无槽边模快速储存流转库
文献发布时间:2023-06-19 13:51:08
技术领域
本发明属于混凝土预制构件自动化生产设备领域,主要是涉及用于混凝土叠合板自动化生产线,解决生产工艺流程中边模快速流转的无槽边模快速储存流转库。
背景技术
目前混凝土叠合板自动线上的边模主要可以归结为开槽边模和无槽边模,开槽边模的开槽间距需与构件中的钢筋网片保持一致,使用时通用性低。无槽边模使用时可以任意拼接,通用性好,本发明专利是针对无槽边模在自动线上生产作业时的储存和流转。
在混凝土预制构件生产线上,经过养护的成品构件由人工或设备拆掉边模,构件由厂房内吊车起吊运走,拆下的边模随空模台流转到下一工位。边模需要由人工或设备转运至边模入库传输辊道,由传输辊道运至边模存储区。而目前存储区内的边模库均为静态库,不同长度规格的边模入库工作需要通过边模出、入库桁架机械手完成。边模出库时,也由同一个边模出、入库桁架机械手在库内取出一个生产线上布模需要的边模,放置在边模出库辊道上,运至布模机械手抓取区域,由布模机械手进行自动化布模作业。在此过程中边模出、入库桁架机械手需要同时承担边模入库和出库工作,而且边模出、入库桁架机械手需在X、Y、Z三个坐标方向进行运动作业,机械手走行位置远且多,无法满足生产作业的节拍,制约了自动线的生产效率。
发明内容
本发明的目的是提供一种无槽边模快速储存流转库,该流转库可以将混凝土预制构件生产线使用的无槽边模进行快速准确的入库和出库管理,保证了生产线安全稳定的运行。
本发明是通过以下技术方案实现的,包括出、入库机械手、机械手框架、边模库和边模输送辊道,其特征是:在机械手框架的下面,设置有3~5组动静组合式边模库,在每组动静组合式边模库上方的机械手框架上,均装有一个出、入库机械手;边模输送辊道设置在动静组合式边模库的端部,在边模输送辊道与每一组动静组合式边模库之间,均装有一个边模横移装置;所述动静组合式边模库的动态边模库位于下面,静态边模库跨架在动态边模库的上面。
所述的动态边模库包括链条支架、链条和传动装置,2~3组链条安装在链条支架上;链条通过链轮、传动轴与步进电机连接;链条上设置有保证边模均匀、平行移动的限位板;在动态边模库的终端部位设置有控制边模整齐排列的终端导向板。
所述的静态边模库由1~3个固定边模库并列构成,包括龙门支架、纵向限位板和横向限位角钢,两个纵向限位板安装在龙门支架上,两个纵向限位板相对应的内侧设置有控制边模横向位置的横向限位角钢;横向限位角钢的上部加工有导向斜面。
所述的出、入库机械手安装在机械手框架上,机械抓手通过垂直运动组件和纵向运动组件与机械手框架连接;所述的纵向运动组件的纵向导轨安装在机械手框架上,纵向运动小车安装在纵向导轨上,驱动装置设置在纵向运动小车上;垂直运动组件的垂直导轨安装在垂直运动组件的侧面,垂直运动组件的驱动装置设置在纵向运动小车上,垂直运动组件的下面连接有机械抓手。
所述的边模横移装置是在横移支架上装有2~4个并列的曲柄连杆机构,曲柄连杆机构的主动曲柄轴上的主动曲柄与被动曲柄轴上的被动曲柄之间连接有使无槽边模平行移动的托杆;主动曲柄轴的一端与电动机连接,并通过同步齿形带和齿形轮与被动曲柄轴连接。
所述的边模输送辊道包括辊道支架、带链轮辊子和挡板,带链轮辊子安装在辊道支架上,并通过链条与驱动装置连接;所述的挡板是位于边模输送辊道终端的边模挡板和位于边模输送辊道上的3~5个升降挡板;各挡板之间的距离与各动静组合式边模库之间的距离相对应;升降挡板设置在两个带链轮辊子之间,在每两个升降挡板之间的边模输送辊道上,设置有检测边模长度的感应装置;在辊道支架靠近边模横移装置的一侧,加工有可通过横移装置曲柄和托杆的开槽豁口。
本发明在作业时,经清理干净的无槽边模在输送辊道上移动,在升降挡板和长度感应装置的控制下,将不同长度的边模输送到相应的动静组合式边模库的端部。再通过边模横移装置的循环往复运动,将边模从输送辊道上平移到动态边模库的链条上。在步进电机的驱动下,链条带动边模向动态边模库的终端运行,等待布模机械手的抓取。链条上的限位板可以保持边模的平行稳定运行,终端导向板对边模长度方向进行对齐限位。当终端边模被布模机械手取走后,动态边模库链条带动边模移动,进行补充。当某一规格的边模用量较少,动态边模库装满时,则通过出、入库机械手将输送辊道上的边模抓取,放到静态边模库内。当某一规格的边模用量较多,动态边模库上的边模不够用时,则通过出、入库机械手将静态边模库里的边模抓取,放到动态边模库上,补充其不足,始终保持动态边模库上连续不断有边模。
本发明的有益效果是,输送辊道能快速识别边模的长度,并能准确输送到相应的工位。动静组合式边模库能及时准确的为生产线供应边模,静态边模库负责仓储,边模可以在静态边模库内多层堆叠,可以大量仓储满足动态边模库的正常运行。当动态边模库有空位时,边模辊道上有此种长度的边模时,只需边模横移装置将边模从辊道横移到边模动态库上的空位上,此时无需出、入库机械手参与,在每一台动静组合式边模库上面的框架上有一台出、入库机械手,该机械手只有升降和纵向移动两个方向位移,作业的速度快效率高。可以实现3-5组不同长度的边模同时出库,具有结构紧凑、性能良好、工位安排合理和自动化程度高的特点。适用于混凝土预制构件自动化生产线无槽边模的快速出、入库自动流转作业。
附图说明
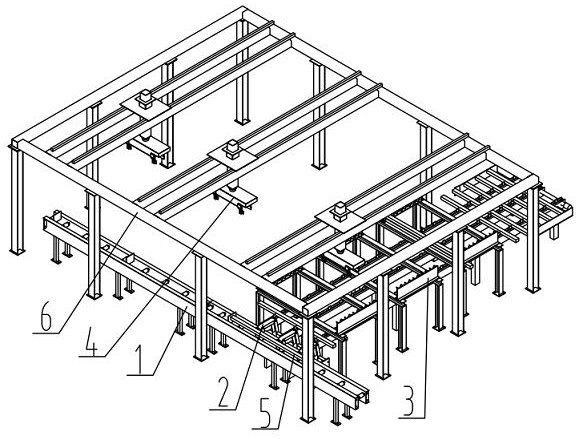
图1是本发明的总布置结构示意图,图中只画出一组动静组合式边模库;
图2是一段边模传输辊道的结构示意图;
图3是边模横移装置的结构示意图;
图4是动静组合式边模库的结构示意图;
图5是动态边模库的结构示意图;
图6是静态边模库的结构示意图;
图7是出、入库机械手的结构示意图。
图中1是边模输送辊道、2是边模横移装置、3是动静组合式边模库、4是出、入库机械手、5是无槽边模、6是机械手框架;1-1是辊道支架、1-2是带链轮辊子、1-3是升降挡板、1-4是开槽豁口;1-5是边模挡板;2-1是横移支架、2-2是主动齿形轮、2-3是被动齿形轮、2-4是同步齿形带、2-5是主动曲柄轴、2-6是被动曲柄轴、2-7是托杆、2-8是主动曲柄、2-9是电动机、2-10被动曲柄;3-1是动态边模库、3-2是静态边模库、3-1-1是链条支架、3-1-2是链条、3-1-3是限位板、3-1-4是终端导向板、3-1-5是传动轴、3-1-6步进电机;3-2-1是龙门支架、3-2-2是纵向限位板、3-2-3是横向限位角钢;4-1是纵向导轨、4-2是纵向运动组件、4-3是垂直导轨、4-4是垂直运动组件、4-5是机械抓手。
具体实施方式
以下结合附图说明本发明的具体实施方式:包括出、入库机械手4、机械手框架6、边模库和边模输送辊道1。在机械手框架6的下面,设置有3组动静组合式边模库3,在每组动静组合式边模库3上方的机械手框架6上,均装有一个出、入库机械手4;边模输送辊道1设置在动静组合式边模库3的端部,在边模输送辊道1与每一组动静组合式边模库3之间,均装有一个边模横移装置2;所述动静组合式边模库3的动态边模库3-1位于下面,静态边模库3-2跨架在动态边模库3-1的上面。
所述的动态边模库3-1包括链条支架3-1-1、链条3-1-2和传动装置,3组链条3-1-2安装在链条支架3-1-1上;链条3-1-2通过链轮、传动轴3-1-5与步进电机3-1-6连接;链条3-1-2上设置有保证边模均匀、平行移动的限位板3-1-3;在动态边模库3-1的终端部位设置有控制边模整齐排列的终端导向板3-1-4。
所述的每组静态边模库3-2由3个固定边模库并列构成,包括龙门支架3-2-1、纵向限位板3-2-2和横向限位角钢3-2-3,两个纵向限位板3-2-2安装在龙门支架3-2-1上,两个纵向限位板3-2-2相对应的内侧设置有控制边模横向位置的横向限位角钢3-2-3;横向限位角钢3-2-3的上部加工有导向斜面。
所述的出、入库机械手4安装在机械手框架6上,机械抓手4-5通过垂直运动组件4-4和纵向运动组件4-2与机械手框架6连接;所述的纵向运动组件4-2的纵向导轨4-1安装在机械手框架6上,纵向运动小车安装在纵向导轨4-1上,驱动装置设置在纵向运动小车上;垂直运动组件4-4的垂直导轨4-3安装在垂直运动组件4-4的侧面,垂直运动组件4-4的驱动装置设置在纵向运动小车上,垂直运动组件4-4的下面连接有机械抓手4-5。
所述的边模横移装置2是在横移支架2-1上装有3个并列的曲柄连杆机构,曲柄连杆机构的主动曲柄轴2-5上的主动曲柄2-8与被动曲柄轴2-6上的被动曲柄2-10之间连接有使无槽边模平行移动的托杆2-7;主动曲柄轴2-5的一端与电动机2-9连接,并通过同步齿形带2-4和齿形轮与被动曲柄轴2-6连接。
所述的边模输送辊道1包括辊道支架1-1、带链轮辊子1-2和挡板,带链轮辊子1-2安装在辊道支架1-1上,并通过链条与驱动装置连接;所述的挡板是位于边模输送辊道1终端的边模挡板1-5和位于边模输送辊道1上的3~5个升降挡板1-3;各挡板之间的距离与各动静组合式边模库3之间的距离相对应;升降挡板1-3设置在两个带链轮辊子1-2之间,在每两个升降挡板1-3之间的边模输送辊道1上,设置有检测边模长度的感应装置;在辊道支架1-1靠近边模横移装置2的一侧,加工有可通过横移装置曲柄和托杆2-7的开槽豁口1-4。
- 无槽边模快速储存流转库
- 一种无流槽铜合金转炉使用的快速换头牵引装置