一种编织工装及预制件编织方法
文献发布时间:2024-01-17 01:23:59
技术领域
本发明涉及碳纤维预制件制备技术领域,具体涉及一种编织工装及预制件编织方法。
背景技术
传统的编织技术一般通过圆环编织机来生产软管、绳索、电缆等类似的管状产品,而新型二维编织技术在传统编织技术的基础上,利用七轴机械臂夹持芯轴来控制芯轴的运动,通过沿预制件成型方向取向的多根纱线按照一定的规律倾斜交叉,使纱线相互交织在一起并包裹芯轴,实现大直径复杂形状的二维编织预制件的制备。
轴向截面形状变化较大,一般桨柄位置截面为圆形,为月牙型,并且轴向截面宽度变化大,在用二维编织技术生产时,为了满足整体可以顺利通过编织外环,编织外环的大小取决于的最大轴向宽度,在编织最小轴向截面宽度处时,由于编织外环太大,在编织外环处纤维无法紧密贴合芯模,需要将芯模拉至离编织外环更远处,不容易计算精确,结束收口时不方便操作还浪费原料。
发明内容
本发明的目的在于提供一种编织工装及预制件编织方法,以解决现有技术中芯模截面尺寸变小或芯模截面变化为月牙状时,纤维无法紧密贴合芯模或包覆不均匀的问题。
为达到上述目的,本发明是采用下述技术方案实现的:
第一方面,本申请公开了一种编织工装,包括编织外环和所述编织内环,所述编织内环的直径小于所述编织外环的直径;
所述编织内环可转动设置在所述编织外环内,且所述编织内环和所述编织外环的环心重合;
所述编织内环包括左编织内环以及和所述左编织内环可拆卸连接的右编织内环。
进一步地,所述编织外环设有至少一组连接孔,每组所述连接孔包括两个关于环心对称的径向孔眼;
所述编织内环通过螺杆组件和所述编织外环上的径向孔眼相连接。
进一步地,所述螺杆组件包括螺纹杆和螺母;
所述螺纹杆的一端通过贯穿所述径向孔眼并通过螺母固定在所述编织外环上,另一端通过防扭转螺杆组件和所述编织内环相连接。
进一步地,所述编织外环设有两个关于环心对称的径向孔眼;
所述编织内环通过螺杆组件和所述编织外环上的径向孔眼相连接。
进一步地,所述螺杆组件包括螺纹杆和螺母;
所述螺纹杆的一端通过贯穿所述径向孔眼并通过螺母固定在所述编织外环上,另一端通过防扭转螺杆组件连接至所述左编织内环与右编织内环的连接处。
进一步地,所述左编织内环和右编织内环的形状尺寸相同,一端设有插头,另一端设有插孔,且插头和插孔处均设有侧孔眼;
所述左编织内环的插头插接至右编织内环的插孔中,并通过防扭转螺杆组件和所述螺纹杆连接;
所述右编织内环的插头插接至左编织内环的插孔中,并通过防扭转螺杆组件和所述螺纹杆连接。
进一步地,所述防扭转螺杆组件包括防扭杆螺纹杆和防扭转螺母;
所述插头和插孔处均设有径向孔眼,所述螺纹杆的端部设有连接孔眼,所述螺纹杆贯穿插头和插孔的径向孔眼连接至插头内;
所述防扭杆螺纹杆从侧孔眼连接至螺纹杆的连接孔眼中并通过防扭转螺母固定。
进一步地,所述编织外环的外周还连接有多个用于和圆形编织机相连接的圆环安装脚。
第二方面,本申请公开了一种预制件编织方法,采用第一方面任一项所述的编织工装,所述方法包括:
根据芯模最大轴向截面宽度确定编织外环的直径,根据芯模最小轴向截面宽度确定编织内环的直径;
将所述编织外环固定在圆形编织机上,在编织外环内设置可拆卸的编织内环,其中,当编织内环安装在编织外环内时,所述编织外环和所述编织内环的环心重合,且所述编织内环相对所述编织外环可转动;
启动圆形编织机和机械臂,根据芯模截面尺寸安装编织内环或根据芯模截面形状及尺寸调整编织内环相对编织外环的角度以编织预制件。
进一步地,根据芯模截面尺寸安装编织内环或根据芯模截面形状及尺寸调整编织内环相对编织外环的角度以编织预制件包括:
当芯模轴向截面宽度增大到预设值时停止编织,将所述编织内环从编织外环中拆卸,机械臂匀速的将芯模拉出穿过所述编织外环继续编织;
当芯模轴向截面宽度减小到预设值时停止编织,将所述编织内环安装至编织外环内,机械臂匀速的将芯模拉出穿过所述编织内环继续编织;
当编织到芯模的截面为月牙状位置时,根据芯模月牙状截面的尺寸调整所述编织内环相对所述编织外环的角度,以完成月牙状截面段的编织。
根据上述技术方案,本发明具有以下效果:
本申请的编织工装中的编织内环包括可拆卸连接的左编织内环和右编织半环,实现了编织内环在编织外环中的安装及拆卸,当芯轴截面尺寸变小时,使芯模穿过编织内环,解决芯模截面周长变小时,编织外环处纤维无法紧密贴合芯模的问题;
本申请中编织工装的编织内环可转动设置在编织外环内,当编织到月牙状的芯模截面时,通过转动编织内环,通过调整编织内环和编织外环之间的角度解决纤维不同位置包覆不均匀的现象。
附图说明
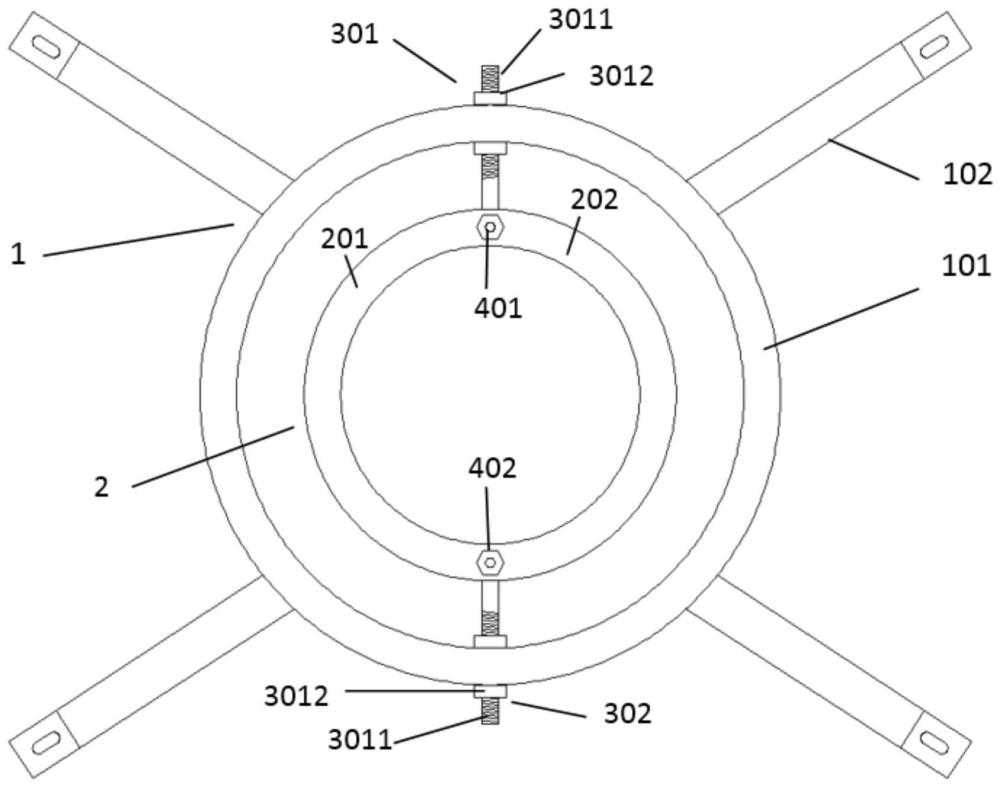
图1为本发明编织工装的整体结构示意图;
图2为本发明中编织内环的结构示意图;
图3为本发明编织方法的流程图。
其中:1、编织外环;101、圆环;102、圆环安装脚; 2、编织内环;201、左编织内环;202、右编织内环;2011、侧孔眼;301、上螺杆组件;302、下螺杆组件;3011、螺纹杆;3012、螺母;401、上防扭转螺杆组件;402、下防扭转螺杆组件。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
需要说明的是,在本发明的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图中所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不能理解为对本发明的限制。本发明描述中使用的术语“前”、“后”、“左”、“右”、“上”、“下”指的是附图中的方向,术语“内”、“外”分别指的是朝向或远离特定部件几何中心的方向。
本申请的编织工装可适用轴向截面形状变化较大的预制件(如桨叶或其它预制件),通过设计编织外环以及可拆卸连接在编织外环内的编织内环,匹配预制件不同位置处的周长,解决芯模截面周长变小时编织外环处纤维无法紧密贴合芯模的问题;在芯模截面为月牙形状时,通过转动编织内环相对于编织外环的角度,解决纤维不同位置包覆不均匀的现象。
实施例1
如图1至图2所示,本申请提供了一种编织工装,包括编织外环1和编织内环2,编织内环2的直径小于编织外环1的直径;编织内环2可转动设置在编织外环1内,且编织内环2和编织外环1的环心重合;编织内环2包括左编织内环201以及和左编织内环201可拆卸连接的右编织内环202。
在本申请中,由于编织内环2和编织外环1的环心重合,当编织内环2和编织外环1在同一平面内时,即如图1所示时,此时编织内环2和编织外环1的轴线重合。当编织内环2转动90°后,其相对于编织外环1垂直,此时编织内环2和编织外环1的轴线在空间中垂直,此位置是编织内环2转动的极限位置,编织内环2在0-90°之间转动,可完成截面为月牙状芯模段的编织,月牙状尺寸变化越大,编织内环2的转动角度越大。
在本申请中,编织内环2的转动可通过自动控制实现也可通过手动控制实现,如通过连接件将编织内环2连接至编织外环1内后,可通过转动连接件实现编织内环2角度的改变,转动连接件的过程可通过人工手动转动,也可通过电机及传动组件带动其转动。
本申请设置左编织内环201以及和左编织内环201可拆卸连接的右编织内环202,当两者拆卸后,可实现编织内环2从编织外环1中去除,当两者连接后,可实现编织内环2在编织外环1中的连接,便于编织内环2的拆卸和安装。
在一个实施例中,编织工装包括编织外环1和编织内环2,编织外环1包括圆环101和圆环安装脚102,圆环安装脚102设置在圆环101的外周,用于实现圆环101和圆形编织机相连。
圆环101上设有两个关于环心对称的径向孔眼,径向孔眼为从外环的外侧面贯穿至圆环内侧面的孔,该孔的方向沿圆环的径向,设置径向孔眼的目的是为了连接编织内环2。
具体的,工装还包括螺杆组件,螺杆组件包括上螺杆组件301和下螺杆组件302,上螺杆组件301和下螺杆组件302的结构相同,均包括一根螺纹杆3011和两个螺母3012,螺纹杆3011的远端(远离环心的一端)通过两个螺母贯穿圆环101的径向孔眼并实现与圆环101的固定,其近端(靠近环心的一端)用于编织内环2的连接。
具体的,螺纹杆3011的近端设置孔眼,其通过防扭转螺杆组件和编织内环2连接。防扭转螺杆组件上防扭转螺杆组件401和下防扭转螺杆组件402,上防扭转螺杆组件401和下防扭转螺杆组件402的结构相同均包括一根防扭转螺纹杆和一个防扭转螺母。
如图2所示,编织内环2为空心环包括左编织内环201和右编织内环202,左右编织内环都有插头和插孔,长约50mm。右编织内环202和左编织内环201通过插头插孔连接成一个整体。
进一步地,左编织内环201和右编织内环202的插头及插孔处还设有径向孔眼,上螺纹杆3011可以依次穿过左编织外环外侧,右编织外环外侧、右编织外环内侧最后抵住左编织外环内侧内部。下螺纹杆3011可以依次穿过右编织外环202外侧,左编织内环201外侧、左编织内环201内侧最后抵住右编织内环202内侧内部。
左编织内环201和右编织内环202的插头及插孔处还设有侧孔眼,上防扭转螺杆组件401和下防扭转螺杆组件402的防扭转螺纹杆插入侧孔眼并通过防扭转螺母实现固定。
上述方案可通过螺杆组件和防扭杆螺杆组件可实现编织内环2的安装及固定,通过转动螺杆组件可实现编织内环2相对编织外环角度的转动。
在另外一些实施例中,编织外环1上的径向孔眼还可增加一组,此时则对应四个螺杆组件,通过四个螺杆组件连接编织内环2和编织外环1,此时可实现编织内环2更好的连接,但是转动编织内环时,需要将后增加的两个螺杆组件进行拆除。
本申请的编织工装中的编织内环包括可拆卸连接的左编织内环和右编织半环,实现了编织内环在编织外环中的安装及拆卸,当芯轴截面尺寸变小时,使芯模穿过编织内环,解决芯模截面周长变小时,编织外环处纤维无法紧密贴合芯模的问题;
本申请中编织工装的编织内环可转动设置在编织外环内,当编织到月牙状的芯模截面时,通过转动编织内环,通过调整编织内环和编织外环之间的角度解决纤维不同位置包覆不均匀的现象。
本申请的工装结构简单,操作方便,在不增加太多生产成本的基础上,让原有设备可以适用于更多形状的预制件的生产,并且提升了预制件的产品质量。
实施例2
基于实施例1提供的编织工装,本实施例还提供了一种预制件的编织方法,如图3所示,该方法包括如下步骤:
步骤1、根据芯模最大轴向截面宽度确定编织外环1的直径,根据芯模最小轴向截面宽度确定编织内环2的直径。
在本步骤中,编织外环1的直径需大于芯模最大轴向截面宽度,编织内环2的直径需大于芯模最小轴向截面宽度,目的是使芯模顺利穿过编织外环1及编织内环2。
步骤2、将编织外环1固定在圆形编织机上,在编织外环1内设置可拆卸的编织内环2,其中,当编织内环2安装在编织外环1内时,编织外环1和编织内环2的环心重合,且编织内环2相对编织外环1可转动。
步骤3、启动圆形编织机和机械臂,根据芯模截面尺寸安装编织内环2或根据芯模截面形状及尺寸调整编织内环2相对编织外环1的角度以编织预制件。
在步骤3中,根据芯模截面尺寸安装编织内环2或根据芯模截面形状及尺寸调整编织内环2相对编织外环1的角度以编织预制件包括:
当芯模轴向截面宽度减小到预设值时停止编织,将编织内环2安装至编织外环1内,机械臂匀速的将芯模拉出穿过编织内环2继续编织。
当编织到芯模的截面为月牙状位置时,根据芯模月牙状截面的尺寸调整编织内环2相对编织外环1的角度,以完成月牙状截面段的编织。
在此步骤中,随着月牙状截面尺寸的增大,增加编织内环2相对编织外环1的角度。
步骤3还可包括当芯模轴向截面宽度增大到预设值时停止编织,将编织内环2从编织外环1中拆卸,机械臂匀速的将芯模拉出穿过所述编织外环1继续编织。
下面以编织桨叶预制件对编织方法进行具体说明。
步骤1、根据桨叶芯模最大轴向截面宽度确定编织外环1圆环101直径,根据桨叶芯模最小轴向截面宽度确定编织内环2直径。
步骤2、将编织外环1通过圆环安装脚102安装在圆形编织机上。
步骤3、七轴机械臂将芯模桨根与纤维一起固定住后,七轴机械臂匀速的将芯模拉出穿过编织外环1内侧,圆形编织机同步进行编织将纤维编织包覆在芯模上,编织到桨叶芯模最小轴向截面宽度处停止编织,七轴机械臂停止运动。
步骤4、将编织圆环101内的纤维手动压紧贴合在芯模上,将左右编织内环对接成整体编织内环2圆环将纤维套在环内,调整左右编织半环的位置使其上下的径向孔眼与编织外环1的上下径向孔眼对齐成一条直线,将上螺杆组件301和下螺杆组件302分别穿过编织外环1上下的径向孔眼,插入左右编织半环的孔眼并抵住左右编织内环的内侧,将两个螺母3012拧紧固定。编织内环2的位置在编织外环1中心,将上防扭转螺纹杆401依次穿过左编织内环201前侧,右编织内环202前侧、上螺纹杆3011孔眼、右编织内环202后侧最后抵住左编织内环201后侧内部,拧紧防扭转螺母,将下防扭转螺纹杆402依次穿过右编织内环202前侧,左编织内环201前侧、下螺纹杆孔眼3011、左编织内环201后侧最后抵住右编织内环202后侧内部,拧紧防扭转螺母,固定住左右编织半环,使其不能转动,圆形编织机正常开机,七轴机械臂匀速的将芯模拉出穿过编织内环2内侧,纤维编织包覆在芯模上完成桨叶芯模最小轴向截面宽度处的编织。
步骤5、在编织芯模截面积为月牙状位置处时,可以取出防扭转螺杆组件,拧松螺杆组件,旋转编织内环2,调整编织内环2相对编织外环的角度,然后重新拧紧螺杆组件,固定编织内环2的位置,插入上下防扭转螺纹杆并拧紧螺母,固定编织内环2,使其角度不能旋转,圆形编织机正常开机,七轴机械臂匀速的将芯模拉出穿过左右编织半环2内侧,纤维编织包覆在芯模上完成月牙状截面段的编织。
本申请可以匹配桨叶不同位置处的周长,解决芯模截面周长变小时编织环处纤维无法紧密贴合芯模的问题;可以在编织芯模截面为月牙形状时,解决纤维不同位置包覆不均匀的现象。
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。