一种芯片包装管正反检测机构
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及包装管检测的技术领域,具体为一种芯片包装管正反检测机构。
背景技术
在芯片产品的加工完成后,需要将芯片自动装入到包装管中,但由于包装管本身有正反面之分,现有技术中,需要通过人工对包装管进行正反面的判断,然后人工将反面朝上的包装管翻转,之后将包装管用于进行芯片灌装作业,由于在实际使用时,包装管的具有凹面朝向下设置,故检测时比较费眼睛,且由于人工作业的工作强度大,其存在间断作业时间,不能满足产线的不间断生产作业。
发明内容
针对上述问题,本发明提供了一种芯片包装管正反检测机构,其使得包装管按照设定间隔时间尺寸稳定供料,确保连续检测作业,保证了产线的不间断生产作业。
一种芯片包装管正反检测机构,其特征在于,其包括:
输送平台,其包括平台、送料料带;
旋转夹紧气缸,其包括旋转气缸、夹爪组件,所述夹爪组件包括第一夹爪、第二夹爪;
下部止挡转运框,其包括转运框体、直线驱动气缸、一对凸起止挡块、一对翻转导向块;直线驱动气缸固装于所述平台的下表面,所述直线驱动气缸的输出端固接所述转运框体,所述转运框体位于所述平台的相对输出端设置,所述转运框体的前端的长度方向两处设置有凸起止挡块,每块凸起止挡块的后方设置有一枢接翻转导向块,所述翻转导向块的下端连接有翻转驱动气缸,所述翻转导向块包括两种状态,第一状态下翻转导向块和所述凸起止挡块所形成的空间夹持包装管,第二状态下翻转导向块下翻、包装管被自由输送转运;
所述平台上设置有送料料带,所述送料料带通过电机传动,所述平台的两侧设置有侧挡板,其中一侧的侧挡板的末端外侧固设有所述旋转气缸,所述旋转气缸的转轴上套设有所述夹爪组件,所述夹爪组件的第一夹爪、第二夹爪在高度方向上下位置设置,所述夹爪组件用于夹持包装管;
所述下部止挡转运框设置于所述输送平台的相对输出端,所述直线驱动气缸的活塞端伸出时,所述下部止挡转运框的凸起止挡块、翻转导向块的对应位置前凸于所述平台,使得后续吸持部件向上吸附带走包装管;
所述平台的对应于直线驱动气缸的活塞端缩回状态下、所述凸起止挡块和翻转导向块夹持的对应位置区域设置有检测孔,所述检测孔内置有感应装置,所述感应装置感应到平面时,驱动旋转气缸旋转90°作业,直至检测到凹槽存在后停止检测。
其进一步特征在于:
其还包括有定位夹持夹爪,所述定位夹持夹爪设置于所述平台的输出端的远离所述旋转夹紧气缸的一侧,所述定位夹持夹爪包括缸座、一对夹爪,所述夹爪绕转闭合或打开作业;包装管在输送状态下,夹爪打开;包装管运行到凸起止挡块限位后,夹爪闭合;所述夹爪的内壁面带有旋转避让轨迹线,确保旋转气缸转动下,包装管的远端不会脱离正常检测区域;
所述平台的两侧板的内侧还设置有高度导向压块,确保包装管的输送稳定可靠;
所述平台的两侧正下方对应于输送长度的中部区域设置有止挡气缸,所述止挡气缸的止挡端上凸用于止挡包装管的输送,确保包装管单件进入到检测区域内。
采用本发明的结构后,包装管被送料料带沿着平台输送到凸起止挡块的位置,之后翻转导向块翻转上升,夹持住包装管,夹爪组件的第一夹爪、第二夹爪在高度方向上夹持住包装管,感应装置感应到平面时,翻转导向块在翻转驱动气缸驱动下脱离,旋转气缸旋转90°,若感应装置仍感应到平面,旋转气缸继续旋转90°,直至检测到凹槽存在后停止检测,翻转导向块翻转上升,夹持住包装管,之后直线驱动气缸的活塞端伸出,下部止挡转运框的凸起止挡块、翻转导向块的对应位置前凸于平台,翻转导向块向下翻转,使得后续吸持部件向上吸附带走包装管,所有结构复位后,再次迎接下一个包装管的检测,其使得包装管按照设定间隔时间尺寸稳定供料,确保连续检测作业,保证了产线的不间断生产作业。
附图说明
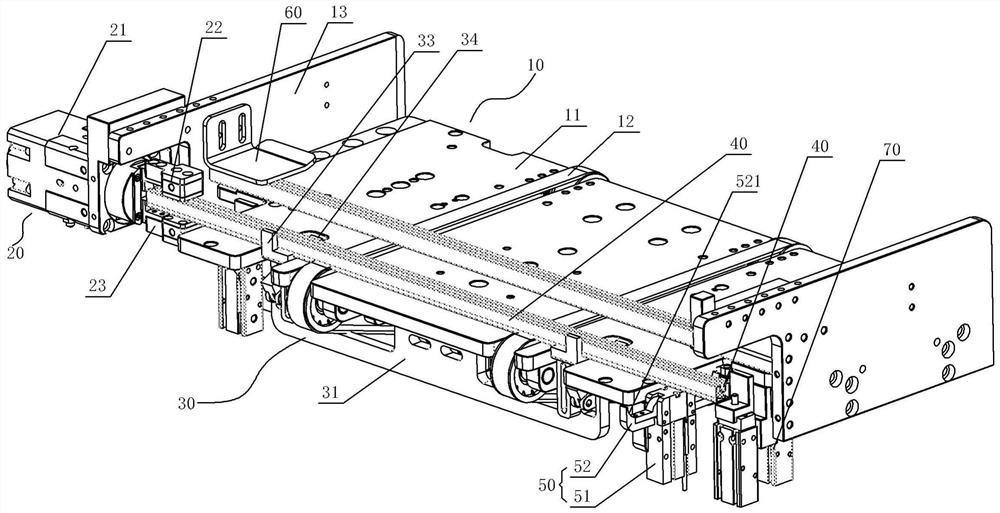
图1为本发明的立体图结构示意图一;
图2为本发明的立体图结构示意图二;
图3为本发明的立体图结构示意图三;
图4为本发明的平台检测孔的局部放大结构示意图;
图中序号所对应的名称如下:
输送平台10,、平台11、送料料带12、侧挡板13、检测孔14、连接转轴15、驱动电机16、旋转夹紧气缸20、旋转气缸21、第一夹爪22、第二夹爪23、下部止挡转运框30、转运框体31、直线驱动气缸32、凸起止挡块33、翻转导向块34、翻转驱动气缸35、包装管40、凹面41、定位夹持夹爪50、缸座51、夹爪52、内壁面521、高度导向压块60、止挡气缸70。
具体实施方式
一种芯片包装管正反检测机构,见图1-图4,其包括:
输送平台10,其包括平台11、送料料带12;
旋转夹紧气缸20,其包括旋转气缸21、夹爪组件,夹爪组件包括第一夹爪22、第二夹爪23;
下部止挡转运框30,其包括转运框体31、直线驱动气缸32、一对凸起止挡块33、一对翻转导向块34;直线驱动气缸32固装于平台11的下表面,直线驱动气缸32的输出端固接转运框体32,转运框体32位于平台11的相对输出端设置,转运框体32的前端的长度方向两处设置有凸起止挡块33,每块凸起止挡块33的后方设置有一枢接翻转导向块34,翻转导向块34的下端连接有翻转驱动气缸35,翻转导向块34包括两种状态,第一状态下翻转导向块34和凸起止挡块33所形成的空间夹持包装管40,第二状态下翻转导向块34下翻、包装管40被自由输送转运;
平台11上设置有送料料带12,送料料带12通过电机传动,平台11的两侧设置有侧挡板13,其中一侧的侧挡板13的末端外侧固设有旋转气缸21,旋转气缸21的转轴上套设有夹爪组件,夹爪组件的第一夹爪22、第二夹爪23在高度方向上下位置设置,夹爪组件用于夹持包装管40;
下部止挡转运框30设置于输送平台10的相对输出端,直线驱动气缸32的活塞端伸出时,下部止挡转运框30的凸起止挡块33、翻转导向块34的对应位置前凸于平台11,使得后续吸持部件向上吸附带走包装管40;
平台11的对应于直线驱动气缸32的活塞端缩回状态下、凸起止挡块33和翻转导向块34夹持的对应位置区域设置有检测孔14,检测孔14内置有感应装置(图中被遮挡),感应装置感应到平面时,驱动旋转气缸21旋转90°作业,直至检测到凹槽存在后停止检测。
其还包括有定位夹持夹爪50,定位夹持夹爪50设置于平台11的输出端的远离旋转夹紧气缸20的一侧,定位夹持夹爪50包括缸座51、一对夹爪52,夹爪52绕转闭合或打开作业,包装管40在输送状态下,夹爪52打开,包装管40运行到凸起止挡块33限位后,夹爪52闭合,夹爪52的内壁面521带有旋转避让轨迹线,确保旋转气缸21转动下,包装管40的远端不会脱离正常检测区域;
平台11的两侧板的内侧还设置有高度导向压块60,确保包装管40的输送稳定可靠;
平台11的两侧正下方对应于输送长度的中部区域设置有止挡气缸70,止挡气缸70的止挡端上凸用于止挡包装管40的输送,确保包装管40单件进入到检测区域内。
具体实施时,两组送料料带12沿着平台11的宽度中心垂面对称分布,通过连接转轴15通过同一驱动电机16进行驱动,每对凸起止挡块33和翻转导向块34位于送料料带11的相对外侧布置,且平台11对应凸起止挡块33和翻转导向块34的位置设置有避让缺口槽,确保结构稳定可靠运行。
在另一实施例中,包装管40的纵剖面为非正方形且上下表面的尺寸明显大于两端表面的尺寸时,包装管40沿着平台11的输送通过高度导向压块60确保上下表面中的一表面支承于平台11输送,此时旋转气缸21的转动调整为单次180°,确保仅单次旋转或不旋转即可保证包装管40的凹面41朝向下布置。
其工作原理如下:包装管被送料料带沿着平台输送到凸起止挡块的位置,之后翻转导向块翻转上升,夹持住包装管,夹爪组件的第一夹爪、第二夹爪在高度方向上夹持住包装管,感应装置感应到平面时,翻转导向块在翻转驱动气缸驱动下脱离,旋转气缸旋转90°,若感应装置仍感应到平面,旋转气缸继续旋转90°,直至检测到凹槽存在后停止检测,翻转导向块翻转上升,夹持住包装管,之后直线驱动气缸的活塞端伸出,下部止挡转运框的凸起止挡块、翻转导向块的对应位置前凸于平台,翻转导向块向下翻转,使得后续吸持部件向上吸附带走包装管,所有结构复位后,再次迎接下一个包装管的检测,其使得包装管按照设定间隔时间尺寸稳定供料,确保连续检测作业,保证了产线的不间断生产作业。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。