,获得反应溶剂成品;
S420:将S3步骤所获得第一生条、第二生条置入反应溶剂成品中浸泡,浸泡时间为40min;
S430:通过清洗液洗去第一生条、第二生条表层油脂,干燥后获得改性第一生条和改性第二生条。
请参阅图5,S410中,反应溶剂的制备材料包括二苯基甲烷二异氰酸酯、聚四氢呋喃醚二醇、扩链剂、稳定剂、终止剂、石墨烯、三氯乙醛,反应溶剂的制备材料具体由以下等重量份数的组分组成:二苯基甲烷二异氰酸酯10-15份、聚四氢呋喃醚二醇35-50份、扩链剂0.3-0.8份、稳定剂0.7-1.5份、终止剂0.2-0.3份、石墨烯7-8.5份、三氯乙醛3-6份;
反应溶剂制备的步骤具体为:
S411:将二苯基甲烷二异氰酸酯、聚四氢呋喃醚二醇注入反应釜执行加热反应和搅拌反应30min,其中加热操作温度为75-80℃,搅拌操作转速为1200r/min;
S412:将石墨烯、三氯乙醛注入反应釜,将反应釜内温控制在60℃,并持续搅拌操作60min;
S413:阶段性添加扩链剂、稳定剂、终止剂,并在添加过程中注入氮气保护,维持搅拌操作20min,获得反应溶剂成品。
请参阅图6,S5中,混纺环节的步骤具体为:
S510:将改性第一生条预合并获得预并条,并基于牵引机执行第一道牵引操作,使得预并条拉伸至原长度1.8倍;
S520:基于2:5根数比,将预并条与第二生条合并,获取混合条,并将混合条基于揉捻操作再次合并,基于牵引机执行第二道牵引操作,使得揉捻合并后的混合条再次合并,获得牵引长纱;
S530:将牵引长纱经过粗纱、细纱等常规制备工艺,获得混纺纱成品。
工作原理:选取锦纶6纤维及其混纺材料(指长绒棉、聚酯纤维、莫代尔、羊毛纤维);锦纶6纤维及其混纺材料预处理工序[材料清理工序(基于洗剂与去离子水对锦纶6纤维及其混纺材料进行清理,清理过程中控制水温在30℃以内,并以揉搓做功方式,去除污垢、油脂和杂质等,保证锦纶6纤维及其混纺材料的清洁度和卫生,并通过风干设备风干水分)、材料涂层工序(将硅橡胶涂料喷涂在风干完成后的锦纶6纤维、长绒棉、聚酯纤维、莫代尔、羊毛纤维材料表面,喷涂厚度为110-150μm,并基于风干设备输出热气流,热气流温度为110-130℃,等待2-10min直至材料表面硅橡胶涂料完全风干,停止加热,并基于紫外线设备对硅橡胶涂料进行定型,获得耐高温涂层)];取总量30%长绒棉包裹聚酯纤维、莫代尔,将余量长绒棉包裹羊毛纤维锦纶6纤维,经过清梳联(基于清梳机执行清花打手操作,通过清梳机中心滚筒的旋转,将锦纶6纤维及其混纺材料初步打散,其中清梳机中心滚筒的转速为650-800r/min,基于清梳机执行清梳操作,使得锦纶6纤维及其混纺材料分梳成单纤维状态,其中清梳操作的湿度区间为65%-70%,清梳操作的梳理范围基点分别为11、10、9、8,控制道夫和剥棉罗拉的张力区间为1.05-1.1,拉紧锦纶6纤维及其混纺材料后,基于揉捻并条操作以及所加工材料)获取第一生条、第二生条;生条改性反应[反应溶剂制备,获得反应溶剂成品(将二苯基甲烷二异氰酸酯、聚四氢呋喃醚二醇注入反应釜执行加热反应和搅拌反应30min,其中加热操作温度为75-80℃,搅拌操作转速为1200r/min,将石墨烯、三氯乙醛注入反应釜,将反应釜内温控制在60℃,并持续搅拌操作60min,阶段性添加扩链剂、稳定剂、终止剂,并在添加过程中注入氮气保护,维持搅拌操作20min,获得反应溶剂成品);将S3步骤所获得第一生条、第二生条置入反应溶剂成品中浸泡,浸泡时间为40min;通过清洗液洗去第一生条、第二生条表层油脂,干燥后获得改性第一生条和改性第二生条];执行混纺环节(将改性第一生条预合并获得预并条,并基于牵引机执行第一道牵引操作,使得预并条拉伸至原长度1.8倍,基于2:5根数比,将预并条与第二生条合并,获取混合条,并将混合条基于揉捻操作再次合并,基于牵引机执行第二道牵引操作,使得揉捻合并后的混合条再次合并,获得牵引长纱,将牵引长纱经过粗纱、细纱等常规制备工艺,获得混纺纱成品)。
以上,仅是本发明的较佳实施例而已,并非对本发明作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其他领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。