一种电力牵引绳护套涂胶工艺
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及电力牵引绳加工领域,尤其涉及一种电力牵引绳护套涂胶工艺。
背景技术
目前,电力线缆放线过程中,一般通过牵引绳对其线缆进行牵引,而牵引绳一般为钢丝绳,在牵引绳加工过程中,会通过对其进行涂胶加工,使其表面形成护套,对牵引绳本体进行保护。
使用钢丝绳作为电力线缆的牵引绳具有一定的弊端性,钢丝绳安全性较差,磨损较快,容易形成倒刺,具有一定的安全隐患,钢丝绳硬度较大,不易弯曲,使用较为不便。
因此,有必要提供一种新的电力牵引绳护套涂胶工艺解决上述技术问题。
发明内容
为解决上述技术问题,本发明提供一种的电力牵引绳护套涂胶工艺。
本发明提供的电力牵引绳护套涂胶工艺包括:工艺依次为:使用涤纶材料编制成电力牵引绳→将编制后的电力牵引绳进行涂胶→对涂胶的电力牵引绳进行烘干→对烘干后的电力牵引绳进行卷收。
电力牵引绳护套涂胶工艺用的涂胶装置包括:底座;涂胶机构,用于对编制后的电力牵引绳进行涂胶的涂胶机构安装于底座上;搅拌机构,用于对电力牵引绳进行涂胶的胶水进行搅拌以保持其均匀性的搅拌机构安装于涂胶机构上;烘干机构,用于对涂胶后的电力牵引绳进行烘干的烘干机构安装于底座上方;加热机构,用于对烘干机构提供热气的加热机构安装于底座上;输气机构,用于将加热机构中的热气输送至烘干机构中的输气机构安装于加热机构上;调节机构,用于对烘干机构的高度进行调节的调节机构安装于涂胶机构上。
优选的,涂胶机构包括涂胶箱、涂胶腔、安装板、两个支撑柱、卷筒、通孔和四个导向轮,涂胶箱安装于底座上,且涂胶腔开设于涂胶箱中并开口朝上设置,安装板位于底座的上方并通过两个竖直设置的支撑柱与底座固定连接,用于对加工完成电力牵引绳进行卷收的卷筒安装于底座上,通孔开设于安装板上,四个导向轮分别安装于涂胶箱的端部、涂胶腔内部、安装板开设的通孔处、安装板靠近卷筒的端部,且安装板开设的通孔处安装的导向轮位于涂胶腔内部安装的导向轮正上方。
优选的,搅拌机构包括转轴、搅拌杆和电机,转轴横向安装于涂胶腔内部,且搅拌杆固定安装于转轴的侧壁上,电机安装于涂胶箱的侧壁上并其输出端与转轴的一端固定连接,安装于涂胶腔内的导向轮位于转轴上方。
优选的,烘干机构包括烘干筒、环形空腔和出气口,烘干筒竖直安装于涂胶箱的上方并位于安装板开设的通孔处安装的导向轮和涂胶腔内部安装的导向轮之间,环形空腔开设于烘干筒内壁中,且多个出气口开设于烘干筒的内壁上并与环形空腔连通。
优选的,加热机构包括加热箱、加热腔、电热丝和进气管,加热箱安装于底座上,且加热腔开设于加热箱内部,电热丝安装于加热腔内部,进气管固定安装于加热箱的侧壁上并与加热腔内部连通,加热箱位于烘干筒的一侧。
优选的,输气机构包括输气泵、吸气管和输气管,输气泵安装于加热箱上,且输气泵通过吸气管与加热腔内部连通,输气泵通过输气管与环形空腔内部连通。
优选的,调节机构包括套筒、连接杆和锁定螺栓,两个套筒分别套设于两个支撑柱上并与其滑动连接,且两个套筒均通过连接杆与烘干筒固定连接,两个锁定螺栓分别安装于两个套筒上。
与相关技术相比较,本发明提供的电力牵引绳护套涂胶工艺具有如下有益效果:
1、本发明通过将电力牵引绳浸没在胶水中,保证了电力牵引绳涂胶的均匀性,提高了产品的加工质量,涤纶材料编制成电力牵引绳防滑性好、耐磨性强、安全性高;
2、本发明通过设置烘干机构,涂胶后的电力牵引绳穿过烘干筒,输气机构将加热机构中产生的热气送至环形空腔中,热气再从出气口对涂胶后的电力牵引绳进行全面烘干操作,烘干效果好;
3、本发明通过设置搅拌机构,电机可带动转轴上的搅拌杆快速转动,对涂胶腔内部的胶水进行搅拌,保持胶水的均匀性,从而提高了产品的加工质量;
4、本发明通过设置调节机构,可对烘干筒的高度进行调节,烘干筒离涂胶腔越远,涂胶后的电力牵引绳在上升过程中,其表面浸染的胶水滑落越快,即表面浸染的胶水越少,其烘干后的胶水厚度越薄,反之厚度越厚,从而通过调节烘干筒的高度,可对电力牵引绳涂胶后的厚度进行调节,根据调节卷筒卷取电力牵引绳的速度来控制整个装置的加工速度,但需要在保证经过烘干筒内部进行烘干电力牵引绳的质量范围内来对卷筒的卷取速度进行调节,电力牵引绳涂胶的需要的厚度越厚,为保证烘干效果,卷筒的转动速度会越慢。
附图说明
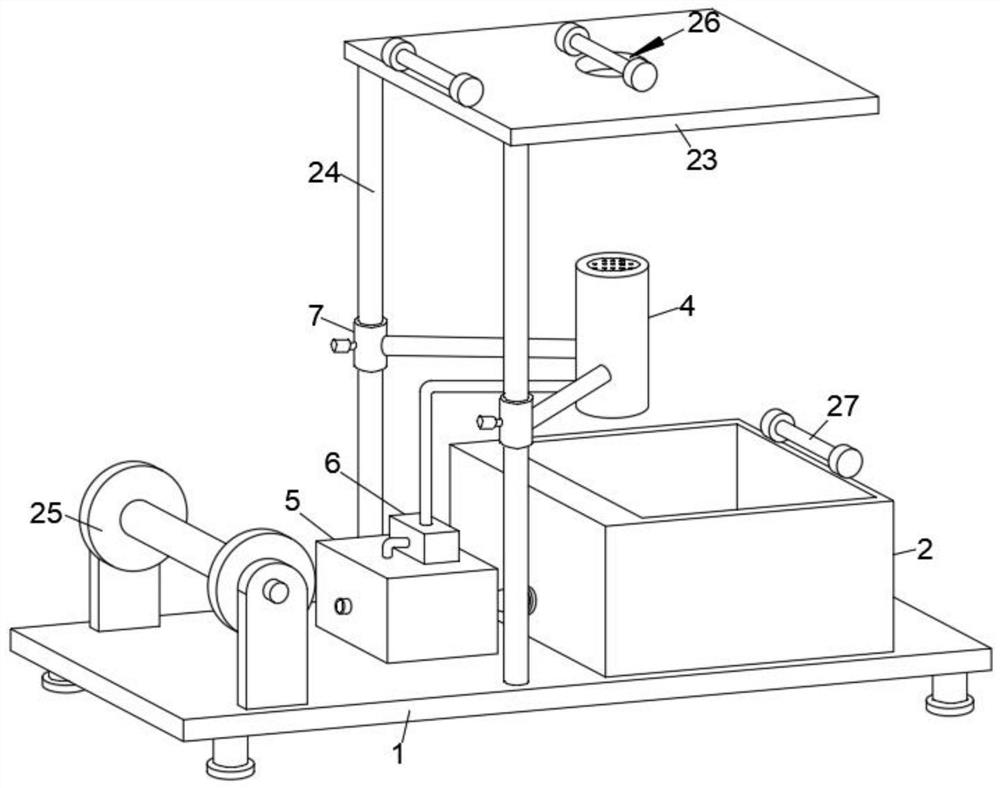
图1为本发明提供的电力牵引绳护套涂胶工艺用的涂胶装置的一种较佳实施例的结构示意图;
图2为图1所示的涂胶箱的结构示意图;
图3为图1所示的搅拌机构的结构示意图;
图4为图1所示的烘干机构的结构示意图;
图5为图1所示的加热箱的结构示意图;
图6为图1所示的加热箱的剖视结构示意图;
图7为图1所示的输气机构的结构示意图;
图8为图1所示的调节机构的结构示意图。
图中标号:1、底座,2、涂胶机构,21、涂胶箱,22、涂胶腔,23、安装板,24、支撑柱,25、卷筒,26、通孔,27、导向轮,3、搅拌机构,31、转轴,32、搅拌杆,33、电机,4、烘干机构,41、烘干筒,42、环形空腔,43、出气口,5、加热机构,51、加热箱,52、加热腔,53、电热丝,54、进气管,6、输气机构,61、输气泵,62、吸气管,63、输气管,7、调节机构,71、套筒,72、连接杆,73、锁定螺栓。
具体实施方式
下面结合附图和实施方式对本发明作进一步说明。
请结合参阅图1、图2、图3、图、图5、图6、图7和图8,其中,图1为本发明提供的电力牵引绳护套涂胶工艺用的涂胶装置的一种较佳实施例的结构示意图;图2为图1所示的涂胶箱的结构示意图;图3为图1所示的搅拌机构的结构示意图;图4为图1所示的烘干机构的结构示意图;图5为图1所示的加热箱的结构示意图;图6为图1所示的加热箱的剖视结构示意图;图7为图1所示的输气机构的结构示意图;图8为图1所示的调节机构的结构示意图。包括:底座1、涂胶机构2、搅拌机构3、烘干机构4、加热机构5、输气机构6和调节机构7。
电力牵引绳护套涂胶工艺,工艺依次为:使用涤纶材料编制成电力牵引绳→将编制后的电力牵引绳进行涂胶→对涂胶的电力牵引绳进行烘干→对烘干后的电力牵引绳进行卷收。
在具体实施过程中,参考图1和图2示,用于对编制后的电力牵引绳进行涂胶的涂胶机构2安装于底座1上,涂胶机构2包括涂胶箱21、涂胶腔22、安装板23、两个支撑柱24、卷筒25、通孔26和四个导向轮27,涂胶箱21安装于底座1上,且涂胶腔22开设于涂胶箱21中并开口朝上设置,安装板23位于底座1的上方并通过两个竖直设置的支撑柱24与底座1固定连接,用于对加工完成电力牵引绳进行卷收的卷筒25安装于底座1上,通孔26开设于安装板23上,四个导向轮27分别安装于涂胶箱21的端部、涂胶腔22内部、安装板23开设的通孔26处、安装板23靠近卷筒25的端部,且安装板23开设的通孔26处安装的导向轮27位于涂胶腔22内部安装的导向轮27正上方;
需要说明的是:在使用涤纶材料编制成电力牵引绳后,将电力牵引绳的一端分别从安装于绕接于涂胶箱21的端部的导向轮27和涂胶腔22内部安装的导向轮27,穿过烘干机构4内部,从通孔26处穿过,绕接于安装板23开设的通孔26处安装的导向轮27和安装板23靠近卷筒25的端部安装的导向轮27,最后绕接于卷筒25上,胶水倒入涂胶腔22内部,搅拌机构3对其进行搅拌,保持其均匀性,位于涂胶腔22内部的一段电力牵引绳浸没在胶水中(一般采用涂胶机对其进行涂胶,涂胶范围较小,容易造成涂胶不均匀),卷筒25对电力牵引绳进行卷取,浸没后的电力牵引绳进入烘干机构4中进行烘干,而后穿过通孔26被卷筒25卷收,位于安装板23开设的通孔26处安装的导向轮27和涂胶腔22内部安装的导向轮27之间的电力牵引绳处于微紧绷状态,不与烘干机构4内壁接触;本发明通过将电力牵引绳浸没在胶水中,保证了电力牵引绳涂胶的均匀性,提高了产品的加工质量,涤纶材料编制成电力牵引绳防滑性好、耐磨性强、安全性高;
其中,电力牵引绳涂胶的胶、水的配比为2:1。
参考图2和图3示,用于对电力牵引绳进行涂胶的胶水进行搅拌以保持其均匀性的搅拌机构3安装于涂胶机构2上,搅拌机构3包括转轴31、搅拌杆32和电机33,转轴31横向安装于涂胶腔22内部,且搅拌杆32固定安装于转轴31的侧壁上,电机33安装于涂胶箱21的侧壁上并其输出端与转轴31的一端固定连接,安装于涂胶腔22内的导向轮27位于转轴31上方;
需要说明的是:电机33可带动转轴31上的搅拌杆32快速转动,对涂胶腔22内部的胶水进行搅拌,保持胶水的均匀性,从而提高了产品的加工质量。
参考图1和图4示,用于对涂胶后的电力牵引绳进行烘干的烘干机构4安装于底座1上方,烘干机构4包括烘干筒41、环形空腔42和出气口43,烘干筒41竖直安装于涂胶箱21的上方并位于安装板23开设的通孔26处安装的导向轮27和涂胶腔22内部安装的导向轮27之间,环形空腔42开设于烘干筒41内壁中,且多个出气口43开设于烘干筒41的内壁上并与环形空腔42连通;
需要说明的是:涂胶后的电力牵引绳穿过烘干筒41,输气机构6将加热机构5中产生的热气送至环形空腔42中,热气再从出气口43对涂胶后的电力牵引绳进行全面烘干操作,烘干效果好。
参考图1、图5和图6示,用于对烘干机构4提供热气的加热机构5安装于底座1上,加热机构5包括加热箱51、加热腔52、电热丝53和进气管54,加热箱51安装于底座1上,且加热腔52开设于加热箱51内部,电热丝53安装于加热腔52内部,进气管54固定安装于加热箱51的侧壁上并与加热腔52内部连通,加热箱51位于烘干筒41的一侧;
需要说明的是:输气机构6使加热腔52内部产生吸力,使外部空气从进气管54进入加热腔52内部,通过电热丝53对加热腔52内部的空气进行加热,产生热气,再通过输气机构6输送至烘干机构4中对涂胶后的电力牵引绳进行烘干。
参考图1和图7示,用于将加热机构5中的热气输送至烘干机构4中的输气机构6安装于加热机构5上,输气机构6包括输气泵61、吸气管62和输气管63,输气泵61安装于加热箱51上,且输气泵61通过吸气管62与加热腔52内部连通,输气泵61通过输气管63与环形空腔42内部连通;
需要说明的是:输气泵61通过吸气管62对加热腔52内部的热气进行吸取,再通过输气管63将热气送至环形空腔42中。
参考图1和图8示,用于对烘干机构4的高度进行调节的调节机构7安装于涂胶机构2上,调节机构7包括套筒71、连接杆72和锁定螺栓73,两个套筒71分别套设于两个支撑柱24上并与其滑动连接,且两个套筒71均通过连接杆72与烘干筒41固定连接,两个锁定螺栓73分别安装于两个套筒71上;
需要说明的是:套筒71通过锁定螺栓73固定在支撑柱24上,又套筒71通过连接杆72与烘干筒41连接,在拧松锁定螺栓73时,套筒71可在支撑柱24上滑动,即可对烘干筒41的高度进行调节,烘干筒41离涂胶腔22越远,涂胶后的电力牵引绳在上升过程中,其表面浸染的胶水滑落越快,即表面浸染的胶水越少,其烘干后的胶水厚度越薄,反之厚度越厚,从而通过调节烘干筒41的高度,可对电力牵引绳涂胶后的厚度进行调节,根据调节卷筒25卷取电力牵引绳的速度来控制整个装置的加工速度,但需要在保证经过烘干筒41内部进行烘干电力牵引绳的质量范围内来对卷筒25的卷取速度进行调节,电力牵引绳涂胶的需要的厚度越厚,为保证烘干效果,卷筒25的转动速度会越慢。
本发明中的电力牵引绳护套涂胶工艺,具体工艺流程为:
通过编制设备使用涤纶材料对电力牵引绳进行编制,将电力牵引绳的一端分别从安装于绕接于涂胶箱21的端部的导向轮27和涂胶腔22内部安装的导向轮27,穿过烘干机构4内部,从通孔26处穿过,绕接于安装板23开设的通孔26处安装的导向轮27和安装板23靠近卷筒25的端部安装的导向轮27,最后绕接于卷筒25上;
胶水倒入涂胶腔22内部,电机33可带动转轴31上的搅拌杆32快速转动,对涂胶腔22内部的胶水进行搅拌,保持胶水的均匀性,位于涂胶腔22内部的一段电力牵引绳浸没在胶水中,卷筒25对电力牵引绳进行卷取,实现电力牵引绳的涂胶;
涂胶后的电力牵引绳穿过烘干筒41,输气机构6使加热腔52内部产生吸力,使外部空气从进气管54进入加热腔52内部,通过电热丝53对加热腔52内部的空气进行加热,产生热气,输气泵61通过吸气管62对加热腔52内部的热气进行吸取,再通过输气管63将热气送至环形空腔42中,热气再从出气口43对涂胶后的电力牵引绳进行全面烘干操作;
烘干后的电力牵引绳穿过通孔26,绕过安装板23上的两个导向轮27被卷筒25卷收;
其中,套筒71通过锁定螺栓73固定在支撑柱24上,又套筒71通过连接杆72与烘干筒41连接,在拧松锁定螺栓73时,套筒71可在支撑柱24上滑动,即可对烘干筒41的高度进行调节,烘干筒41离涂胶腔22越远,涂胶后的电力牵引绳在上升过程中,其表面浸染的胶水滑落越快,即表面浸染的胶水越少,其烘干后的胶水厚度越薄,反之厚度越厚,从而通过调节烘干筒41的高度,可对电力牵引绳涂胶后的厚度进行调节,根据调节卷筒25卷取电力牵引绳的速度来控制整个装置的加工速度,但需要在保证经过烘干筒41内部进行烘干电力牵引绳的质量范围内来对卷筒25的卷取速度进行调节,电力牵引绳涂胶的需要的厚度越厚,为保证烘干效果,卷筒25的转动速度会越慢。
本发明中涉及的电路以及控制均为现有技术,在此不进行过多赘述。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。