一种自动卷直线下摆缝纫机
文献发布时间:2023-07-05 06:30:04
技术领域
本发明涉及缝纫机技术领域,更具体地说,它涉及一种自动卷直线下摆缝纫机。
背景技术
在针织类服装工艺生产中,在缝制袖口等工艺时需要将面料平整的一端折叠一定的长度,并使用缝纫机将折叠后的两层面料缝制在一起,并使得面料的边缘与第二条缝纫线齐平。传统手工缝制难度大,缝纫线缝制时容易发生弯曲,使得缝制的折边面料质量差,同时缝制的效率低。
发明内容
本发明克服了现有技术中以下的不足:在缝制袖口时,传统手工缝制时缝纫线容易发生弯曲,使得缝制的质量差,同时生产效率低,提供了一种自动卷直线下摆缝纫机,它能够从上料、折边、缝制至下料实现自动化缝制,且缝制好的布料质量好,缝纫线平齐,有效的提高了生产的质量。
为了解决上述技术问题,本发明采用以下技术方案:一种自动卷直线下摆缝纫机,包括:
放料载台,布料在放料载台上缝制;
送料机构,用于推动布料沿着放料载台进行移动;
挡边机构,用于控制布料折边的位置;
折边机构,用于使得布料进行折边;
缝纫机,用于缝制折边好的布料;
下料装置,用于将缝纫机缝制好的布料送下放料载台。
本发明通过设置挡边机构、送料机构、折边机构,缝纫机,以及下料装置,实现对布料的上料、折边、缝纫、下料全自动化;通过设置挡边机构使得折边布料更加的整齐,通过设置折边机构使得能够实现自动化的折边,且在折边的过程中受到吹气组件的作用,使得折边的布料能够更加的平整;另外通过长下料机构的作用,使得多个布料能够搭在摆动支架上,使得收集布料更加的方便;在保证折边、缝纫的质量的同时,提高了生产的效率。
作为优选,折边机构包括:
折边导向板,折边导向板靠近挡边机构的一端设置有引导板,引导板倾斜设置;折边导向板靠近放料载台的侧边设置有倾斜导向面和平直导向面;
吹气组件,包括设置在折边导向板的吹气盖,吹气盖朝向放料载台的一侧的上方设置有凸沿板,凸沿板上设置有若干个向折边导向板吹气的竖直吹气管;吹气盖靠近放料载台的一侧设置有若干个水平吹气口,水平吹气口向着放料载台的下端面吹气。
布料在送料机构的带动下进入折边机构,具体地,布料的侧边受到引导板的作用运动至引导板的下方,此时受到导向吹气管的作用防止布料发生褶皱,之后布料继续运动并沿着倾斜导向面运动,之后沿着平直导向面进行运动,布料受到水平吹气口的作用使得布料能在放料载台的边缘进行折叠,竖直吹气口向折边导向板的端面吹气,使得布料的折痕能够紧贴在放料载台的边缘,保证布料被折的更加的平整。
作为优选,引导板远离折边导向板的一端设置有导向吹气管,导向吹气管沿着引导板的下端面进行吹气。
布料的侧边受到引导板的作用运动至引导板的下方,受到导向吹气管的作用防止布料发生褶皱。
作为优选,送料机构包括:送料滑轨,沿放料载台的长度方向进行设置;
送料滑块,与送料滑轨配合并沿着送料滑轨进行滑动;
送料支架,送料支架的上端与送料滑块固定连接,送料支架的下端设置有压紧气缸;
送料压板,其与压紧气缸的活动端连接;
其中,压紧气缸推动送料压板向下运动,将布料压紧;送料滑块沿着送料滑轨进行滑动,带动布料沿着放料载台进行移动。
压紧气缸推动送料压板向下运动,将布料压紧;送料滑块沿着送料滑轨进行滑动,带动布料沿着放料载台进行移动,使得布料进行折边、缝纫、下料等步骤。
作为优选,下料机构包括设置在放料载台一侧的长下料机构,长下料机构包括:
固定轴,固定设置在放料载台上;
摆动组件,包括转动设置在固定轴上的摆动杆和摆动气缸,摆动气缸的活动端与摆动杆连接;
摆动支架组件,包括转动设置在固定轴的摆动支架和支架气缸,支架气缸的活动端与摆动支架连接;
其中,摆动杆绕着摆动支架的外围摆动。
长下料机构在初始的位置时,摆动支架回缩与机架贴合,摆动支架与摆动杆之间有一定的夹角,布料运动至摆动杆和摆动支架之间,之后摆动支架向着远离放料载台的方向摆动,使得布料搭在摆动支架上,摆动支架摆动一定的角度后,布料还剩下一部分搭在放料载台上,之后摆动杆向着靠近放料载台的方向摆动,使得摆动杆绕过摆动支架将布料从放料载台上扫下,使得布料完全挂在摆动支架上;重复上述动作,可以将若干个布料搭在摆动支架上,使得收集布料更加的方便。
作为优选,下料机构包括设置在放料载台一侧的短下料机构,短下料机构包括:
横移组件,包括横移安装板,横移安装板上固定设置有横移滑轨和横移气缸,横移滑轨上设置有横移滑块,横移气缸的活动端与横移滑块连接;
夹料组件,包括夹料支架和夹料气缸,夹料支架的端部固定设置有下夹板,夹料支架上设置有转动设置有曲柄,曲柄上固定设置有上夹板,夹料气缸的活动端与曲柄连接。
长收料装置只能怪适用于较长的布料,而不能对短的布料进行下料,因此设置短收料装置,短收料装置通过横移组件和夹料组件的配合,可以将短布料收集到收料台上。
作为优选,短下料机构的下方设置有收料台,收料台上设置有用于检测布料高度的检测传感器,收料台的下方设置有带动收料台升降的升降装置。
收料台与升降装置连接,使得收料台的收料能力提高,能够存放更多的布料,且布料叠放在收料台更加整齐,方便下一步的加工或者运输。
作为优选,缝纫机的下方设置有与放料载台平齐的缝纫导向板,缝纫导向板上设置有与缝纫机配合的缝纫口。
折好的布料运动至缝纫导向板,并在缝纫口处折叠的布料贴合,缝纫机对折叠好且贴合的布料进行缝纫。
作为优选,缝纫机的一侧设置有辅助压布组件,辅助压布组件包括:
压布气缸,压布气缸的活动端连接有压布支架,压布支架上设置有压布轮;
压布电机,压布电机设置在压布支架上,压布电机的输出端与压布轮通过传动带连接。
当布料在缝纫机缝制好之后,压布气缸向下运动,使得压布支架向下运动,使得压布轮压在布料上,之后压布电机启动,压布电机通过传动带带动压布轮进行转动,使得压布轮带动布料进行移动,防止布料发生扭曲,使得布料能够平整的在缝纫机下进行缝制。
作为优选,挡边机构包括设置在放料载台下方的挡边气缸,挡边气缸的活动端连接有与放料载台平齐的挡边安装板,挡边安装板远离放料载台的一侧设置有挡料板。
布料放置在放料载台上时,将布料的侧边和挡料板进行贴合平齐,由于挡料板与放料载台平行设置,使得布料的边缘与放料载台的边缘平行,之后挡边气缸推动挡边安装板运动,使得挡边安装板与放料载台分离,使得布料的边缘能够向放料载台的边缘坠落,使得布料的边缘搭在放料载台的边缘,之后通过送料机构的推动,使得布料向着折边机构运动,使得方便控制折边的位置,使得布料折边的更加的整齐。
与现有技术相比,本发明的有益效果是:
(1)通过设置挡边机构、送料机构、折边机构,缝纫机,以及下料装置,实现对布料的上料、折边、缝纫、下料全自动化;在保证折边、缝纫的质量的同时,提高了生产的效率;
(2)设置短收料装置,能够对短布料进行收集,使得能够适应不同尺寸布料的缝制;
(3)设置辅助压布组件,使得压布轮带动布料进行移动,防止布料发生扭曲,使得布料能够平整的在缝纫机下进行缝制,提高缝制的质量;
(4)通过调节滑块和调节滑轨的配合实现对调节安装板的移动,使得能够方便的调节缝纫机的位置,使得能够方便对缝纫机进行维修或保养。
附图说明
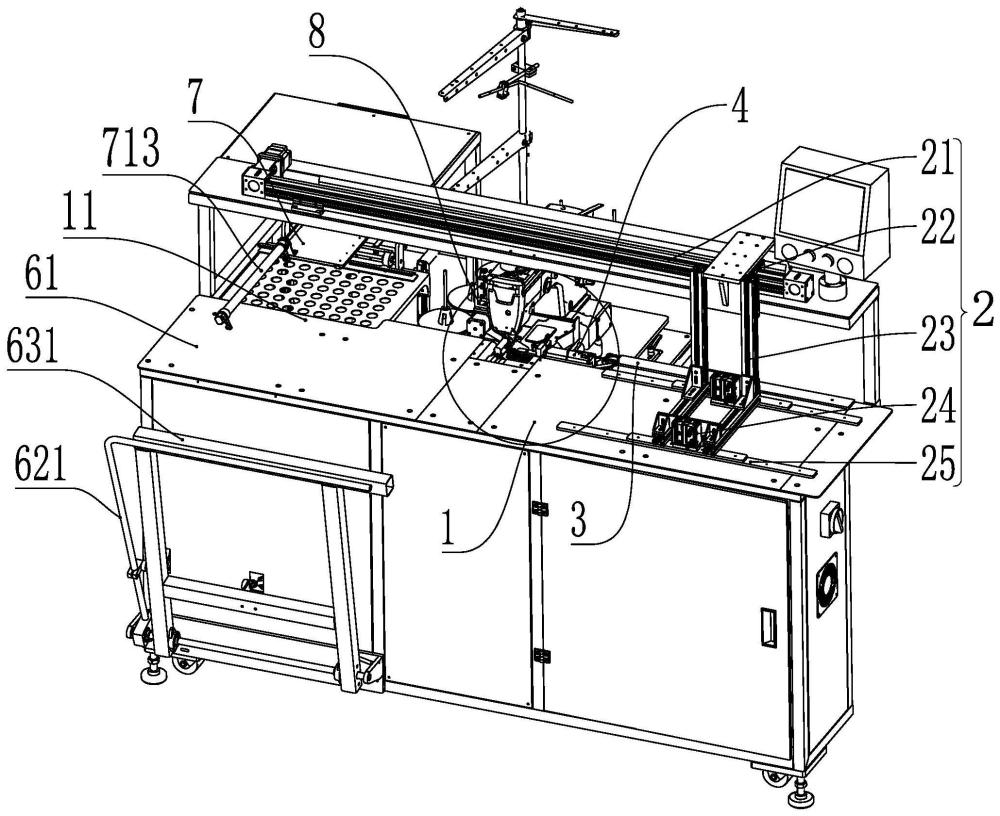
图1是本发明的整体结构的立体结构图;
图2是图1中的局部放大图;
图3是本发明的整体结构另一角度的立体结构图;
图4是本发明的挡边机构的立体结构图;
图5是本发明的折边机构的立体结构图;
图6是本发明的长下料机构的立体结构图;
图7是本发明的短下料机构的立体结构图;
图8是本发明的短下料机构的局部结构的立体结构图;
图9是本发明的辅助压布组件的立体结构图;
图10是本发明的机头调节机构的立体结构图;
图中:1、放料载台,11、缺口;
2、放料机构,21、送料滑轨,22、送料滑块,23、送料支架,24、压紧气缸,25、送料压板;
3、挡边机构,31、挡边气缸,32、挡边安装板,33、挡料板;
4、折边机构,41、折边导向板,411、倾斜导向面,412、平直导向面,42、引导板,43、吹气组件,431、竖直吹气管,432、水平吹起口,433、导向吹气管,434、辅助吹气口,44、吹气盖,45、凸沿板,;
5、缝纫机,51、缝纫导向板,511、缝纫口、52、传感器;
6、长下料机构,61、固定轴,62、带动组件,621、摆动杆,622、摆动气缸,63、摆动支架组件,631、摆动支架,632、支架气缸;
7、短下料机构,71、横移组件,711、横移安装板,712、横移滑轨,713、横移气缸,714、横移滑块,72、夹料组件,721、夹料支架,722、夹料气缸,73、下夹板、74、曲柄,741、安装轴,742、传动连杆,75、上夹板、76、收料台,761、升降轨道,762、升降滑块,77、升降装置,771、伸缩杆、772、滚珠丝杠结构;
8、辅助压布组件,81、压布气缸,82、压布支架,83、压布轮,84、传动带,85、压布电机;
9、机头调节机构,91、机头底板,911、调节滑轨,912、固定底板,913、对接孔,92、调节安装板,921、调节滑块,922、对接气缸,923、定位头。
具体实施方式
下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述:
实施例1:参照图1至图10所示,一种自动卷直线下摆缝纫机,包括机架,机架的上方设置有放料载台1,放料载台1的长度方向依次设置有用于控制布料折边位置的挡边机构4、用于使得布料进行折边的折边机构4、用于对折边好的布料进行缝制的缝纫机5、以及将缝纫好的布料从放料载台1上取下的下料装置;另外沿着放料载台1的长度方向设置有送料机构2;以下对上述结构逐个进行介绍。
送料机构2的具体结构为:参照图1所示,包括送料滑轨21、送料滑块22、送料支架23压紧气缸24和送料压板25;送料滑轨21沿放料载台1的长度方向进行设置;送料滑块22与送料滑轨21配合并沿着送料滑轨21进行滑动,送料滑轨21内设置有传动丝杆,传动丝杆与送料滑块22的传动结构为滚珠丝杆传动,送料滑轨21的端部设置有驱动送料滑块22滑动的驱动电机;送料支架23的上端与送料滑块22固定连接,送料支架23的下端设置有压紧气缸24,压紧气缸24沿放料载台1的宽度方向设置有两个;送料压板25与两个压紧气缸24的活动端连接,且送料压板25沿放料载台1的长度方向进行设置。压紧气缸24推动送料压板25向下运动,将布料压紧;送料滑块22沿着送料滑轨21进行滑动,带动布料沿着放料载台1进行移动,使得布料进行折边、缝纫、下料等步骤。
挡边机构3具体结构为:参照图3或图4所示,挡边机构3包括设置在放料载台1下方的挡边气缸31,挡边气缸31设置有两个,挡边气缸31的活动端连接有与放料载台1平齐的挡边安装板32,挡边安装板32为长条形,挡边安装板32远离放料载台1的一侧设置有挡料板33,挡料板33也为长条形。布料放置在放料载台1上时,将布料的侧边和挡料板33进行贴合平齐,由于挡料板33与放料载台1平行设置,使得布料的边缘与放料载台1的边缘平行,之后挡边气缸31推动挡边安装板32运动,使得挡边安装板32与放料载台1分离,使得布料的边缘能够向放料载台32的边缘坠落,使得布料的边缘搭在放料载台1的边缘,之后通过送料机构2的推动,使得布料向着折边机构3运动,使得方便控制折边的位置,使得布料折边的更加的整齐。
折边机构4的具体结构为:参照图1或图2或图5所示,折边机构4主要包括折边导向板41和吹气组件43;折边导向板41靠近挡边机构3的一端设置有引导板42,引导板42朝向挡边机构3倾斜设置;折边导向板41靠近放料载台1的侧边设置有倾斜导向面411和平直导向面412;吹气组件43包括设置在折边导向板41上的吹气盖44,吹气盖44朝向放料载台1的一侧的上方设置有凸沿板45,凸沿板45上设置有若干个向折边导向板41吹气的竖直吹气管431,本实施例中竖直吹气管431设置有三个,且均匀的设置;吹气盖44靠近放料载台1的一侧设置有若干个水平吹气口432,水平吹气口432向着放料载台1的下端面吹气,水平吹气口432设置有六个。另外在吹气盖44长度方向的两端均设置有辅助吹气口434,辅助吹气口434的吹气方向与放料载台1的侧边垂直。
引导板42远离折边导向板41的一端设置有导向吹气管433,导向吹气管433沿着引导板42的下端面进行吹气。
布料在送料机构2的带动下进入折边机构4,具体地,布料的侧边受到引导板42的作用运动至引导板42的下方,此时受到导向吹气管433的作用防止布料发生褶皱,之后布料继续运动并沿着倾斜导向面411运动,之后沿着平直导向面412进行运动,布料受到水平吹气口432的作用使得布料能在放料载台1的边缘进行折叠,竖直吹气口431向折边导向板41的端面吹气,使得布料的折痕能够紧贴在放料载台1的边缘,保证布料被折的更加的平整。
缝纫机5属于现有技术,缝纫机5的下方设置有与放料载台1平齐的缝纫导向板51,缝纫导向板51上设置有与缝纫机5配合的缝纫口511。
折边好的布料受到送料机构2的作用继续运动,折好的布料运动至缝纫导向板51,并在缝纫口511处折叠的布料贴合,缝纫机5对折叠好且贴合的布料进行缝纫。另外,折边机构4靠近缝纫机5的端部设置有传感器52,当传感器52检测到布料时,缝纫机5开始工作,实现自动缝纫;缝纫机5远离折边机构4的一侧设置有剪线机构,剪线机构属于现有技术,能够将缝线剪断。
下料机构包括设置在放料载台1一侧的长下料机构6,参照凸1或凸6所示,长下料机构6包括固定轴61、摆动组件62和摆动支架组件63;固定轴61固定设置在机架上;摆动组件62包括转动设置在固定轴61上的摆动杆621和摆动气缸622,摆动气缸622的活动端与摆动杆621连接,摆动气缸622推动摆动杆621绕固定轴61进行转动;摆动支架组件63包括转动设置在固定轴61的摆动支架631和支架气缸632,支架气缸632的活动端与摆动支架631连接;支架气缸632推动摆动支架631绕着固定轴61进行转动;摆动杆621绕着摆动支架631的外围摆动。缝纫好的布料在送料机构2的作用下运动至放料载台61靠近长下料机构6的一端,长下料机构6在初始的位置时,摆动支架631回缩与机架贴合,摆动支架631与摆动杆621之间有一定的夹角,布料运动至摆动杆621和摆动支架631之间,之后摆动支架631向着远离放料载台1的方向摆动,使得布料搭在摆动支架631上,摆动支架631摆动一定的角度后,布料还剩下一部分搭在放料载台1上,之后摆动杆621向着靠近放料载台1的方向摆动,使得摆动杆621绕过摆动支架631将布料从放料载台1上扫下,使得布料完全挂在摆动支架631上;重复上述动作,可以将若干个布料搭在摆动支架631上,使得收集布料更加的方便。
本发明使用时,包括以下步骤:
1)上料:布料放置在放料载台1上时,将布料的侧边和挡料板33进行贴合,由于挡料板33与放料载台1平行设置,使得布料的边缘与放料载台1的边缘平行,之后挡边气缸31推动挡边安装板32运动,使得挡边安装板32与放料载台1分离,使得布料的边缘能够向放料载台32的边缘坠落,使得布料的边缘搭在放料载台5的边缘,压紧气缸24推动送料压板25向下运动,将布料压紧;送料滑块22沿着送料滑轨21进行滑动,带动布料沿着放料载台1进行移动。
2)折边:布料在送料机构2的带动下进入折边机构4,具体地,布料的侧边受到引导板42的作用运动至引导板42的下方,此时受到导向吹气管433的作用防止布料发生褶皱,之后布料继续运动并沿着倾斜导向面411运动,之后沿着平直导向面412进行运动,布料收到水平吹气口432的作用使得布料能够载物平台的边缘进行折叠,竖直吹气口431向折边导向板41的端面吹气,使得布料的折痕能够紧贴在放料载台1的边缘,保证布料被折的更加的平整。
3)缝制:传感器检测到布料时,缝纫机5开始工作,折好的布料运动至缝纫导向板51,并在缝纫口511处折叠的布料贴合,缝纫机5对折叠好且贴合的布料进行缝纫;并在布料缝制好之后通过剪线机构将缝线剪断。
4)下料:缝纫好的布料在送料机构2的作用下运动放料载台61靠近长下料机构6的一端,送料机构2将布料松开,长下料机构6在初始的位置时,摆动支架631回缩与机架贴合,摆动支架631与摆动杆621之间有一定的夹角,布料运动至摆动杆621和摆动支架631之间,之后摆动支架631向着远离放料载台1的方向转动,使得布料搭在摆动支架631上,摆动支架631摆动一定的角度后,布料还剩下一部分搭在放料载台1上,之后摆动杆621向着靠近放料载台1的方向转动,使得摆动杆621绕过摆动支架631将布料从放料载台1上扫下,使得布料完全挂在摆动支架631上。
本发明通过设置挡边机构3、送料机构2、折边机构4,缝纫机5,以及下料装置,实现对布料的上料、折边、缝纫、下料全自动化;通过设置挡边机构3使得折边布料更加的整齐,通过设置折边机构4使得能够实现自动化的折边,且在折边的过程中受到吹气组件43的作用,使得折边的布料能够更加的平整;另外通过长下料机构6的作用,使得多个布料能够搭在摆动支架631上,使得收集布料更加的方便;在保证折边、缝纫的质量的同时,提高了生产的效率。
实施例2:参照图1或图7或图8所示,本实施例与实施例1结构相似,不同之处在于,下料机构还包括设置在放料载台1的另一侧设置有短下料机构7,短下料机构7包括横移组件71和夹料组件72。
横移组件71包括横移安装板711,横移安装板711固定设置在机架上,横移安装板711的下端面固定设置有横移滑轨712,横移滑轨712设置方向与放料载台1相垂直,横移安装板711上端面固定设置有横移气缸713,横移滑轨712上设置有横移滑块714,横移气缸712的活动端与横移滑块714固定连接。
夹料组件72包括夹料支架721和夹料气缸722,夹料支架721包括与横移滑块714固定连接的连接板和L形板,L形板设置在连接板的两端,L形板的端部固定设置有下夹板73,两根L形板之间设置有安装轴741,安装轴741上的两端转动设置曲柄74,两端的曲柄74之间固定设置有传动连杆742,曲柄74上固定设置有上夹板75,夹料气缸722的活动端与传动连杆742转动连接。夹料气缸722带动曲柄74绕安装轴进行转动,使得上夹板75向着下夹板73的方向进行贴合将布料夹紧。另外,为了方便布料的夹取,在放料载台1靠近短下料机构的一端设置有缺口11。
布料缝制好之后被送料机构2送至靠近短上料机构7的一侧,横移组件71上的横移气缸713带动横移滑块714向着放料载台1方向运动,使得上夹板75和下夹板73位于布料上下两端,之后夹料气缸722推动曲柄74进行转动,使得上夹板75配合下夹板73将布料夹紧,之后横移气缸713回拉,带动横移滑块714运动,上夹板75和下夹板73带动布料移动至收料台76,当布料全部位于收料台76上时,之后夹料气缸722回拉,使得上夹板75和下夹板73松开,横移气缸713继续带动上夹板75和下夹板76运动一段距离,使得布料完全落至收料台76上;重复上述步骤,实现布料的收集,且布料叠放在收料台76更加整齐,方便下一步的加工或者运输。
短下料机构7的下方设置有收料台76,收料台76上设置有用于检测布料高度的检测传感器,收料台76的下方设置有带动收料台升降的升降装置77。机架上竖直设置有升降轨道761,收料台76上设置有与升降轨道761滑动连接的升降滑块762,升降装置77包括伸缩杆771和设置在伸缩杆771下方的滚珠丝杆结构772,滚珠丝杠结构772属于现有技术,能够带动伸缩杆771进行升降运动,使得带动收料台76向下运动,使得收料台76上存放一定量的布料之后,收料台76自动向下运动,提高收料台76的存放布料的能力。
本实施例中,在实施例1中,长收料装置6只能怪适用于较长的布料,而不能对短的布料进行下料,因此设置短收料装置7,短收料装置7通过横移组件71和夹料组件72的配合,可以将短布料收集到收料台76上;另外,收料台76与升降装置77连接,使得收料台76的收料能力提高,能够存放更多的布料,且布料叠放在收料台76更加整齐,方便下一步的加工或者运输。
实施例3:参照图1或图2或图9所示,本实施例与实施例1或实施例2结构相似,不同之处在于,缝纫机5远离折边机构4的一侧设置有辅助压布组件8,辅助压布组件8包括:压布气缸81和压布电机85,压布气缸81的活动端连接有压布支架82,压布支架上设置有压布轮83。
压布电机85设置在压布支架82上,压布电机85的输出端与压布轮83通过传动带84连接。
本实施例中,当布料在缝纫机5缝制好之后,压布气缸81向下运动,使得压布支架82向下运动,使得压布轮83压在布料上,之后压布电机85启动,压布电机85通过传动带84带动压布轮83进行转动,使得压布轮83带动布料进行移动,防止布料发生扭曲,使得布料能够平整的在缝纫机5下进行缝制。
实施例4:参照图2或图10所示,本实施例与实施例1或2或3相似,不同之处在于,缝纫机5的下方设置有机头调节机构9,机头调节结构9包括设置在机架上的机头底板91,机头底板91上设置有调节滑轨911,调节滑轨911与放料载台1相垂直,调节滑轨911上设置有与其配合的调节滑块921,调节滑块921上端面固定设置有调节安装板92,缝纫机5固定设置在调节安装板92上;机头底板91上设置有固定底板912,固定底板912的长度方向设置有若干个对接孔913,调节安装板92上设置有对接气缸922,对接气缸922的活动端设置有定位头923,定位头923与对接孔913配合实现调节安装板92的固定定位。
本实施例中,通过调节滑块921和调节滑轨911的配合实现对调节安装板92的移动,使得能够方便的调节缝纫机5的位置,使得能够方便对缝纫机5进行维修或保养,且通过定位头923与对接孔913配合实现调节安装板92的固定定位,从而实现缝纫机5的固定。
以上的实施例只是本发明较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。