一种能够避免混捆的提高钢管精整线生产速度的装置
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及钢管生产领域,尤其涉及一种能够避免混捆的提高钢管精整线生产速度的装置。
背景技术
用户要求钢管出厂10根钢管为一捆钢带打包。API标准要求,每捆管子里的每根钢管都要有追溯性。生产线上翻料器把钢管送入料框,10根钢管进料框后,吊车就得将该捆吊走打包,会出现吊车吊不过来,这样非常影响生产线的速度。若料框内放置20根或30根钢管后,料框内的钢管就会出现混捆现象,易造成事故,安全性差。传统的解决方案是:10根钢管为一捆,首先将第一捆钢管放入料框,在第一捆钢管上铺设第一道钢丝吊绳,再将第二捆钢管放在第一道钢丝吊绳上,这时第一道钢丝吊绳将第一捆钢管和第二捆钢管隔开,然后用第一道钢丝吊绳将第二捆钢管捆绑;再在第二捆钢管上铺设的第二道钢丝吊绳,将第三捆钢管放置于第二道钢丝吊绳上,这时第二道钢丝吊绳将第二捆钢管和第三捆钢管隔开,用第二道钢丝吊绳将第三捆钢管捆绑后,用吊车将料框中三捆钢管通过钢丝吊绳吊走,按捆打包,这样就不会混捆提高精整线生产速度。每道钢丝吊绳为二根。这种方案虽然能够提高精整生产速度,但还是要在缓存库内分捆包装,工作繁琐。
发明内容
为了解决上述技术问题,本发明的目的是提供一种能够避免混捆的提高钢管精整线生产速度的装置。
为解决上述技术问题,本发明采用如下技术方案:
一种能够避免混捆的提高钢管精整线生产速度的装置,包括由一端至另一端依次设置的辊道、翻料器、第一料框、斜桥架和第二料框;所述第一料框上端设置有过桥,所述辊道上的钢管被所述翻料器移动到所述第一料框时经所述过桥滚动至所述斜桥架上;所述斜桥架靠近所述第二料框的一端铰接设置有可向上翻转一定角度的活动止挡,所述活动止挡与所述斜桥架平行时所述钢管沿所述活动止挡上端面滚动落入所述第二料框。
进一步的,所述第一料框的上端的开口端周侧设置有卡槽,所述过桥的下端设置有与所述卡槽适配卡接的卡块。
进一步的,所述过桥为平板结构。
进一步的,所述过桥包括多个平行分布的长管。
更进一步的,每个所述长管的两端的下端均设置有一适配的卡块。
进一步的,所述活动止挡的两端通过销轴可转动的固定于所述斜桥架上,所述活动止挡背离所述第二料框的一端铰接连接可伸缩驱动装置的伸缩端。
更进一步的,所述可伸缩驱动装置为气缸或油缸。
进一步的,所述过桥的上端面与所述斜桥架的最高端的上端面持平。
与现有技术相比,本发明的有益技术效果:
生产线上钢管由辊道传输至挡板前,翻料器拨动钢管到过桥,钢管经过桥再经斜桥架滚落到料框内,如此循环至10支钢管进入第二料框,将活动止挡上翻至斜桥架上,生产线钢管继续生产,由于活动止挡的阻挡,钢管依次排列在斜桥架和过桥上,吊车将第二料框内的10支钢管吊走,活动止挡落下,钢管靠重力进10支钢管进第二料框,然后活动止挡继续上翻挡住后面钢管,如此往复即可;依照上述过程,第二料框的作用是能够按照API标准要求,每捆管子里的每根钢管都要有追溯性,做到10支钢管一捆按捆打包,过桥、斜桥架和活动止挡的配合起到排列钢管缓冲生产线生产作用从而提高精整线生产速度。
同时拆掉过桥即可利用第一料框接料以做到大于10支钢管一捆按捆打包,适用于需要多支大捆收库的生产合同,操作者将可拆卸的槽钢过桥移走后翻料器直接将辊道上的钢管拨入料框生产。
本发明的装置能够有效提高钢管精整线的生产速度,用设置过桥、斜桥架和活动止挡的方法达到不混捆的目的,实现每根钢管的追溯性,合理的进行信息跟踪。
附图说明
下面结合附图说明对本发明作进一步说明。
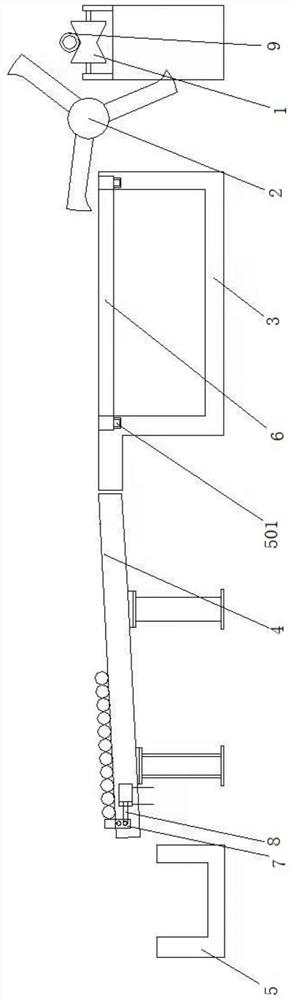
图1为本发明能够避免混捆的提高钢管精整线生产速度的装置的主视图;
附图标记说明:1、辊道;2、翻料器;3、第一料框;4、斜桥架;5、第二料框;501-卡槽;6、过桥;7、活动止挡;8、可伸缩驱动装置;9、钢管。
具体实施方式
如图1所示,一种能够避免混捆的提高钢管精整线生产速度的装置,包括由一端至另一端依次设置的辊道1、翻料器2、第一料框3、斜桥架4和第二料框5;所述第一料框3上端设置有过桥6,所述辊道1上的钢管9被所述翻料器2移动到所述第一料框3时经所述过桥6滚动至所述斜桥架4上;所述斜桥架4靠近所述第二料框5的一端铰接设置有可向上翻转一定角度的活动止挡7,所述活动止挡7与所述斜桥架4平行时所述钢管9沿所述活动止挡7上端面滚动落入所述第二料框5。
本实施例中:所述第一料框3的上端的开口端周侧设置有卡槽501,所述过桥6的下端设置有与所述卡槽501适配卡接的卡块。根据需要,所述过桥6为平板结构,或者所述过桥6包括多个平行分布的长管(或槽钢),每个所述长管的两端的下端均设置有一适配的卡块。
所述活动止挡7的靠近中部的两端通过销轴可转动的固定于所述斜桥架4上,所述活动止挡7背离所述第二料框5的一端铰接连接可伸缩驱动装置8的伸缩端。通过可伸缩驱动装置8的伸缩带动所述活动止挡7处于上翻状态或非上翻状态,分别对应挡管状态和过管状态。
根据需要,所述可伸缩驱动装置8为气缸或油缸。
所述过桥6(以及第一料框3)的上端面与所述斜桥架4的最高端的上端面持平,以便于钢管从过桥6更顺利的滚动到斜桥架4上。
生产线上的钢管由辊道1传输至挡板前,翻料器2拨动钢管到第一料框3上端的过桥6上,钢管9经过桥6到斜桥架4滚落到料框内,如此循环10支钢管进料框,将止挡上翻至斜桥架上,生产线钢管继续生产,钢管依次排列在斜桥架4和过桥6上,吊车将第二料框5内的10支钢管吊走,活动止挡7落下,钢管靠重力进10支钢管进第二料框,活动止挡7上翻继续挡住后面的钢管;如此反复,依照上述过程,第二料框5的作用是能够按照API标准要求,每捆管子里的每根钢管都要有追溯性,做到10支钢管一捆按困打包,过桥6和斜桥架4起到排列钢管缓冲生产线生产作用从而提高精整线生产速度。在面临需要多支大捆收库的生产合同时,操作者可将可拆卸的过桥6移走,翻料器直接将辊道1上的钢管9拨入第一料框3生产。
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。