陶瓷加热器及其制造方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及陶瓷加热器及其制造方法。
背景技术
以往,作为陶瓷加热器,已知有在具有晶片载置面的圆盘状陶瓷板的内周侧和外周侧分别独立地埋入有电阻发热体的被称为双区加热器的陶瓷加热器。例如,在专利文献1中公开了图11以及图12所示的陶瓷加热器410。该陶瓷加热器410利用外周侧热电偶450来测定陶瓷板420的外周侧的温度。热电偶引导件432在筒状轴440的内部从下方笔直地向上方延伸后弯曲成圆弧状并进行90°的转向。该热电偶引导件432安装于在陶瓷板420的背面中设置于被筒状轴440包围的区域的狭缝426a中。狭缝426a构成热电偶通路426的入口部分。外周侧热电偶450插入热电偶引导件432的筒内并到达热电偶通路426的末端位置。
现有技术文献
专利文献
专利文献1:国际公开第2012/039453号小册子(图11)
发明内容
发明所要解决的课题
然而,在陶瓷板420的背面中被筒状轴440包围的区域会配置加热器端子等附带部件,但这样的附带部件的配置有时被狭缝426a限制。
本发明是为了解决这样的课题而完成的,其主要目的在于提高附带部件的配置自由度。
用于解决课题的方案
本发明的陶瓷加热器具备:
陶瓷板,其在表面具有晶片载置面;
电阻发热体,其埋设在所述陶瓷板中;
筒状轴,其从所述陶瓷板的背面支撑所述陶瓷板;
凹部,其设置于所述陶瓷板的所述背面中被所述筒状轴包围的轴内区域;
长孔,其从设置于所述凹部的侧面的开口部到达所述陶瓷板的外周部的预定末端位置;以及
附带部件,其设置于所述陶瓷板的背面的所述轴内区域,且包括所述电阻发热体的端子。
在该陶瓷加热器中,在陶瓷板的背面中被筒状轴包围的轴内区域设置有凹部。长孔以从设置于凹部的侧面的开口部到达陶瓷板的外周部的预定末端位置的方式设置,附带部件设置于陶瓷板背面的轴内区域。长孔的入口不是如以往那样设置在轴内区域的狭缝,而是设置在凹部侧面的开口部,因此轴内区域不会被狭缝限制。因此,附带部件的配置自由度提高。
在本发明的陶瓷加热器中,所述凹部的大小也可以设为与所述轴内区域一致。这样的话,能够扩大凹部的底面,因此能够有效地利用凹部的底面。另外,所谓“大小与轴内区域一致的凹部”,是指除了包括凹部的外缘与轴内区域的外缘完全一致的情况以外,还包括凹部的外缘与轴内区域的外缘之差微小的情况。
在本发明的陶瓷加热器中,所述电阻发热体也可以包括埋设于所述陶瓷板的内周部的内周侧电阻发热体和埋设于所述陶瓷板的外周部的外周侧电阻发热体,所述附带部件包括所述内周侧电阻发热体的一对端子和所述外周侧电阻发热体的一对端子。这样的话,内周侧和外周侧电阻发热体的一对端子的配置自由度提高。
在本发明的陶瓷加热器中,所述陶瓷板也可以包含:圆盘状的主体部,其具有所述晶片载置面且埋设有所述电阻发热体;以及圆环部,其与所述主体部呈同心圆状且与所述主体部的背面接合,所述凹部是所述圆环部内侧的空间,所述长孔由设置于所述圆环部表面的长槽和所述主体部形成。这样的话,能够比较容易地形成凹部、长孔。
在本发明的陶瓷加热器中,所述陶瓷板也可以包含:圆盘状的主体部,其具有所述晶片载置面且埋设有所述电阻发热体;以及圆环部,其与所述主体部呈同心圆状且与所述主体部的背面接合,所述凹部包含所述圆环部内侧的空间、和在所述主体部的背面中与所述圆环部内侧的空间相对的部分设置的圆形凹陷,所述长孔由以与所述圆形凹陷连通的方式而设置在所述主体部背面的长槽和所述圆环部形成。这样的话,能够比较容易地形成凹部、长孔。此外,通过在主体部设置长槽,能够使圆环部变薄。
在本发明的陶瓷加热器中,所述凹部的侧面也可以位于能够从所述筒状轴的端部目视确认的位置。这样的话,容易在设置于凹部侧面的长孔的开口部设置其他部件(例如热电偶、热电偶引导件)。
在本发明的陶瓷加热器中,所述长孔可以是用于插入热电偶的热电偶插入用长孔。这样的话,如果将热电偶插入长孔,则能够测定长孔的预定末端位置的温度。
本发明的陶瓷加热器也可以具备插入到上述长孔中的热电偶。这样的话,能够通过热电偶测定长孔的预定末端位置的温度。在该情况下,优选的是,所述热电偶在所述筒状轴的内部空间呈沿着所述筒状轴的内壁的形状。这样的话,即使在轴内区域的中央附近配置附带部件,或者将与该附带部件连接的各种部件配置于筒状轴的内部空间,附属部件、各种部件也不易与热电偶干涉。
本发明的陶瓷加热器也可以具备以使所述热电偶的前端进入所述长孔的所述开口部的方式进行引导的热电偶引导件,所述热电偶被所述热电偶引导件引导而插入所述长孔中。这样的话,能够利用热电偶引导件容易地将热电偶插入长孔中。在该情况下,优选的是,所述热电偶引导件呈沿着所述筒状轴的内壁的形状。这样的话,即使在轴内区域的中央附近配置附带部件,或者将与该附带部件连接的各种部件配置于筒状轴的内部空间,附属部件、各种部件也不易与热电偶引导件干涉。此外,所述长孔也可以具备大径部分和小径部分,所述大径部分是距所述开口部为预定长度的部分,所述小径部分是所述长孔中除所述大径部分以外的部分,所述大径部分的直径是能够插入所述热电偶引导件的前端的大小,所述小径部分的直径比所述大径部分的直径小,是能够插入所述热电偶的大小。这样,通过仅使热电偶引导件的前端所进入的大径部分粗,使除此以外的部分(小径部分)细,从而能够减小长孔对均热性的影响。
本发明的陶瓷加热器的制造方法包括如下工序:
(a)准备埋设有电阻发热体的圆板和外径与所述圆板相同的圆环板,在所述圆环板的一个面上设置从中央孔朝向外周延伸的长槽,将所述圆板和所述圆环板中设有所述长槽的面接合而得到陶瓷板的工序;
(b)在所述陶瓷板的背面中由所述圆环板的中央孔和所述圆板形成的凹部的周围接合筒状轴的工序;
(c)通过挖掘所述陶瓷板的所述凹部的底面而使所述电阻发热体露出于所述凹部的底面的工序;
(d)将供电棒接合于在所述凹部的底面露出的所述电阻发热体的工序;以及
(e)使用热电偶引导件将热电偶导入由所述圆环板的所述长槽和所述圆板形成的长孔中的工序。
根据该制造方法,能够容易地制作带热电偶的陶瓷加热器。
附图说明
图1为陶瓷加热器10的立体图。
图2为图1的A-A剖视图(纵剖视图)。
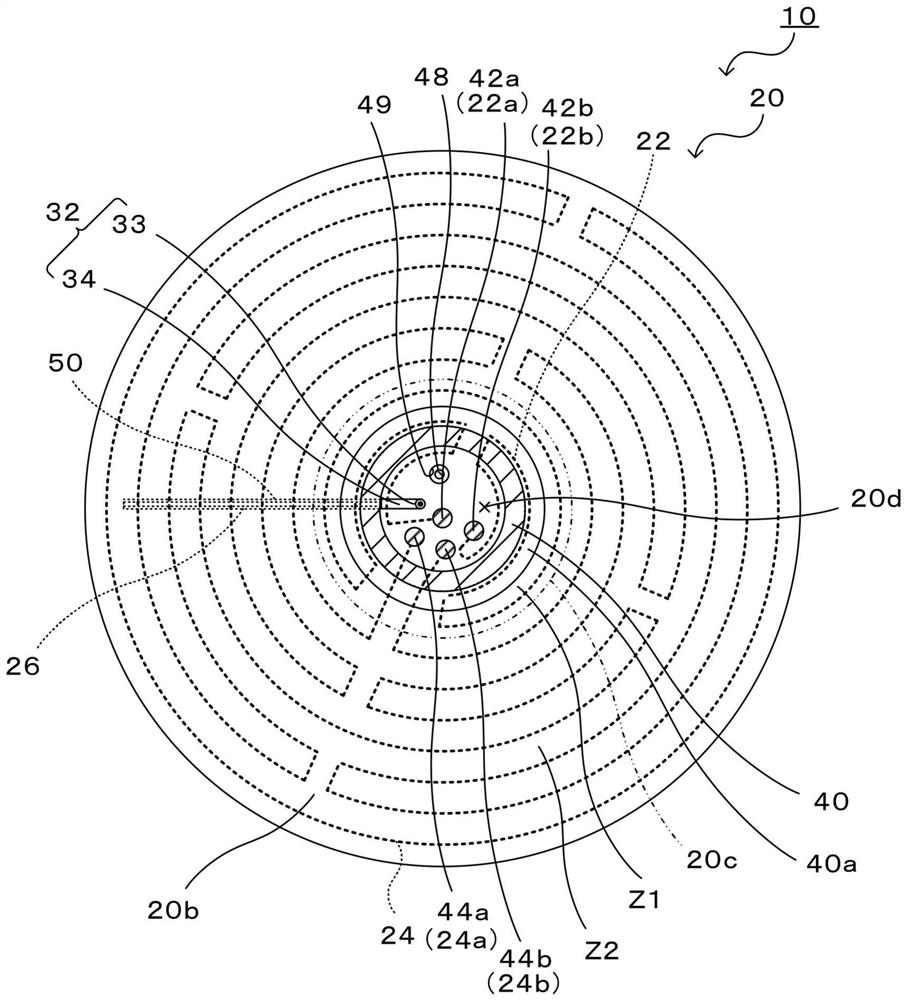
图3为图1的B-B剖视图。
图4为图3的主要部分放大图。
图5为陶瓷加热器10的变形例的主要部分放大图。
图6为陶瓷加热器10的变形例的纵剖视图。
图7为陶瓷加热器10的变形例的纵剖视图。
图8为陶瓷加热器10的变形例的纵剖视图。
图9为陶瓷加热器10的变形例的主要部分放大图。
图10为陶瓷加热器10的变形例的主要部分纵剖视图。
图11为现有例的纵剖视图。
图12为图10的C-C剖视图。
具体实施方式
一边参照附图一边在以下说明本发明的适合的实施方式。图1是陶瓷加热器10的立体图,图2是图1的A-A剖视图,图3是图1的B-B剖视图,图4是图3的主要部分放大图。
陶瓷加热器10用于对要实施蚀刻、CVD等处理的晶片W进行加热,设置于未图示的真空腔内。该陶瓷加热器10具备:具有晶片载置面20a的圆盘状的陶瓷板20;以及筒状轴40,其接合在陶瓷板20的与晶片载置面20a相反一侧的面(背面)20b。
陶瓷板20是由氮化铝、氧化铝等为代表的陶瓷材料构成的圆盘状的板。陶瓷板20的直径没有特别限定,例如为300mm左右。陶瓷板20通过与陶瓷板20呈同心圆状的假想边界20c(参照图3)分为小圆形的内周侧区域Z1和圆环状的外周侧区域Z2。在陶瓷板20的内周侧区域Z1埋设有内周侧电阻发热体22,在外周侧区域Z2中埋设有外周侧电阻发热体24。这两种电阻发热体22、24例如由以钼、钨或它们的碳化物为主成分的线圈构成。如图2所示,陶瓷板20通过在埋设有内周侧及外周侧电阻发热体22、24的圆板P1的背面,将比该圆板P1薄的圆环板P2进行面接合而制作。圆环板P2设置为与圆板P1呈同心圆状,圆环板P2的外径与圆板P1的外径相同。
筒状轴40从陶瓷板20的背面20b支撑陶瓷板20,与陶瓷板20同样由氮化铝、氧化铝等陶瓷形成。筒状轴40的上端的凸缘部40a与陶瓷板20的背面20b接合。从筒状轴40的下端观察时,筒状轴40与陶瓷板20呈同心圆状。
如图3所示,内周侧电阻发热体22形成为:从一对端子22a、22b中的一方出发,以一笔画的要领在多个折回部折回并在内周侧区域Z1的大致整个区域布线后,到达一对端子22a、22b中的另一方。一对端子22a、22b设置于轴内区域20d(陶瓷板20的背面20b中的筒状轴40的内侧的区域)。在一对端子22a、22b上分别接合有金属制(例如Ni制)的供电棒42a、42b。
如图3所示,外周侧电阻发热体24形成为:从一对端子24a、24b中的一方出发,以一笔画的要领在多个折回部折回并在外周侧区域Z2的大致整个区域布线后,到达一对端子24a、24b中的另一方。一对端子24a、24b设置于陶瓷板20的背面20b的轴内区域20d。在一对端子24a、24b上分别接合有金属制(例如Ni制)的供电棒44a、44b。
如图2所示,在陶瓷板20的内部,与晶片载置面20a平行地设置有用于插入外周侧热电偶50的长孔26。在陶瓷板20的背面20b的轴内区域20d设置有凹部21。凹部21是圆环状的圆环板P2的内侧的空间,其大小与轴内区域20d大致一致。在本实施方式中,凹部21的内径与筒状轴40的内径相同或两者之差微小。另外,由于按压筒状轴40的凸缘部分40a而将陶瓷板20与筒状轴40接合,因此也能够将凹部21设置至从筒状轴40的外壁突出的部分。长孔26从设置于凹部21的侧面21a的开口部26a到达陶瓷板20的外周部的预定末端位置26e。在本实施方式中,长孔26通过用圆板P1覆盖设置于圆环板P2的表面的长槽26p而形成。凹部21的侧面21a位于能够从筒状轴40的下端目视确认的位置。
热电偶引导件32是具备引导孔32a的金属制(例如不锈钢制)的筒状部件。热电偶引导件32具备:在与晶片载置面20a垂直的方向上延伸的垂直部33、以及从垂直方向转向为水平方向的弯曲部34。垂直部33的外径大于弯曲部34的外径,但垂直部33的内径与弯曲部34的内径相同。但是,也可以使垂直部33的外径与弯曲部34的外径相同。弯曲部34的曲率半径R没有特别限定,例如为30mm左右。在热电偶引导件32的引导孔32a中插通有外周侧热电偶50。弯曲部34的前端以使热电偶引导件32的引导孔32a与长孔26的开口部26a连通的方式接合或粘接于凹部21的侧面21a。但是,也可以不接合也不粘接而仅仅是配置于此。外周侧热电偶50从接合或粘接于凹部21的侧面21a的热电偶引导件32的引导孔32a的下端插入,在被热电偶引导件32引导的同时从长孔26的开口部26a插通于长孔26,以测温部50a与末端位置26e接触的方式配置。
如图2所示,在筒状轴40的内部,除了热电偶引导件32以外,还配置有分别与内周侧电阻发热体22的一对端子22a、22b连接的供电棒42a、42b,分别与外周侧电阻发热体24的一对端子24a、24b连接的供电棒44a、44b。在筒状轴40的内部还配置有用于测定陶瓷板20的中央附近的温度的内周侧热电偶48、用于测定陶瓷板20的外周附近的温度的外周侧热电偶50。内周侧热电偶48插入至设置于陶瓷板20的背面20b的轴内区域20d的有底孔49中,前端的测温部48a与陶瓷板20接触。有底孔49设置在不与各端子22a、22b、24a、24b干涉的位置。外周侧热电偶50是铠装热电偶,以穿过通过热电偶引导件32的引导孔32a和长孔26的方式配置。外周侧热电偶50的前端的测温部50a穿过长孔26而与末端位置26e接触。
接着,对陶瓷加热器10的制造例进行说明。首先,准备埋设有内周侧及外周侧电阻发热体22、24的圆板P1和外径与圆板P1相同的圆环板P2。接着,在圆环板P2的一个面上从圆环板P2的中央孔朝向外周设置长槽26p,将圆板P1的背面与圆环板P2中设有长槽26p的面接合而得到陶瓷板20。此时,由圆环板P2的中央孔和圆板P1的背面形成凹部21。此外,由圆环板P2的长槽26p和圆板P1的背面形成长孔26。接着,在陶瓷板20的背面中的凹部21的周围接合筒状轴40。接着,通过挖掘陶瓷板20的凹部21的底面21b,从而使内周侧及外周侧电阻发热体22、24露出于凹部21的底面21b。在此,内周侧及外周侧电阻发热体22、24的端子22a、22b、24a、24b也埋设在圆板P1中,因此使端子22a、22b、24a、24b露出于凹部21的底面21b。接着,在露出于凹部21的底面21b的端子22a、22b、24a、24b上接合供电棒42a、42b、44a、44b。接着,使用热电偶引导件32将外周侧热电偶50导入长孔26中。由此,能够得到具备外周侧热电偶50的陶瓷加热器10。
接着,对陶瓷加热器10的使用例进行说明。首先,在未图示的真空腔内设置陶瓷加热器10,在该陶瓷加热器10的晶片载置面20a上载置晶片W。然后,调整向内周侧电阻发热体22供给的电力,以使由内周侧热电偶48检测出的温度成为预先确定的内周侧目标温度,并且调整向外周侧电阻发热体24供给的电力,以使由外周侧热电偶50检测出的温度成为预先确定的外周侧目标温度。由此,将晶片W的温度控制为期望的温度。然后,将真空腔内设定为真空气氛或减压气氛,使真空腔内产生等离子体,利用该等离子体对晶片W实施CVD成膜或实施蚀刻。
在以上说明的本实施方式的陶瓷加热器10中,在陶瓷板20的背面20b的轴内区域20d设置有凹部21。长孔26设置为从设置于凹部21的侧面21a的开口部26a到达末端位置26e,作为附带部件的端子22a、22b、24a、24b、有底孔49等设置于轴内区域20d。长孔26的入口不是如以往那样设置于轴内区域20d的狭缝,而是设置于凹部21的侧面21a的开口部26a,因此轴内区域20d不会被狭缝限制。因此,附带部件的配置自由度提高。
此外,凹部21很大,其大小与轴内区域20d大致一致,因此能够有效地利用凹部21的底面21b。
进而,陶瓷板20是在圆板P1的背面接合圆环板P2而成的,凹部21是圆环板P2内侧的空间,长孔26由设置于圆环板P2表面的长槽26p和圆板P1形成。因此,能够比较容易地形成凹部21、长孔26。
此外,凹部21的侧面21a由于位于能够从筒状轴40的端部目视确认的位置,因此能够容易地将热电偶引导件32设置于在凹部21的侧面21a设置的长孔26的开口部26a。
而且,由于将外周侧热电偶50插入长孔26而使测温部50a与长孔26的末端位置26e接触,因此能够高精度地测定末端位置26e的温度。
另外,不言而喻,本发明不受上述实施方式的任何限定,只要属于本发明的技术范围,则能够以各种方式实施。
例如,在上述的实施方式中,如图5所示,也可以使热电偶引导件32弯曲而形成为沿着筒状轴40的内壁的形状。在图5中,对于与上述的实施方式相同的构成要素赋予了相同的附图标记。这样的话,即使在轴内区域20d的中央附近配置附带部件(端子22a、22b、24a、24b等),或者将与该附带部件连接的各种部件(供电棒42a、42b、44a、44b等)配置于筒状轴40的内部空间,附属部件、各种部件也不易与热电偶引导件32干涉。
在上述的实施方式中,凹部21是圆环板P2的内侧的空间,长孔26由设置于圆环板P2表面的长槽26p和圆板P1形成,但并不特别限定于此。例如,如图6所示,也可以是凹部21由圆环板P2内侧的空间21p和在圆板P1的背面中与圆环板P2内侧的空间21p相对的部分设置的圆形凹陷21q构成,长孔26由以与圆形凹陷21q连通的方式而设置在圆板P1背面的长槽26q和圆环板P2形成。在图6中,对于与上述的实施方式相同的构成要素赋予了相同的附图标记。这样的话,能够比较容易地形成凹部21、长孔26。此外,通过在圆板P1设置长槽26q,从而能够使圆环板P2变薄。
在上述的实施方式中,在利用热电偶引导件32将外周侧热电偶50插通于长孔26中之后,仍保持了将热电偶引导件32安装于凹部21的侧面21a的状态,但也可以在利用热电偶引导件32将外周侧热电偶50插通于长孔26中之后,将热电偶引导件32从凹部21的侧面21a卸下。将此时的状态示于图7。在该情况下,如图8所示,在筒状轴40的内部空间中,也可以使外周侧热电偶50弯曲而成为沿着筒状轴40的内壁的形状。这样的话,即使在轴内区域20d的中央附近配置附带部件(端子22a、22b、24a、24b等),或者将与该附带部件连接的各种部件(供电棒42a、42b、44a、44b等)配置于筒状轴40的内部空间,附属部件、各种部件也不易与热电偶引导件32干涉。另外,在图7和图8中,对于与上述的实施方式相同的构成要素赋予了相同的附图标记。
在上述的实施方式中,将凹部21设为大小与轴内区域20d大致相同,但也可以如图9所示的凹部121那样,设为包含轴内区域20d的外周缘的一部分的扇形槽(例如中心角θ为90°以上)。
在上述的实施方式中,将两种电阻发热体22、24设为线圈形状,但并不特别限定于线圈形状,例如可以是印刷图案,也可以是带形状、网眼形状等。
在上述的实施方式中,也可以在陶瓷板20中除了两种电阻发热体22、24之外还内置静电电极、RF电极。
在上述的实施方式中,例示了所谓的双区加热器,但并不特别限定于双区加热器。例如,也可以将内周侧区域Z1分为多个内周侧小区,针对每个内周侧小区以一笔画的要领布置电阻发热体。另外,也可以将外周侧区域Z2分为多个外周侧小区,针对每个外周侧小区,以一笔画的要领布置电阻发热体。外周侧小区的形状例如可以设为环状,也可以设为扇形状。
在上述的实施方式中,长孔26以与凹部21的侧面21a相连的方式设置,因此无需像以往(参照图11)那样在陶瓷板420的背面中被筒状轴440包围的区域设置狭缝426a。因此,能够容易地设置多个长孔26。由此,还能够容易地测定周向的温度分布。
在上述的实施方式中,在将长孔26设为截面为大致四边形的通路的情况下,优选通路内的面与面的边界(例如底面与侧面的边界)成为C面或R面,以避免边缘尖锐。
在上述实施方式中,外周侧热电偶50的外径d优选为0.5mm以上2mm以下。在外径d小于0.5mm的情况下,在将外周侧热电偶50插入长孔26时会弯曲,难以插入至末端位置26e。若外径d超过2mm,则外周侧热电偶50的柔软性消失,因此难以将外周侧热电偶50插入至末端位置26e。
在上述的实施方式中,在外周侧热电偶50的测温部50a为凸状曲面的情况下,也可以将长孔26的末端面(末端位置26e处的立壁)中与测温部50a接触的部分设为凹状曲面。这样的话,外周侧热电偶50的测温部50a会以面接触或以与其接近的状态接触,因此测温精度提高。
在上述的实施方式中,如图10所示,长孔26也可以具备大径部分26i和小径部分26j。大径部分26i是距长孔26的开口部26a为预定长度的部分,小径部分26j是长孔26中除大径部分26i以外的部分。大径部分26i的直径能够插入热电偶引导件32的前端(弯曲部34的前端)的大小。因此,能够将热电偶引导件32的前端插入至大径部分26i并进行固定。小径部分26j的直径比大径部分26i的直径小,为能够插入比热电偶引导件32细的外周侧热电偶50的大小。这样,通过仅使热电偶引导件30的前端所进入的大径部分26i粗,且使除此以外的部分(小径部分26j)细,从而能够减小长孔26对均热性的影响。
本申请将2020年2月3日申请的日本专利申请第2020-016114号作为主张优先权的基础,通过引用将其内容全部包含在本说明书中。
- 陶瓷加热器、采用该陶瓷加热器的热线引火塞及陶瓷加热器的制造方法
- 陶瓷加热器及其制造方法、以及使用陶瓷加热器的电热塞