治具的对位方法以及治具的对位程序
文献发布时间:2023-07-05 06:30:04
技术领域
本发明涉及治具的对位方法以及治具的对位程序。
背景技术
现有的缝制装置按照缝制数据,使保持被缝制物的保持板相对于机针移动来形成线迹。保持板在外周部具有多个孔。缝制装置具有与多个孔相对应的多个销。缝制装置通过在保持板的多个孔中贯穿对应的销,从而进行保持板的对位。
现有技术文献
专利文献
专利文献1:日本特表2013-543739号公报
发明内容
发明要解决的问题
缝制装置有时使用治具来代替保持板,该治具具备支承框和多个销,在形成于被缝制物的缝边的多个孔中分别贯穿与孔对应地设置的销,从而将被缝制物以展开的状态且相对于支承框对位了的状态保持。在该治具中,在被缝制物的大小较大的情况下,难以在与被缝制物的孔相对应的位置准确地配置销。
本发明的目的在于,提供一种能够与被缝制物的大小无关地在与被缝制物的多个孔相对应的位置准确地配置多个销的治具的对位方法以及治具的对位程序。
用于解决问题的方案
在本发明的技术方案1的治具的对位方法中,该治具具备:多个支承构件,该多个支承构件具有向上方突出的销;以及支承框,该支承框将所述多个支承构件分别以能够进行位置调整的方式固定,通过将多个所述销分别贯穿于在被缝制物设置的多个孔,从而进行所述被缝制物相对于所述支承框的对位,该治具的对位方法的特征在于,具备:取入工序,在该工序中,缝制装置的控制装置取入多个所述销的坐标数据;指示工序,在该工序中,所述控制装置使所述缝制装置的头部和所述支承框向多个所述销中的关注的所述销的所述坐标数据所表示的位置相对移动,根据所述支承框相对于所述头部的位置,指示所述坐标数据所表示的所述关注的销的位置;以及固定工序,在该工序中,操作者将所述多个支承构件中的与所述关注的销对应的关注的所述支承构件对准所述关注的销的位置,调整所述关注的支承构件相对于所述支承框的位置,将所述关注的支承构件固定于所述支承框。技术方案1的治具的对位方法能够利用缝制装置来决定支承构件相对于支承框的位置,因此,能够与被缝制物的大小无关地在与被缝制物的多个孔相对应的位置准确地配置多个销。
在技术方案2的治具的对位方法的所述取入工序中,所述控制装置从在对位后的所述治具所保持的所述被缝制物形成线迹的缝制数据取入所述坐标数据。在技术方案2的治具的对位方法中,从在对位后的治具所保持的被缝制物形成线迹的缝制数据取入坐标数据,因此,与坐标数据和缝制数据不同的情况相比,能够基于可靠性较高的坐标数据来进行支承构件相对于支承框的对位。另外,控制装置在治具的对位后,在按照缝制数据进行在治具所保持的被缝制物形成线迹的处理时,能够降低基于不与坐标数据对应的缝制数据进行缝制的可能性。
在技术方案3的治具的对位方法的所述指示工序中,所述控制装置在使所述头部和所述支承框向所述关注的销的所述坐标数据所表示的所述位置相对移动之后,将在使设于所述缝制装置的所述头部的压脚从上升位置下降到位于所述上升位置与下降位置之间的位置或所述下降位置时所述关注的销与所述压脚抵接的位置指示为所述坐标数据所表示的所述关注的销的位置。在技术方案3的治具的对位方法中,通过将压脚与销的上部抵接的位置设为坐标数据所表示的关注的销的位置,从而操作者容易把握坐标数据所表示的关注的销的位置。
技术方案4的治具的对位方法的多个所述销的上端部分别为越向上侧去直径越小的锥状,所述压脚是具有比多个所述销的最大直径的1.1倍小且至少能够供所述关注的销的所述上端部的一部分插入的大小的孔的筒状,在所述固定工序中,将所述关注的支承构件相对于所述支承框的位置调整为在使所述缝制装置的所述压脚从所述上升位置下降了时所述关注的销的至少所述上端部的一部分嵌入所述压脚的所述孔的位置,将所述关注的支承构件固定于所述支承框。在技术方案4的治具的对位方法中,通过将关注的支承构件相对于支承框的位置调整为关注的销的上部嵌入压脚的孔的位置,能够物理地确认在坐标数据所表示的关注的销的位置配置有支承构件。操作者能够一边基于是否处于关注的销的上端部的一部分嵌入压脚的孔的位置,来判断在坐标数据所表示的关注的销的位置是否配置有支承构件,一边进行固定工序。
技术方案5的治具的对位方法还具备:顺序获取工序,在该工序中,所述控制装置获取在所述指示工序中从多个所述销读出所述关注的销的顺序;完成指示获取工序,在该工序中,在所述固定工序之后,所述控制装置从所述操作者获取完成指示,该完成指示表示能够进行针对所述顺序为下一个的所述关注的销的所述指示工序;以及移动工序,在该工序中,在所述完成指示获取工序中获取到所述完成指示时,所述控制装置使所述缝制装置的所述压脚向所述上升位置移动,所述控制装置在所述移动工序之后进行针对所述顺序为下一个的所述关注的销的所述指示工序。技术方案5的治具的对位方法能够可靠地避免在压脚不处于上升位置的状态下进行针对顺序为下一个的关注的销的指示工序。
在技术方案6的治具的对位方法中,该治具的对位方法还具备顺序编辑工序,在该顺序编辑工序中,所述控制装置编辑所述顺序。技术方案6的治具的对位方法与无法编辑顺序的情况相比,能够提高操作者的便利性。
在技术方案7的治具的对位程序中,该治具具备:多个支承构件,该多个支承构件具有向上方突出的销;以及支承框,该支承框将所述多个支承构件分别以能够进行位置调整的方式固定,通过将多个所述销分别贯穿于在被缝制物设置的多个孔,从而进行所述被缝制物相对于所述支承框的对位,该治具的对位程序的特征在于,包含使对保持所述支承框的缝制装置进行控制的控制装置执行如下工序的指示:取入工序,在该工序中,取入多个所述销的坐标数据;以及指示工序,在该工序中,使所述缝制装置的头部和所述支承框向多个所述销中的关注的所述销的所述坐标数据所表示的位置相对移动,根据所述支承框相对于所述头部的位置,指示所述坐标数据所表示的所述关注的销的位置。治具的对位程序能够通过支承框相对于头部的位置使缝制装置的控制装置指示关注的支承构件相对于支承框的位置。操作者通过观察支承框相对于头部的位置,能够确认关注的支承构件相对于支承框的位置,并将支承构件固定于支承框。治具的对位程序能够使操作者与被缝制物的大小无关地在与被缝制物的多个孔相对应的位置准确地配置多个销。
附图说明
图1是缝制装置1的立体图。
图2是头部30的立体图。
图3是将治具8的支承框85配置于安装位置的缝制装置1的俯视图。
图4是将治具8的支承框85配置于极限位置P2的缝制装置1的俯视图。
图5是临时配置有多个支承构件140、150的一部分的治具8的立体图。
图6是表示缝制装置1和控制装置100的电气结构的框图。
图7是孔设定处理的流程图。
图8是表示孔设定处理中的生成孔数据E2的过程的说明图。
图9是治具8的对位方法的流程图。
图10的(A)是在配置于上升位置的中压脚64的下方配置有关注销145的状态的立体图,图10的(B)是从上升位置下降了的中压脚64与关注销145的上端部146抵接的状态的立体图。
图11的(A)是在配置于上升位置的中压脚64的下方配置有关注销145的状态的示意剖视图,图11的(B)是从上升位置下降了的中压脚64与关注销145的上端部146抵接的状态的示意剖视图。
图12是表示利用治具8的对位方法将支承构件150固定于支承框85的过程的说明图。
附图标记说明
1、缝制装置;8、治具;16、101、CPU;30、头部;64、中压脚;85、支承框;100、控制装置;122、中压脚机构;145、销;146、上端部;140、150、支承构件;H1~H22、孔。
具体实施方式
对本发明的一实施方式的缝制装置1的物理结构进行说明。在以下说明中,使用图中箭头所示的左右、前后、上下。如图1~图4所示,缝制装置1为门型的缝制装置,具备机座部2、载置台90F、90R、支柱部3、4、同步机构31(参照图6)、梁部5、头部30、梭子机构7(参照图2)、治具8(参照图5)、移动机构9(参照图6)、输送机构10(参照图6)以及操作部14。
如图1所示,机座部2具备基部21、载置部22、开口部24、25、蛇腹状部26、27、框体28、下轨道29(参照图2)以及一对轨道。基部21为大致长方体状。载置部22形成基部21的上表面,是与水平面平行地延伸的板。在载置部22形成有沿左右方向延伸的开口部23。开口部24在载置部22的左端部附近沿前后方向形成。开口部25在载置部22的右端部附近沿前后方向形成。开口部24、25分别是遍及载置部22的前端部与后端部之间地以俯视矩形形状延伸并向上方开口的部分。蛇腹状部26、27分别覆盖开口部24、25。一对轨道设于蛇腹状部26、27的下方。一对轨道将输送机构10的连结部78、79支承为能够沿前后方向移动。框体28为格子状的构造体,从下方支承基部21。如图2所示,下轨道29在载置部22的下方沿左右方向延伸。下轨道29将梭子机构7支承为能够左右运动。机座部2在载置部22的下方配置后述的下带94、下花键轴34以及梭子机构7。
如图1所示,载置台90F、90R将后述的支承框85支承为能够沿前后方向滑动。载置台90F设于机座部2的前侧,载置台90R设于机座部2的后侧。载置台90F、90R具备框体41A和承接部42A。框体41A为在Y方向上较长的格子状,从下方支承承接部42A。承接部42A具备沿Y方向延伸的左右一对延伸配置部96、一对导轨95以及多个辊39。一对延伸配置部96从载置台90F的前端延伸至载置台90R的后端。一对导轨95设于一对延伸配置部96各自相对的面。一对导轨95限制支承框85的X方向上的位置,沿Y方向对其进行引导。多个辊39沿X方向延伸,在一对导轨95之间沿Y方向排列配置。支承框85在多个辊39上沿Y方向滑动。
支柱部3、4分别为大致四棱柱状。支柱部3在机座部2的左端部的前后方向大致中央处向上方延伸。支柱部4在机座部2的右端部的前后方向大致中央处向上方延伸。支柱部3、4隔着载置部22在左右方向上分离。同步机构31是对针杆机构6和梭子机构7进行同步驱动的机构,具备图6的主马达32、图2的上花键轴33、下花键轴34以及未图示的传递机构。主马达32由支柱部3支承。上花键轴33、下花键轴34在支柱部3、4之间沿左右方向延伸。同步机构31的传递机构收纳于支柱部3,将主马达32的动力向上花键轴33和下花键轴34传递。
如图2和图6所示,移动机构9能够使梭子机构7和针杆机构6相对于被缝制物沿与水平方向平行的左右方向移动,移动机构9具备后述的上带93、下带94、X马达98以及传递机构。在本例的缝制装置1中,治具8保持被缝制物。X马达98为脉冲马达,由支柱部4支承。移动机构9的传递机构收纳于支柱部4,将X马达98的动力向上带93和下带94传递。上带93固定于针杆机构6的背面。下带94固定于梭子机构7的背面。梭子机构7和针杆机构6与X马达98的旋转相应地进行左右运动。
如图1和图2所示,梁部5架设于支柱部3、4之间,沿左右方向延伸。梁部5相对于针杆机构6在后侧将针杆机构6支承为能够沿与水平方向平行的左右方向移动。梁部5具备壳体51、蛇腹状部52以及上轨道53。壳体51在支柱部3、4各自的上端部和后端部沿左右方向延伸。蛇腹状部52架设于支柱部3、4、壳体51各自的前端部和后述的针杆机构6的左右两端部。上轨道53为沿左右方向延伸的棒状,架设于支柱部3、4之间。上轨道53将针杆机构6支承为能够沿左右方向移动。壳体51覆盖上轨道53、同步机构31的上花键轴33的上侧和后侧。蛇腹状部52覆盖上轨道53、上花键轴33的前侧。蛇腹状部52与针杆机构6的左右运动相应地进行伸缩。
头部30设于载置部22的上方且是相对于梁部5靠前侧的位置。头部30具备针杆机构6和中压脚机构122。针杆机构6具备壳体60、上轴61、传递机构62以及针杆63,能够使针杆63上下运动。壳体60为箱状,收纳上轴61。壳体60的背面与上带93连结,壳体60由上轨道53支承。针杆机构6能够在移动机构9的驱动下沿着梁部5内的上轨道53进行左右运动。上轴61沿左右方向延伸。传递机构62将上花键轴33的动力向上轴61传递。针杆63沿上下方向延伸,能够在下端部安装机针65。针杆63与上轴61连结,在主马达32的驱动下进行上下运动。
如图2、图6以及图10所示,中压脚机构122具备中压杆69、中压脚马达68以及传递机构(省略图示)。中压杆69在下端具有中压脚64,与针杆63平行地沿上下方向延伸。中压脚64是具有供机针65与针杆63的上下运动相应地通过的贯通孔641的筒状,向上升位置和下降位置摆动,从上侧间歇地按压被缝制物。上升位置为中压脚64从被缝制物离开、中压脚64的可动范围的最上侧的位置。下降位置为中压脚64与被缝制物接触、中压脚64的可动范围的最下侧的位置。贯通孔641的直径D2是与后述的销145的最大直径D3大致相同或者能够供销145的顶端的锥形的一部分插入的大小。具体而言,贯通孔641的直径D2形成为不超过销145的最大直径D3的1.1倍的大小。如图11的(A)所示,中压脚64以贯通孔641的轴线M与针杆63的轴线M一致的方式安装于中压杆69。如图2和图6所示,中压脚马达68为固定于壳体60的上表面的脉冲马达。中压脚马达68使中压杆69上下运动,使中压脚64在上升位置与下降位置之间上下运动。传递机构与中压脚马达68的输出轴及中压杆69连结,将中压脚马达68的输出轴的转动向中压杆69传递。
梭子机构7配置于针杆机构6的下方且是机座部2的内部。梭子机构7具备壳体70、下轴71、传递机构72以及梭子73。壳体70为箱状,在左上端部具备针板74。针板74具有能够供机针65贯穿的容针孔75。容针孔75位于针杆63的下方。壳体70的背面与下带94连结。下花键轴34贯穿于壳体70。壳体70由下轨道29支承。梭子机构7能够在移动机构9的驱动下与针杆机构6同步地沿着下轨道29左右运动。传递机构72将下花键轴34的动力向下轴71传递。梭子73与下轴71连结,在主马达32的驱动下与针杆63的上下运动同步地进行转动。
如图3和图6所示,输送机构10能够使保持有被缝制物的治具8相对于具有针杆机构6的头部30和梭子机构7相对地进行前后运动。输送机构10具备连结部78、79、安装部88、89、夹持部881、891以及气缸91、92。连结部78的左下端部配置于位于机座部2的开口部24的轨道。连结部79的右下端部配置于位于机座部2的开口部25的轨道。连结部78在右部前表面固定有安装部88。安装部88将能够利用气缸91的动力切换为关闭状态和打开状态的夹持部881固定于下表面。图3的关闭状态为能够接触并夹持后述的治具8的销116~120中的某一个销的状态。未图示的打开状态为与后述的治具8的销116~120均分离的状态。同样地,连结部79在左部前表面固定有安装部89。安装部89将能够利用气缸92的动力切换为关闭状态和打开状态的夹持部891固定于下表面。图3的关闭状态为能够接触并夹持后述的治具8的销111~115中的某一个销的状态。未图示的打开状态为与后述的治具8的销111~115均分离的状态。
输送机构10在载置部22的下方具备Y马达99、传递机构以及一对带。Y马达99为脉冲马达。输送机构10的传递机构将Y马达99的动力向固定于连结部78、79的一对带传递。夹持部881、891所夹持的治具8与Y马达99的旋转相应地沿着机座部2的一对轨道进行前后运动。
操作部14由载置部22的左端部支承。操作部14具备图6所示的开关组12和显示部13。开关组12根据操作者的操作来输入各种指示。显示部13为液晶显示器,能够显示各种图像。
如图5所示,治具8具备支承框85以及多个支承构件140、150,在相对于支承框85对被缝制物进行了定位的状态下,在支承框85的内侧保持被缝制物。支承框85具备框体850、销111~120以及把手85A。框体850为俯视时在Y方向上较长的矩形形状的金属制的框。在框体850的上表面形成有槽部851、852。槽部851、852在支承框85的内周与外周之间从支承框85的上表面向下方凹陷。槽部851在支承框85的内周侧形成为俯视时与支承框85的内周平行的矩形形状。槽部852在支承框85的外周侧形成为俯视时与支承框85的内周平行的矩形形状。5个销111~115设于支承框85的右端部,在前后方向上每隔预定间隔L地配置。5个销116~120设于支承框85的左端部,在Y方向上每隔预定间隔L地配置。销111~115和销116~120分别配置于在Y方向上彼此相同的位置,在X方向上彼此相对。销111~120利用贯穿于槽部851、852的螺钉等固定构件来固定于框体850的上表面。销111~120比框体850的上表面向上方突出。如图3和图4所示,把手85A分别设于支承框85的前端部的左右中央位置和后端部的左右中央位置。在图5中,省略了把手85A的图示。
夹持部881、891能够夹持销111~120中的、位于卡合位置P1的销。如图3、图4所示,卡合位置P1是设于夹持部881、891的可动范围内的前侧的位置,且是夹持部881、891能够与支承框85的左右一组的销111和销116、左右一组的销112和销117、左右一组的销113和销118、左右一组的销114和销119、左右一组的销115和销120各个组中的某一组卡合的位置。极限位置P2是安装部88、89能够向后方移动的最后端位置。卡合位置P1与极限位置P2的距离例如与预定间隔L相等。在缝制装置1进行缝制动作时,安装部88、89能够进行支承框85的切换抓持。“切换抓持”是指夹持部881、891反复把持和释放销来把持其他销的动作。
多个支承构件140、150各自在一端部具有向上方突出的销145。多个支承构件140、150各自的另一端部以能够调整位置的方式支承于支承框85。以支承构件140、150的长度方向为左右方向,在支承构件140、150的右部配置销145的情况为例,对支承构件140、150的结构进行说明。
支承构件140为俯视时在左右方向上较长的矩形形状,具备固定部141、支承部142、销145以及固定构件127、128、147、148。固定部141在支承构件140的左部与水平面平行地延伸。在固定部141的左部形成有在左右方向上较长的长孔143、144。长孔143、144在前后方向上分离。长孔143、144的左右方向的形成范围比支承框85的左边、右边、前边以及后边的槽部851、852之间的间隔长。
支承部142是从固定部141的右端向下方延伸之后向右方延伸的、俯视呈矩形板状的部分。支承部142的上表面位于比固定部141的上表面靠下方的位置。支承部142的上表面与固定部141的上表面之间的距离同支承框85的框体850的厚度大致一致。框体850的厚度为框体850的上下方向的长度。支承部142的右端的角部被倒角。销145从支承部142的右前部向上方呈圆柱状突出。销145也可以从支承部142的右后部向上方呈圆柱状突出。销145的上端部146为越向上侧去直径越小的锥状。销145的最大直径D3比中压脚64的贯通孔641的直径D2大。本实施方式的上端部146为向上凸出的半球状。
固定构件127、128、147、148在将支承构件140固定于支承框85时使用。固定构件127、128例如是具有头部的螺栓,固定构件147、148是与固定构件127、128螺纹结合的螺母。在将支承构件140固定于支承框85时,操作者将贯穿于槽部851、852中的一者的固定构件127从上侧贯穿于长孔143,将固定构件147卡合于固定构件127的下端部。操作者将贯穿于槽部851、852中的另一者的固定构件128从上侧贯穿于长孔144,将固定构件148卡合于固定构件128的下端部。
在支承构件150中,对于与支承构件140相同的结构标注相同的附图标记。支承构件150为俯视时在左右方向上较长的矩形形状,具备固定部151、调整构件170、支承部152、销145以及固定构件125~128、147、148、155、156。固定部151在支承构件150的左部与水平面平行地延伸。如图12所示,本实施方式的支承构件150具有固定部151的左右方向的长度互不相同的多个种类。如图5所示,在固定部151的左部形成有在左右方向上较长的长孔153、154。长孔153、154在前后方向上分离。长孔153、154的左右方向的形成范围比支承框85的左边及右边的槽部851、852之间的间隔长。在固定部151的右部具有前后一对贯通孔(未图示)。这些贯通孔的至少一者形成为在前后方向上较长的长孔。
支承部152与固定部151彼此独立地形成,通过固定构件125、126、155、156,以能够相对于固定部151调整左右位置和角度的方式固定于固定部151。固定构件125、126例如是具有头部的螺栓,固定构件155、156是与固定构件125、126螺纹结合的螺母。支承部152具备固定部157和支承部158。固定部157在支承部152的左部与水平面平行地延伸。在固定部157的左部形成有在左右方向上较长的长孔159、160。长孔159、160在前后方向上分离。操作者在将支承部152相对于固定部151定位并固定的情况下,以将固定构件125、126的头部配置于上侧的姿势,将固定构件125、126从上侧贯穿于固定部151的右侧的孔。操作者将固定构件125、126分别贯穿于长孔159、160之后,与固定构件155、156卡合。支承部158是从固定部157的右端向下方延伸之后向右方延伸的、俯视呈矩形板状的部分。支承部158的上表面位于比固定部157的上表面靠下方的位置。支承部158的上表面与固定部157的上表面之间的距离同支承框85的框体850的厚度大致一致。支承部158的右端的角部被倒角。与支承构件140同样的销145从支承部158的右后部向上方呈圆柱状突出。销145也可以从支承部158的右前部向上方呈圆柱状突出。销145的上端部146为向上凸出的半球状。
调整构件170是为了消除将支承构件150固定于支承框85时的前后方向的晃动而设置的。另外,调整构件170通过使其板厚与支承部152的板厚相同,从而使固定于支承框85时的支承部158的高度与支承部142的高度相同,在支承构件140和支承构件150中使销145排列在相同的水平面上。调整构件170是俯视时在前后方向上较长的矩形板状。在调整构件170形成有在前后方向上较长的长孔171。长孔171的形成范围比长孔153、154的前后间隔大。
与支承构件140相同的固定构件127、128、147、148在将支承构件150固定于支承框85时使用。在将支承构件150固定于支承框85时,操作者将贯穿于槽部851、852中的一者的固定构件127从上侧贯穿于调整构件170的长孔171和固定部151的长孔143,将固定构件147卡合于固定构件127的下端部。操作者将贯穿于槽部851、852中的另一者的固定构件128从上侧贯穿于调整构件170的长孔171和固定部151的长孔144,将固定构件148卡合于固定构件128的下端部。
参照图6,对缝制装置1以及缝制装置1的控制装置100的电气结构进行说明。缝制装置1的控制部15具有CPU16、ROM17、RAM18、存储装置19、通信I/F11、输入输出接口(I/O)20以及驱动电路41~47等。CPU16统一控制缝制装置1的动作。ROM17预先存储用于执行各种处理的程序等。RAM18暂时存储在各种处理执行中产生的各种信息。存储装置19为非易失性,存储各种设定值。通信I/F11以有线或无线的方式与控制装置100的通信I/F105进行通信。
各驱动电路41~47、编码器55~58、开关组12与I/O20连接。驱动电路41与同步机构31的主马达32连接,根据CPU16的控制指令来驱动主马达32。驱动电路42与移动机构9的X马达98连接,根据CPU16的控制指令来驱动X马达98。驱动电路43与输送机构10的Y马达99连接,根据CPU16的控制指令来驱动Y马达99。驱动电路44与夹持部881的气缸91连接,根据CPU16的控制指令来驱动气缸91。驱动电路45与夹持部891的气缸92连接,根据CPU16的控制指令来驱动气缸92。驱动电路46与中压脚马达68连接,根据CPU16的控制指令来驱动中压脚马达68。驱动电路47与显示部13连接,根据CPU16的控制指令在显示部13显示各种信息。
编码器55检测主马达32的输出轴的旋转位置、旋转速度,并将检测结果输入至I/O20。编码器55的检测结果表示针杆63和机针65的上下位置。编码器56检测X马达98的输出轴的旋转方向、旋转位置、旋转速度,并将检测结果输入至I/O20。编码器56的检测结果表示针杆机构6和梭子机构7的左右位置。编码器57检测Y马达99的输出轴的旋转方向、旋转位置、旋转速度,并将检测结果输入至I/O20。编码器57的检测结果表示治具8的前后位置。编码器58检测中压脚马达68的输出轴的旋转方向、旋转位置、旋转速度,并将检测结果输入至I/O20。编码器58的检测结果表示中压脚64的上下位置。开关组12检测各种指示,并将检测结果输入至I/O20。
控制装置100是个人计算机等通用的信息处理装置。控制装置100具备CPU101、ROM102、RAM103、存储装置104、通信I/F105以及输入输出接口(I/O)107。CPU101负责控制装置100的控制。CPU101经由总线106与ROM102、RAM103、存储装置104、通信I/F105以及I/O107电连接。
ROM102存储引导程序、BIOS等。RAM103存储临时的数据。存储装置104为存储各种设定值的非易失性的存储装置。通信I/F105以有线或无线的方式与缝制装置1的通信I/F11进行通信。I/O107与显示部108、输入部109连接。输入部109包括鼠标、键盘等,用于输入各种指示。
参照图7,使用图8所示的具体例,对控制装置100执行的孔设定处理进行说明。孔设定处理是基于缝制数据对形成于被缝制物的缝边的多个孔的位置进行设定的处理。多个孔在将基于缝制数据进行缝制的被缝制物相对于支承框85进行定位时使用。在开始孔设定处理时,操作者对输入部109进行操作,向控制装置100输入开始指示,该开始指示包含这样的信息:指示基于新的缝制数据设定多个孔,或对基于缝制数据设定了多个孔的数据进行更新。操作者例如在想要进行销145的追加或省略的情况下以及想要变更孔的位置、数量等的情况下等,输入更新数据的指示。当控制装置100经由输入部109检测到开始指示时,将用于执行孔设定处理的程序从存储装置104读出到RAM103并执行。
在图8中,为了简化说明,示意性地图示支承框85等的构造。支承框85的右端部的销从前端侧起依次为销111、112、113这三根,支承框85的左端部的销从前端侧起依次为销116、117、118这三根。
如图7所示,CPU101判断是否开始基于新的缝制数据设定多个孔的处理(S1)。在开始指示包含基于新的缝制数据设定多个孔的指示(S1:是)时,CPU101获取缝制数据(S2)。缝制数据包含坐标数据,该坐标数据表示用于在被缝制物形成线迹的落针点的位置。坐标数据由驱动X马达98和Y马达99的缝制坐标系表示。如图8的(A)所示,CPU101于在外侧距基于缝制数据确定的线迹的形成位置L1预定距离D1处设定缝边线L2(S3)。距离D1既可以由操作者设定,也可以与缝制数据的种类、被缝制物的材质、大小、厚度等相应地由CPU101自动地设定。距离D1也可以不是一定的值,例如,也可以在直线部分和曲线部分不同。
CPU101基于由缝边确定的被缝制物的大小,决定治具8的支承框85的大小(S4)。本实施方式的缝制装置1能够安装X方向的长度和Y方向的长度彼此不同的多种支承框85。CPU101从多种支承框85中,决定在S3中设定的缝边所表示的被缝制物落在支承框85的内侧的支承框85。在具体例中,决定图8的(B)所示的、具有销111~113、116~118的支承框85。
如图8的(B)所示,CPU101对被缝制物相对于在S4中决定的支承框85的配置进行设定(S5)。被缝制物相对于支承框85的配置既可以由操作者设定,也可以与预先存储的配置条件、被缝制物相对于支承框85的大小、能够使用的支承构件的长度、被缝制物的材质、大小、厚度等相应地由CPU101自动地设定。CPU101例如在X方向上从靠左、中央对齐以及靠右之中选择配置条件。靠左是将被缝制物的左右方向的中心配置于比支承框85的左右方向的中心靠左方的条件。中央对齐是将被缝制物的左右方向的中心配置于支承框85的左右方向的中心的条件。靠右是将被缝制物的左右方向的中心配置于比支承框85的左右方向的中心靠右方的条件。同样地,CPU101在Y方向上从靠前、中央对齐以及靠后之中选择配置条件。
CPU101获取孔设定条件(S6)。孔设定条件规定多个孔的配置条件。孔设定条件例如包括相邻的多个孔的间隔、孔的大小以及距线迹的距离等。孔设定条件也可以与线迹的形状相应地设定彼此不同的条件。例如,关于相邻的多个孔的间隔,也可以设为形成直线状的线迹的部分比形成曲线状的线迹的部分长的条件。孔设定条件也可以包含在孔与支承框85的距离最近的部分不配置支承框85的销111~113、116~118的条件。孔设定条件也可以包含以能够使多个支承构件140、150不相互交叉地固定于支承框85的方式设定多个孔的条件。
如图8的(C)所示,CPU101基于在S6中获取的孔设定条件,在缝边设定多个孔H1~H22(S7)。多个孔H1~H22的数量及配置也可以由操作者操作输入部109来指示。CPU101生成将多个孔的中心位置表示为孔的位置的坐标数据。坐标数据由缝制坐标系表示。
CPU101对在S7中设定的多个孔设定顺序(S8)。顺序是在后述的治具8的对位时将与孔对应的支承构件140、150固定于支承框85的顺序。顺序既可以由操作者设定,也可以考虑对位时的操作性来由CPU101自动地设定。例如,CPU101在后述的对位方法中,在进行支承框85的切换抓持处理的情况下,以使支承框85的移动及切换抓持的次数较少的方式决定顺序。关于是否进行切换抓持处理,CPU101也可以基于支承框85的大小和缝制装置1的预定间隔L来判断,在支承框85的前后方向的长度比预定间隔L长的情况下,判断为进行切换抓持处理。在由一位操作者进行治具8的对位的情况下,为了减少操作者的移动,CPU101沿着缝边的轮廓,顺时针或逆时针地决定顺序。在由两名操作者分为缝制装置1的右侧和左侧来进行作业的情况下,CPU101以被缝制物的轮廓中的供在支承框85的右边固定的支承构件140、150的销145贯穿的孔和供在左边固定的支承构件140、150的销145贯穿的孔交替的方式设定顺序。CPU101也可以从操作者接受对位的作业条件,根据接受到的作业条件自动地设定顺序。在图8的(C)的具体例中,从左后部的孔H1起逆时针地设定顺序。
CPU101将包含有在S7中生成的坐标数据和在S8中设定的顺序的孔数据E2与在S2中获取的缝制数据E对应起来并进行存储(S9)。根据S9,缝制数据E具备用于形成线迹的线迹数据E1和孔数据E2。CPU101也可以将缝边、支承框85的种类、被缝制物相对于支承框85的配置与缝制数据对应起来并进行存储。CPU101也可以生成用于将被缝制物沿着缝边的外周切断并在缝边形成多个孔的切断数据。
在开始指示包含对基于缝制数据设定了多个孔的数据进行更新的指示(S1:否)的情况下,CPU101读出操作者所指定的、已经与多个孔对应起来的缝制数据(S11)。CPU101基于读出的缝制数据,将线迹的形成位置L1、缝边、多个孔的位置等显示于显示部108(S12)。
CPU101判断是否获取了变更条件(S13)。操作者在确认显示于显示部108的图像后,在变更坐标数据的情况下,输入变更条件。例如,操作者在追加孔的情况下,输入变更条件,该变更条件包括追加的孔的位置、是否伴随着孔的追加来变更已经设定的多个孔的配置以及是否重新设定顺序。例如,操作者在删除孔的情况下,输入变更条件,该变更条件包括要删除的孔的位置、是否伴随着孔的删除来变更已经设定的多个孔的配置以及是否重新设定顺序。
CPU101在获取到变更条件(S13:是)时,按照获取到的变更条件来变更坐标数据(S14)。CPU101判断是否获取了结束坐标数据的变更的结束指示(S15)。操作者在结束坐标数据的变更时,输入结束指示。在未获取到变更条件(S13:否)的情况下或者未获取到结束指示(S15:否)的情况下,CPU101使处理返回至S13。在获取到结束指示(S15:是)的情况下,CPU101按照在S14中变更后的坐标数据来更新在S11中读出的缝制数据的坐标数据(S16)。接着S9或S16,CPU101至此结束孔设定处理。
参照图9~图12,使用图8、图12的具体例,对由缝制装置1和操作者进行的治具8的对位方法进行说明。在具体例中,作为多个支承构件140、150,对使用从支承构件140和固定部151的长度互不相同的多种支承构件150中选择的支承构件的情况进行说明。治具8的对位方法在从针杆63拆下机针65的状态下执行。
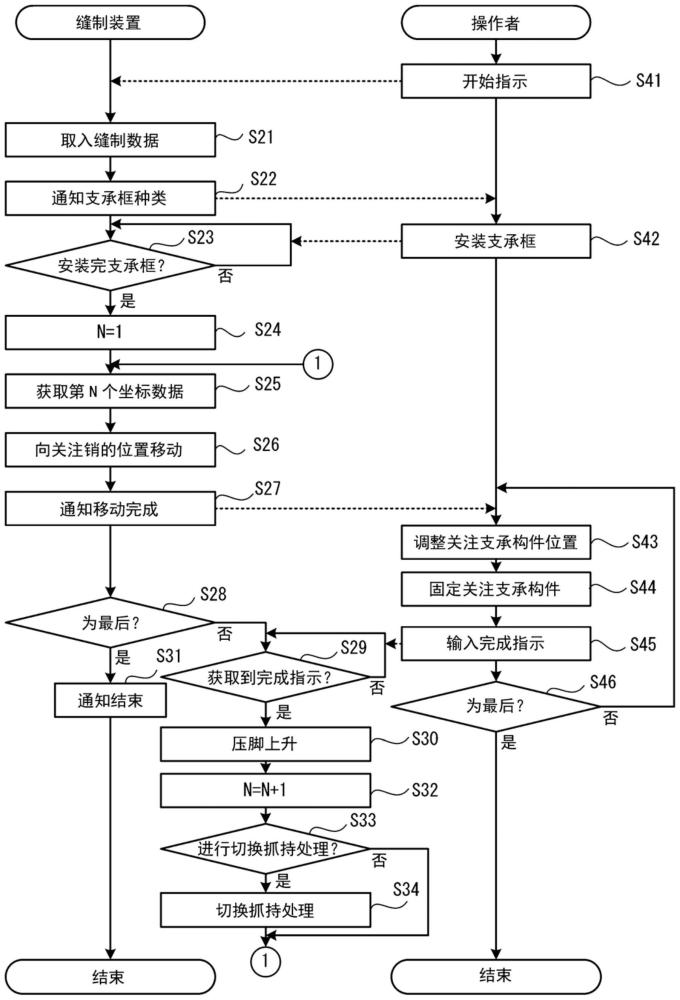
在使用缝制装置1开始治具8的对位时,操作者对开关组12进行操作,将包含指定图8的缝制数据E的信息的开始指示向缝制装置1输入(S41)。当缝制装置1经由开关组12检测到开始指示时,将用于执行对位处理的程序从存储装置19读出到RAM18并执行。
CPU16取入由开始指示指定的缝制数据E(S21)。缝制数据E包含在由对位后的治具8保持的被缝制物形成线迹的线迹数据E1。CPU16将缝制数据E中的孔数据E2设为多个销145的坐标数据。CPU16将缝制数据E所包含的支承框85的种类显示于显示部13,促使将支承框85配置于载置部22上的图3的安装位置(S22)。安装位置是针对销111~113、116~118中的位于最后方的销113、118的卡合位置P1。CPU16在安装完支承框85之前待机(S23:否)。操作者将显示于显示部13的支承框85配置于载置部22上的安装位置,操作开关组12,输入使夹持部881、891夹持支承框85所具备的多个销111~113、116~118中的位于最后方的销113、118的安装指示(S42)。CPU16在检测到安装指示(S23:是)时,驱动气缸91,使夹持部881夹持销118,驱动气缸92,使夹持部891夹持销113。
CPU16将变量N设定为1,该变量N用于按照顺序读出在S21中取入的缝制数据E所包含的孔数据E2的坐标数据(S24)。CPU16从孔数据E2获取第N个坐标数据(S25)。第N个坐标数据表示多个销145中的关注销145的位置。CPU16驱动X马达98、Y马达99,使头部30和支承框85向由第N个坐标数据所表示的关注销145的位置相对移动(S26)。通过S26,CPU16使缝制装置1的头部30和支承框85向多个销145中的关注销145的坐标数据所表示的位置相对移动,根据支承框85相对于头部30的位置,向操作者指示坐标数据所表示的关注销145的位置。本实施方式的CPU16在使头部30和支承框85向关注销145的坐标数据所表示的位置相对移动之后,将在使设于缝制装置1的头部30的中压脚64从上升位置下降了时关注销145与中压脚64抵接的位置指示为坐标数据所表示的关注销145的位置。CPU16将移动完成的情况显示于显示部13(S27)。CPU16也可以将能够使用的支承构件的长度或者支承框85与关注销145之间的距离显示于显示部13,以使操作者容易从多种支承构件140、150中选择固定于支承框85的支承构件,以使关注销145配置于所指示的位置。CPU16也可以将固定所使用的支承构件的支承框85的边显示于显示部13。以下,将操作者从多个支承构件140、150中选择的支承构件称为关注支承构件。在以下说明中,将支承构件140作为被选作关注支承构件的构件来记述。
操作者在通过显示部13确认了支承框85相对于头部30的移动已完成之后,将关注支承构件140的关注销145的位置调整为支承框85相对于头部30的位置所示的位置(S43)。更具体而言,如图10的(A)和图11的(A)所示,操作者将支承构件140配置于支承构件140的销145位于中压脚64及针杆63的下方且支承构件140的长孔143、144配置于支承框85的槽部851、852上的位置。操作者根据需要调整支承构件140相对于支承框85的朝向。如图10的(B)和图11的(B)所示,操作者手动地使中压脚64从上方位置朝向下方位置移动,并根据关注销145的上端部146的上端侧的一部分是否插入到中压脚64的贯通孔641来确认关注支承构件140相对于支承框85的位置的调整是否完成。在恰当地进行了关注支承构件140相对于支承框85的位置的调整的情况下,关注销145的半球状的上端部146的一部分从下侧插入到中压脚64的贯通孔641。本实施方式的销145的最大直径D3比中压脚64的贯通孔641的直径D2大,因此中压脚64在比下降位置靠上方的抵接位置与销145的上端部146抵接。此时,贯通孔641的轴线M与关注销145的轴线C一致。操作者也可以在手动地使中压脚64从上方位置朝向下方位置下降之前,将关注支承构件140相对于支承框85临时固定。在关注支承构件为支承构件150的情况下,操作者适当地调整支承部152相对于固定部151的位置和角度,进行S43。
操作者在确认关注支承构件140相对于支承框85的位置的调整恰当地完成后,使用固定构件127、128、147、148,将关注支承构件140固定于支承框85(S44)。通过S44,操作者将关注支承构件140相对于支承框85的位置调整为在使缝制装置1的中压脚64从上升位置下降了时关注销145的上端部146的一部分嵌入中压脚64的贯通孔641的位置,将关注支承构件140固定于支承框85。如图12的(A)所示,在变量N为1的情况下,在支承框85的左边固定关注支承构件140。操作者操作开关组12,输入表示将关注支承构件140固定于支承框85的作业已完成的完成指示(S45)。
CPU16判断第N个坐标数据是否为孔数据E2所包含的顺序为最后的坐标数据(S28)。在第N个坐标数据不是最后的坐标数据(S28:否)的情况下,CPU16判断是否经由开关组12获取了完成指示(S29)。CPU16在未获取到完成指示(S29:否)时待机,直到获取到完成指示为止。CPU16在获取到完成指示(S29:是)时,驱动中压脚马达68使中压脚64向上升位置移动(S30)。CPU16将变量N加1(S32)。
CPU16判断是否执行切换抓持处理(S33)。在孔数据E2包括进行切换抓持处理的切换抓持指示的情况下,CPU16基于是否包括切换抓持指示,判断是否执行切换抓持处理。孔数据E2不包括进行切换抓持处理的切换抓持指示,但在第N个坐标数据位于比支承框85的内侧的可移动区域靠前侧的情况下,CPU16判断为执行切换抓持处理,在第N个坐标数据位于支承框85的内侧的可移动区域内的情况下,CPU16判断为不执行切换抓持处理。在执行切换抓持指示(S33:是)的情况下,CPU16进行公知的切换抓持处理(S34)。
在具体例的支承框85中,在从夹持部881、891夹持位于最后方的一组销113、118的状态变更为夹持在一组销113、118的前方与之相邻的一组销112、117的状态时的切换抓持处理中,CPU16将后方设定为进给方向,将前方设定为返回方向。CPU16驱动Y马达99,使安装部88、89向极限位置P2移动。CPU16驱动气缸91、92,将夹持部881、891从保持状态切换为释放状态。CPU16控制Y马达99,使安装部88、89向返回方向移动预定间隔L。CPU16驱动气缸91、92,将夹持部881、891从释放状态切换为保持状态,夹持治具8的销111~113、116~118中的接着释放了保持的一组销113、118的位于返回方向的一组销112、117。
在不执行切换抓持处理(S33:否)的情况下,或者接着S34,CPU16使处理返回至S25,进行与顺序为下一个的坐标数据相关的处理。在第N个坐标数据为最后的坐标数据(S28:是)的情况下,CPU16将表示治具8的对位结束的消息显示于显示部13(S31),至此结束对位处理。在具体例中,按照治具8的对位方法,例如将顺序为1的孔H1的关注支承构件设为支承构件140,将顺序为2~22的各个孔H2~H22的关注支承构件设为支承构件150,将多个支承构件140、150相对于支承框85依次固定。如图12的(B)所示,通过执行治具8的对位方法,多个支承构件140、150分别以销145配置于孔数据E2的坐标数据所表示的位置的姿势固定于支承框85。
操作者为了确认在与线迹的形成位置L1重叠的位置是否固定有支承构件140、150,也可以驱动缝制装置1,按照缝制数据E的线迹数据E1,使治具8和头部30相对移动。在针杆63的下方的位置配置有支承构件140、150的情况下,缝制装置1的CPU16也可以从孔数据E2读出与该支承构件140、150对应的坐标数据,再次执行S26、S27、S43、S44、S45。在将关注支承构件150固定于支承框85的情况下,当与已经固定的支承构件140、150发生干扰时,缝制装置1的CPU16也可以读出与已经固定的支承构件140、150有关的坐标数据,再次执行S26、S27、S43、S44、S45。
在利用治具8进行缝制的情况下,操作者在对缝制装置1进行操作来将夹持部881、891设为解除状态之后,使治具8向预定的作业位置移动,进行将被缝制物安装于治具8的作业。作业位置例如是载置台90F上。操作者针对被缝制物的多个孔H1~H22的每一个,将相对应的销145依次插入。当决定了将被缝制物的多个孔H1~H22显示于对应的销145的情况下的优选插入顺序时,缝制装置1也可以在显示部13显示插入顺序。在将被缝制物安装于治具8的作业完成后,操作者将治具8配置于安装位置,对开关组12进行操作,输入缝制开始的指示。缝制装置1基于在S21中取入的缝制数据E的线迹数据E1,对主马达32、X马达98、Y马达99、中压脚马达68进行驱动,在被缝制物形成线迹。
在上述实施方式中,缝制装置1、治具8、头部30、中压脚64、支承框85、销145、上端部146以及支承构件150分别是本发明的缝制装置、治具、头部、中压脚、支承框、销、上端部以及支承构件的一例。CPU16和控制装置100是本发明的缝制装置的控制装置的一例。S21是本发明的取入工序、顺序获取工序的一例。S26是本发明的指示工序的一例。S43、S44是本发明的固定工序的一例。S29是本发明的完成指示获取工序的一例。S30是本发明的移动工序的一例。S8、S14是本发明的顺序编辑工序的一例。
在上述实施方式的治具8的对位方法中,组装利用缝制装置1将多个销145分别贯穿于在被缝制物设置的多个孔H1~H22由此进行被缝制物相对于支承框85的对位的治具8。治具8包括具有向上方突出的销145的多个支承构件140、150,以及将多个支承构件140、150分别以能够调整位置的方式固定的支承框85。治具8的对位方法具备取入工序(S21)、指示工序(S26)以及固定工序(S43、S44)。在取入工序中,缝制装置1的CPU16取入多个销145的坐标数据(S21)。在指示工序中,缝制装置1的CPU16使缝制装置1的头部30和支承框85向多个销145中的关注销145的坐标数据所表示的位置相对移动,根据支承框85相对于头部30的位置,指示坐标数据所表示的关注销145的位置(S26)。在固定工序中,操作者将多个支承构件140、150中的与关注销145对应的关注支承构件140对准关注销145的位置,调整关注支承构件140相对于支承框85的位置(S43),将关注支承构件140固定于支承框85(S44)。关于将多个支承构件140、150中的支承构件150设为关注支承构件时的固定工序也是同样的。因此,治具8的对位方法能够利用缝制装置1来决定支承构件150相对于支承框85的位置,因此,即使在被缝制物比较大的情况下,也能够在与被缝制物的多个孔H1~H22相对应的位置准确地配置多个销145。销145设于支承构件140的长度方向的一端部,长孔143、144形成于支承构件140的长度方向的另一端部。支承框85将支承构件140的另一端部以能够进行位置调整的方式固定。因此,对于支承构件140而言,与将销145设于支承构件140的一端部以外的情况相比,从支承框85到销145的距离较大,能够缩短支承构件140的长边方向的长度。支承构件150的情况也与支承构件140相同。
在取入工序中,CPU16从在对位后的治具8所保持的被缝制物形成线迹的缝制数据E取入坐标数据(S21)。因此,在治具8的对位方法中,从在对位后的治具8所保持的被缝制物形成线迹的缝制数据E取入坐标数据,因此,与坐标数据和缝制数据E不同的情况相比,能够基于可靠性较高的坐标数据来进行支承构件150相对于支承框85的对位。另外,CPU16在治具8的对位后,在按照缝制数据E进行在治具8所保持的被缝制物形成线迹的处理时,能够降低基于不与坐标数据对应的缝制数据E进行缝制的可能性。
在指示工序中,CPU16在使头部30和支承框85向关注销145的坐标数据所表示的位置相对移动之后,将在使设于缝制装置1的头部30的中压脚64从上升位置下降到位于上升位置与下降位置之间的位置或下降位置时关注销145与中压脚64抵接的位置指示为坐标数据所表示的关注销145的位置(S26)。治具8的对位方法通过将中压脚64与销145抵接的位置设为坐标数据所表示的关注销145的位置,从而操作者容易把握坐标数据所表示的关注销145的位置。
多个销145的上端部146分别为越向上侧去直径越小的锥状。中压脚64是具有贯通孔641的筒状,该贯通孔641的直径D2比多个销145的最大直径D3的1.1倍小且至少能够供关注销145的上端部146的一部分插入。在固定工序中,将关注支承构件140相对于支承框85的位置调整为在使缝制装置1的中压脚64从上升位置下降了时关注销145的至少上端部146的一部分嵌入中压脚64的贯通孔641的位置,将关注支承构件140固定于支承框85(S43、S44)。治具8的对位方法通过将关注支承构件140相对于支承框85的位置调整为关注销145的上部嵌入中压脚64的贯通孔641的位置,能够物理地确认在坐标数据所表示的关注销145的位置配置有支承构件150。操作者能够一边基于是否处于关注销145的上端部146的一部分嵌入中压脚64的贯通孔641的位置,判断在坐标数据所表示的关注销145的位置是否配置有支承构件150,一边进行固定工序。另外,由于中压脚64的贯通孔641相对于销145不过大,因此,在销145嵌入贯通孔641的状态下,销145的位置没有偏移的余地。因此,在中压脚64下降了的状态下,成为中压脚64的贯通孔641保持销145的状态,因此,在将支承构件140、150固定于支承框85时,也能够在销145的位置不偏移的情况下保持准确的位置,操作性提高。
治具8的对位方法具备顺序获取工序(S21)、完成指示获取工序(S29)以及移动工序(S30)。在顺序获取工序中,CPU16获取在指示工序中从多个销145读出关注销145的顺序。在完成指示获取工序中,在固定工序后,CPU16从操作者获取表示能够进行针对顺序为下一个的关注销145的指示工序的完成指示(S29)。在移动工序中,在通过完成指示获取工序获取了完成指示时,CPU16使缝制装置1的中压脚64向上升位置移动(S30)。CPU16在移动工序后进行针对顺序为下一个的关注销145的指示工序。因此,中压脚64不移动地持续指示准确的销位置,直到操作者完成具有关注销145的支承构件140、150的固定作业为止,因此,能够更高精度地配置销145的位置。
CPU16具备编辑顺序的顺序编辑工序(S8、S14)。治具8的对位方法与无法编辑顺序的情况相比,能够提高操作者的便利性。
本发明除了上述实施方式以外还能够进行各种变更。控制装置100是台式的PC终端,但也可以是平板终端、智能手机等,还可以是缝制装置1的专用终端。在上述实施方式中,将控制装置100作为本发明的缝制装置的控制装置的一部分进行了说明,但缝制装置1的控制部15也可以作为本发明的控制装置发挥功能。缝制装置1只要是门型的缝制装置即可,例如,安装部88、89的夹持部881、891也可以适当变更。载置台90F、90R的承接部42A的多个辊39也可以是表面的滑动良好的树脂板。中压脚64的形状也可以适当地变更,贯通孔641的直径D2也可以是销145的最大直径D3的1.1倍以上。缝制装置1也可以代替中压脚64,使用安装于针杆63的下端的治具来指示关注销145的位置。该治具例如也可以是具有与中压脚64同样的孔的筒状。
支承框85、支承构件140、150的形状、大小、结构等也可以适当地变更。支承框85的左右两侧的销111~120的数量、形状、配置等也可以适当地变更。支承框85也可以不具备销111~120、把手85A。支承构件140、150的种类只要是一种以上即可。支承构件140、150的销145的形状、配置、大小等也可以适当地变更。销145也可以是多棱柱状,上端部146也可以是多棱锥状、圆锥状。上端部146也可以不是锥状。支承构件140、150相对于支承框85的固定方法也可以适当地变更。支承构件150的固定部151与支承部152的固定方法也可以适当地变更。例如,在治具8的对位方法中,即使不使固定部151的右部的贯通孔形成为长孔,也能够通过使作为固定构件125、126的螺栓的直径以留有余量的方式比固定部151的贯通孔小来进行组装,从而与上述实施方式同样地具有角度地组装固定部151和支承部152。另外,固定部151与支承部152的固定方法也可以是螺栓与螺母以外的紧固方法。例如,固定部151与支承部152的固定方法也可以是基于螺栓和螺孔的紧固方法。
用于由缝制装置1或控制装置100进行处理的程序在CPU16、101进行该程序之前,存储在缝制装置1的存储装置19或控制装置100的存储装置104中即可。因此,程序的获取方法、获取路径以及存储程序的设备也可以分别适当地变更。CPU16、101进行的程序也可以经由线缆或无线通信从其他装置接收,并存储于闪存等存储装置。其他装置例如包括PC和经由网络连接的服务器。
缝制装置1或者控制装置100进行的处理的一部分或者全部也可以由与CPU16、101不同的电子设备(例如ASIC)进行。缝制装置1或者控制装置100进行的处理也可以由多个电子设备(例如多个CPU)进行分布式处理。缝制装置1或者控制装置100进行的处理的各步骤能够根据需要进行顺序的变更、步骤的省略以及追加。本发明的范围还包含如下方式:在缝制装置1或者控制装置100上运行的操作系统(OS)等按照CPU16、101的指令进行各处理的一部分或者全部。例如,也可以对上述实施方式适当施加以下的变更。
也可以是,缝制装置1无法执行切换抓持处理。缝制装置1也可以在针杆63的下端安装对落针位置进行照射的激光指示器的投影装置,在指示工序中,根据投影装置的投影位置,对关注销145的位置进行指示。在固定工序中,操作者也可以不使缝制装置1的中压脚64从上升位置向下降了的位置移动。缝制装置1也可以在使缝制装置1的中压脚64从上升位置移动到下降了的位置后,在从操作者发出使中压脚64上升的指示的情况下,使中压脚64向上升位置移动。也可以代替操作者手动地使缝制装置1的中压脚64从上升位置向下降了的位置移动,而是使缝制装置1驱动中压脚马达68来使中压脚64下降。也可以适当地省略编辑孔数据E2的顺序的处理。