高聚类绳芯电梯用曳引钢丝绳及其制备方法
文献发布时间:2023-06-19 19:38:38
技术领域
本发明属于钢丝绳技术领域,尤其涉及高聚类绳芯电梯用曳引钢丝绳及其制备方法。
背景技术
钢丝绳是用多根或多股细钢丝拧成的挠性绳索,钢丝绳是由多层钢丝捻成股,再以绳芯为中心,由一定数量股捻绕成螺旋状的绳。钢丝绳又称钢索,是一种具有强度高、弹性好、自重轻、挠性好、耐潮、耐腐蚀、耐磨、耐冲击的重要起重与牵引用钢索具。
电梯钢丝绳在运行过程中,主要依靠钢丝绳与曳引轮之间的摩擦力作为牵引力,带动轿厢在电梯井中上下运行,电梯井中通常是阴暗的,下雨天时电梯井中的湿度也比较高,现在普通的电梯钢丝绳都采用剑麻芯作为绳芯材料,但是由于麻纱本身性质和加工工艺的局限,在环境湿度的影响下,天然纤维剑麻绳芯易受潮会使绳芯的直径发生变化较大,在电梯运行过程中,易产生噪音及振动等缺陷,并且这类钢丝绳的直径的均匀性也不够好,从而使得电梯运行时发生抖动,从而增大了钢丝绳的磨损,降低了钢丝绳的使用寿命。
发明内容
本发明为了克服现有技术的不足,提供高聚类绳芯电梯用曳引钢丝绳及其制备方法。
本发明为了实现上述目的,提供如下技术方案:
本发明提供高聚类绳芯电梯用曳引钢丝绳,包括两种绳芯和分别包裹在所述两种绳芯周围的外层钢丝股,所述两种绳芯分为纤维绳芯和混合绳芯,所述纤维绳芯是由天然纤维和人工合成纤维复合捻制组成;所述混合绳芯是由钢丝股和纤维绳芯复合捻制组成,所述钢丝股是由多根钢丝捻制而成,所述包裹在两种绳芯周围的外层钢丝股数均为6至9股,且每股钢丝股是由13至30根钢丝捻制而成。
本发明还提供高聚类绳芯电梯用曳引钢丝绳的制备方法,包括以下步骤:
步骤一:钢丝股的制备:将原材料线材通过各种加工处理制成所需的钢丝股;
步骤二:绳芯的制备:将原材料通过各种加工处理制成所需的纤维绳芯或混合绳芯;
步骤三:合绳:将8个步骤一中制成的钢丝股包覆在步骤二中制成的纤维绳芯或混合绳芯上,制得所需的高聚类绳芯钢丝绳。
优选的,钢丝股的制作步骤为:
步骤A:选材:选用优质的碳素钢线材;
步骤B:表面处理:将步骤A中选用的碳素钢线材除锈装置进行表面除锈和用磷化池进行磷化涂层处理,磷化层的厚度设为10~20μm,磷化液浓度控制为55g/L,磷化液温度控制为50~80℃;
步骤C:半成品钢丝拉拔:将步骤B中表面处理好的线材用拉丝机进行冷拉成符合一定尺寸要求的半成品钢丝,拉拔道次选用7~11道,拉拔速度控制为5~12m/s;
步骤D:热处理:再将步骤C中半成品钢丝导向热处理装置内进行热处理工序,走线速度控制为20~80m/s,钢丝加热温度控制为850~950℃,淬火保温温度控制为450~600℃;
步骤E:成品钢丝拉拔:将步骤D中热处理后的半成品钢丝再次用拉丝机进行冷拉到满足制造钢丝绳的直径,制的成品钢丝,拉拔道次选用7~11道,拉拔速度控制为5~12m/s;
步骤F:捻股(涂润滑剂):将步骤E中制成的成品钢丝导向捻股机中,在捻股机上通过分线盘排列好钢丝,淋油后经过合拢口用压线钢模压紧生产出所需结构,再经过后变形器消除股的应力,然后收在工字轮上,制备得钢丝外层股,捻距倍数控制为9。
优选的,绳芯的制作步骤为:
步骤Ⅰ:选材:采用丙纶、涤纶、亚麻扁丝;
步骤Ⅱ:捻纱(涂润滑剂):将步骤Ⅰ选用的丙纶、涤纶、亚麻扁丝按一定比例放入捻纱机内,通过捻纱机捻制成纱支,原料质量分数为丙纶20~40%、涤纶20~35%、亚麻扁丝15~35%;
步骤Ⅲ:捻纤维股:将步骤Ⅱ中制成的纱支用捻股机捻成纤维股;
步骤Ⅳ:合纤维绳芯:将步骤Ⅲ中制得纤维股用合绳机捻制成纤维绳芯;
步骤Ⅴ:合混合绳芯:混合绳芯是将8个步骤1中制得钢丝股包覆在步骤Ⅳ中制得纤维绳芯外,组成混合绳芯。
优选的,所述步骤三中合绳步骤为:将步骤一中制成的8个钢丝外层股在合绳机上通过分线盘排列好,经过预成形器,包覆在纤维绳芯或混合绳芯外围,再通过合拢口压紧,再经过后成形器消除股的应力后,在拉伸设备上进行预拉伸,然后收在工字轮上收线制备得高聚类绳芯钢丝绳。
优选的,所述纤维股由40~45根纱支捻制而成。
优选的,所述纤维绳芯由3根纤维股捻制而成。
优选的,混合绳芯中所述钢丝股由6~8根钢丝捻制而成。
优选的,所述钢丝股由13~30根钢丝捻制而成。
与现有技术对比,本申请具有以下有益效果:
本方案制成的高聚类绳芯钢丝绳具备丙纶纤维的吸湿性极小、不缩水、无回潮性的特点,从而使得该高聚类绳芯钢丝绳在电梯井这样阴暗、湿度大的环境内,不会受潮而影响高聚类绳芯钢丝绳的直径,从而克服了天然纤维在环境湿度较大的影响下,由于易受潮而使天然纤维剑麻绳芯的直径变化较大,在电梯运行过程中,易产生噪音及振动等缺陷,从而使用该高聚类绳芯钢丝绳的电梯在运行过程中,电梯的舒适度和平稳性更好。
本方案制成的高聚类绳芯钢丝绳还具备涤纶纤维的储油性好、亲油性较好的特点,从而使得该高聚类绳芯钢丝绳一次润滑,能保证电梯钢丝绳运行时有足够的润滑条件,从而减少维护人员的工作强度,节省了维护成本,增加了电梯曳引钢丝绳的寿命。
本方案制成的高聚类绳芯直径均匀性好于天然纤维剑麻绳芯,保证了钢丝绳的直径均匀性,克服了因剑麻绳芯直径不匀而引起的钢丝绳直径不稳定产生电梯运行抖动,在电梯运行过程中,电梯的舒适度和平稳性更好。
附图说明
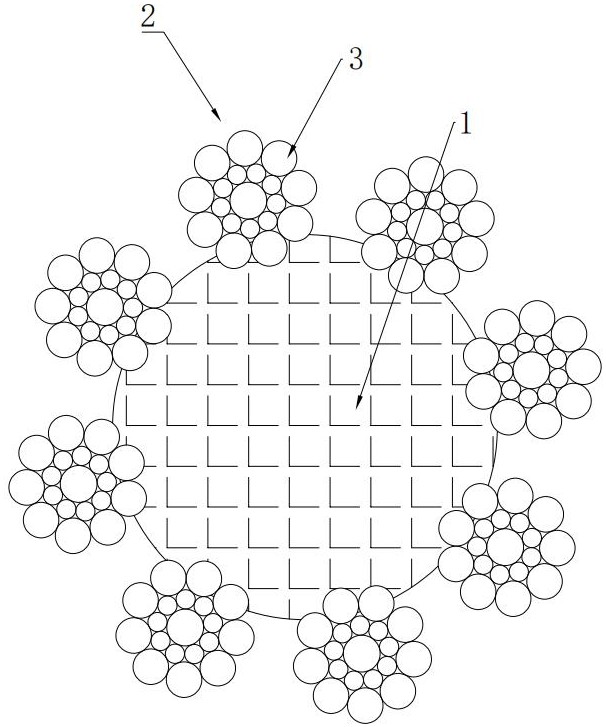
图1为本发明绳芯为纤维绳芯高聚类绳芯钢丝绳的结构示意图,标记代号为8×19S-CFC;
图2为本发明绳芯为混合绳芯高聚类绳性钢丝绳的结构示意图,标记代号为8×19S-CSC;
图中:1、纤维绳芯;2、钢丝股;3、钢丝;4、混合绳芯。
实施方式
为了使本技术领域的人员更好的理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述。
实施例
高聚类绳芯电梯用曳引钢丝绳,包括以下步骤:
步骤一:钢丝股的制备:将原材料线材通过各种加工处理制成所需的钢丝股;
步骤二:绳芯的制备:将原材料通过各种加工处理制成所需的纤维绳芯或混合绳芯;
步骤三:合绳:将8个步骤一中制成的钢丝股包覆在步骤二中制成的纤维绳芯或混合绳芯上,制得所需的高聚类绳芯钢丝绳。
所述步骤一中钢丝股的制备步骤为:
步骤A:选材:选用优质碳素钢线材;
步骤B:表面处理:将步骤A中选用的碳素钢线材放入到除锈装置内进行表面除锈和用磷化池进行磷化涂层处理,以便于下一步骤的钢丝拉拔,磷化层的厚度设为20μm,磷化液浓度控制为55g/L,磷化液温度控制为65℃,表面除锈便于后续加工处理,磷化涂层处理的作用:给钢丝提供保护,在一定程度上防止钢丝被腐蚀、提高漆膜层的附着力与防腐蚀能力和起减摩润滑作用;
步骤C:半成品钢丝拉拔:将步骤B中表面处理好的线材用拉丝机进行冷拉成符合一定尺寸要求的半成品钢丝,拉拔道次选用10道,拉拔速度控制为10m/s;
步骤D:热处理:再将步骤C中半成品钢丝导向热处理装置内进行热处理工序,走线速度控制为70m/s,钢丝加热温度控制为850~950℃,淬火保温温度控制为450~600℃,保证半成品钢丝经热处理获得索氏体金相组织,为了使后续拉拔的成品钢丝满足钢丝绳机械性能;
步骤E:成品钢丝拉拔:将步骤D中热处理后的半成品钢丝再次用拉丝机进行冷拉到满足制造钢丝绳的直径,制的成品钢丝,拉拔道次选用10道,拉拔速度控制为10m/s;
步骤F:捻股(涂润滑剂):将步骤E中制成的成品钢丝导向捻股机中,在捻股机上通过分线盘排列好钢丝,淋油后经过合拢口用压线钢模压紧生产出所需结构,再经过后变形器消除股的应力,然后收在工字轮上,制备得钢丝外层股,捻距倍数控制为9。
所述步骤二中绳芯的制作步骤为:
步骤Ⅰ:选材:采用丙纶、涤纶、亚麻扁丝;丙纶纤维是所有纤维中最轻的纤维,比水还轻,从而具有自重轻的优点,此外还具有弹性好、易洗快干、吸湿性极小,且回潮率被视为0%、不缩水、耐摩擦等特点;涤纶纤维是具有结实耐用、弹性好、不易变形、耐腐蚀、绝缘、挺括、易洗快干等特点,并且其价格便宜,亲油性较好;亚麻纤维具有拉力强、柔软、细度好、导电弱、耐摩擦、耐高温、散热快、吸尘率低、不易撕裂、不易燃烧、不易腐烂、无静电、耐酸碱高等特点;
步骤Ⅱ:捻纱(涂润滑剂):将步骤Ⅰ选用的丙纶、涤纶、亚麻扁丝按一定比例放入捻纱机内,通过捻纱机捻制成纱支,原料质量分数为丙纶35%、涤纶35%、亚麻扁丝30%;
步骤Ⅲ:捻纤维股:将步骤Ⅱ中制成的纱支用捻股机捻成纤维股,需要说明的是,所述纤维股由45根纱支捻制而成;
步骤Ⅳ:合纤维绳芯:将步骤Ⅲ中制得纤维股用合绳机捻制成纤维绳芯,需要说明的是,所述纤维绳芯由3根纤维股捻制而成;
步骤Ⅴ:合混合绳芯:混合绳芯是将8个步骤1中制得钢丝股包覆在步骤Ⅳ中制得纤维绳芯外,组成混合绳芯,需要说明的是,混合绳芯中所述钢丝股由7根钢丝捻制而成。
优选的,所述步骤三中合绳步骤为:将步骤一中制成的8个钢丝外层股在合绳机上通过分线盘排列好,经过预成形器,包覆在纤维绳芯或混合绳芯外围,再通过合拢口压紧,再经过后成形器消除股的应力后,在拉伸设备上进行预拉伸,然后收在工字轮上收线制备得高聚类绳芯钢丝绳,
需要说明的是,所述钢丝股由19根钢丝捻制而成。
最终制得以混合绳芯为绳芯的高聚类绳芯钢丝绳和以纤维绳芯为绳芯的高聚类绳芯钢丝绳。
实施例
高聚类绳芯电梯用曳引钢丝绳,包括以下步骤:
步骤一:钢丝股的制备:将原材料线材通过各种加工处理制成所需的钢丝股;
步骤二:绳芯的制备:将原材料通过各种加工处理制成所需的纤维绳芯或混合绳芯;
步骤三:合绳:将8个步骤一中制成的钢丝股包覆在步骤二中制成的纤维绳芯或混合绳芯上,制得所需的高聚类绳芯钢丝绳。
所述步骤一中钢丝股的制备步骤为:
步骤A:选材:选用优质碳素钢线材;
步骤B:表面处理:将步骤A中选用的碳素钢线材放入到除锈装置内进行表面除锈和用磷化池进行磷化涂层处理,以便于下一步骤的钢丝拉拔,磷化层的厚度设为20μm,磷化液浓度控制为55g/L,磷化液温度控制为65℃,表面除锈便于后续加工处理,磷化涂层处理的作用:给钢丝提供保护,在一定程度上防止钢丝被腐蚀、提高漆膜层的附着力与防腐蚀能力和起减摩润滑作用;
步骤C:半成品钢丝拉拔:将步骤B中表面处理好的线材用拉丝机进行冷拉成符合一定尺寸要求的半成品钢丝,拉拔道次选用10道,拉拔速度控制为10m/s;
步骤D:热处理:再将步骤C中半成品钢丝导向热处理装置内进行热处理工序,走线速度控制为70m/s,钢丝加热温度控制为850~950℃,淬火保温温度控制为450~600℃,保证半成品钢丝经热处理获得索氏体金相组织,为了使后续拉拔的成品钢丝满足钢丝绳机械性能;
步骤E:成品钢丝拉拔:将步骤D中热处理后的半成品钢丝再次用拉丝机进行冷拉到满足制造钢丝绳的直径,制的成品钢丝,拉拔道次选用10道,拉拔速度控制为10m/s;
步骤F:捻股(涂润滑剂):将步骤E中制成的成品钢丝导向捻股机中,在捻股机上通过分线盘排列好钢丝,淋油后经过合拢口用压线钢模压紧生产出所需结构,再经过后变形器消除股的应力,然后收在工字轮上,制备得钢丝外层股,捻距倍数控制为9。
所述步骤二中绳芯的制作步骤为:
步骤Ⅰ:选材:采用丙纶、涤纶、亚麻扁丝;丙纶纤维是所有纤维中最轻的纤维,比水还轻,从而具有自重轻的优点,此外还具有弹性好、易洗快干、吸湿性极小,且回潮率被视为0%、不缩水、耐摩擦等特点;涤纶纤维是具有结实耐用、弹性好、不易变形、耐腐蚀、绝缘、挺括、易洗快干等特点,并且其价格便宜,亲油性较好;亚麻纤维具有拉力强、柔软、细度好、导电弱、耐摩擦、耐高温、散热快、吸尘率低、不易撕裂、不易燃烧、不易腐烂、无静电、耐酸碱高等特点;
步骤Ⅱ:捻纱(涂润滑剂):将步骤Ⅰ选用的丙纶、涤纶、亚麻扁丝按一定比例放入捻纱机内,通过捻纱机捻制成纱支,原料质量分数为丙纶33%、涤纶35%、亚麻扁丝32%;
步骤Ⅲ:捻纤维股:将步骤Ⅱ中制成的纱支用捻股机捻成纤维股,需要说明的是,所述纤维股由45根纱支捻制而成;
步骤Ⅳ:合纤维绳芯:将步骤Ⅲ中制得纤维股用合绳机捻制成纤维绳芯,需要说明的是,所述纤维绳芯由3根纤维股捻制而成;
步骤Ⅴ:合混合绳芯:混合绳芯是将8个步骤1中制得钢丝股包覆在步骤Ⅳ中制得纤维绳芯外,组成混合绳芯,需要说明的是,混合绳芯中所述钢丝股由7根钢丝捻制而成。
优选的,所述步骤三中合绳步骤为:将步骤一中制成的8个钢丝外层股在合绳机上通过分线盘排列好,经过预成形器,包覆在纤维绳芯或混合绳芯外围,再通过合拢口压紧,再经过后成形器消除股的应力后,在拉伸设备上进行预拉伸,然后收在工字轮上收线制备得高聚类绳芯钢丝绳,
需要说明的是,所述钢丝股由19根钢丝捻制而成。
最终制得以混合绳芯为绳芯的高聚类绳芯钢丝绳和以纤维绳芯为绳芯的高聚类绳芯钢丝绳。
实施例
高聚类绳芯电梯用曳引钢丝绳,包括以下步骤:
步骤一:钢丝股的制备:将原材料线材通过各种加工处理制成所需的钢丝股;
步骤二:绳芯的制备:将原材料通过各种加工处理制成所需的纤维绳芯或混合绳芯;
步骤三:合绳:将8个步骤一中制成的钢丝股包覆在步骤二中制成的纤维绳芯或混合绳芯上,制得所需的高聚类绳芯钢丝绳。
所述步骤一中钢丝股的制备步骤为:
步骤A:选材:选用优质碳素钢线材;
步骤B:表面处理:将步骤A中选用的碳素钢线材放入到除锈装置内进行表面除锈和用磷化池进行磷化涂层处理,以便于下一步骤的钢丝拉拔,磷化层的厚度设为20μm,磷化液浓度控制为55g/L,磷化液温度控制为65℃,表面除锈便于后续加工处理,磷化涂层处理的作用:给钢丝提供保护,在一定程度上防止钢丝被腐蚀、提高漆膜层的附着力与防腐蚀能力和起减摩润滑作用;
步骤C:半成品钢丝拉拔:将步骤B中表面处理好的线材用拉丝机进行冷拉成符合一定尺寸要求的半成品钢丝,拉拔道次选用10道,拉拔速度控制为10m/s;
步骤D:热处理:再将步骤C中半成品钢丝导向热处理装置内进行热处理工序,走线速度控制为70m/s,钢丝加热温度控制为850~950℃,淬火保温温度控制为450~600℃,保证半成品钢丝经热处理获得索氏体金相组织,为了使后续拉拔的成品钢丝满足钢丝绳机械性能;
步骤E:成品钢丝拉拔:将步骤D中热处理后的半成品钢丝再次用拉丝机进行冷拉到满足制造钢丝绳的直径,制的成品钢丝,拉拔道次选用10道,拉拔速度控制为10m/s;
步骤F:捻股(涂润滑剂):将步骤E中制成的成品钢丝导向捻股机中,在捻股机上通过分线盘排列好钢丝,淋油后经过合拢口用压线钢模压紧生产出所需结构,再经过后变形器消除股的应力,然后收在工字轮上,制备得钢丝外层股,捻距倍数控制为9。
所述步骤二中绳芯的制作步骤为:
步骤Ⅰ:选材:采用丙纶、涤纶、亚麻扁丝;丙纶纤维是所有纤维中最轻的纤维,比水还轻,从而具有自重轻的优点,此外还具有弹性好、易洗快干、吸湿性极小,且回潮率被视为0%、不缩水、耐摩擦等特点;涤纶纤维是具有结实耐用、弹性好、不易变形、耐腐蚀、绝缘、挺括、易洗快干等特点,并且其价格便宜,亲油性较好;亚麻纤维具有拉力强、柔软、细度好、导电弱、耐摩擦、耐高温、散热快、吸尘率低、不易撕裂、不易燃烧、不易腐烂、无静电、耐酸碱高等特点;
步骤Ⅱ:捻纱(涂润滑剂):将步骤Ⅰ选用的丙纶、涤纶、亚麻扁丝按一定比例放入捻纱机内,通过捻纱机捻制成纱支,原料质量分数为丙纶40%、涤纶33%、亚麻扁丝27%;
步骤Ⅲ:捻纤维股:将步骤Ⅱ中制成的纱支用捻股机捻成纤维股,需要说明的是,所述纤维股由45根纱支捻制而成;
步骤Ⅳ:合纤维绳芯:将步骤Ⅲ中制得纤维股用合绳机捻制成纤维绳芯,需要说明的是,所述纤维绳芯由3根纤维股捻制而成;
步骤Ⅴ:合混合绳芯:混合绳芯是将8个步骤1中制得钢丝股包覆在步骤Ⅳ中制得纤维绳芯外,组成混合绳芯,需要说明的是,混合绳芯中所述钢丝股由7根钢丝捻制而成。
优选的,所述步骤三中合绳步骤为:将步骤一中制成的8个钢丝外层股在合绳机上通过分线盘排列好,经过预成形器,包覆在纤维绳芯或混合绳芯外围,再通过合拢口压紧,再经过后成形器消除股的应力后,在拉伸设备上进行预拉伸,然后收在工字轮上收线制备得高聚类绳芯钢丝绳,
需要说明的是,所述钢丝股由19根钢丝捻制而成。
最终制得以混合绳芯为绳芯的高聚类绳芯钢丝绳和以纤维绳芯为绳芯的高聚类绳芯钢丝绳。
实施例
高聚类绳芯电梯用曳引钢丝绳,包括以下步骤:
步骤一:钢丝股的制备:将原材料线材通过各种加工处理制成所需的钢丝股;
步骤二:绳芯的制备:将原材料通过各种加工处理制成所需的纤维绳芯或混合绳芯;
步骤三:合绳:将8个步骤一中制成的钢丝股包覆在步骤二中制成的纤维绳芯或混合绳芯上,制得所需的高聚类绳芯钢丝绳。
所述步骤一中钢丝股的制备步骤为:
步骤A:选材:选用优质碳素钢线材
步骤B:表面处理:将步骤A中选用的碳素钢线材放入到除锈装置内进行表面除锈和用磷化池进行磷化涂层处理,以便于下一步骤的钢丝拉拔,磷化层的厚度设为20μm,磷化液浓度控制为55g/L,磷化液温度控制为65℃,表面除锈便于后续加工处理,磷化涂层处理的作用:给钢丝提供保护,在一定程度上防止钢丝被腐蚀、提高漆膜层的附着力与防腐蚀能力和起减摩润滑作用;
步骤C:半成品钢丝拉拔:将步骤B中表面处理好的线材用拉丝机进行冷拉成符合一定尺寸要求的半成品钢丝,拉拔道次选用10道,拉拔速度控制为10m/s;
步骤D:热处理:再将步骤C中半成品钢丝导向热处理装置内进行热处理工序,走线速度控制为70m/s,钢丝加热温度控制为850~950℃,淬火保温温度控制为450~600℃,保证半成品钢丝经热处理获得索氏体金相组织,为了使后续拉拔的成品钢丝满足钢丝绳机械性能;
步骤E:成品钢丝拉拔:将步骤D中热处理后的半成品钢丝再次用拉丝机进行冷拉到满足制造钢丝绳的直径,制的成品钢丝,拉拔道次选用10道,拉拔速度控制为10m/s;
步骤F:捻股(涂润滑剂):将步骤E中制成的成品钢丝导向捻股机中,在捻股机上通过分线盘排列好钢丝,淋油后经过合拢口用压线钢模压紧生产出所需结构,再经过后变形器消除股的应力,然后收在工字轮上,制备得钢丝外层股,捻距倍数控制为9。
所述步骤二中绳芯的制作步骤为:
步骤Ⅰ:选材:采用丙纶、涤纶、亚麻扁丝;丙纶纤维是所有纤维中最轻的纤维,比水还轻,从而具有自重轻的优点,此外还具有弹性好、易洗快干、吸湿性极小,且回潮率被视为0%、不缩水、耐摩擦等特点;涤纶纤维是具有结实耐用、弹性好、不易变形、耐腐蚀、绝缘、挺括、易洗快干等特点,并且其价格便宜,亲油性较好;亚麻纤维具有拉力强、柔软、细度好、导电弱、耐摩擦、耐高温、散热快、吸尘率低、不易撕裂、不易燃烧、不易腐烂、无静电、耐酸碱高等特点;
步骤Ⅱ:捻纱(涂润滑剂):将步骤Ⅰ选用的丙纶、涤纶、亚麻扁丝按一定比例放入捻纱机内,通过捻纱机捻制成纱支,原料质量分数为丙纶40%、涤纶30%、亚麻扁丝30%;
步骤Ⅲ:捻纤维股:将步骤Ⅱ中制成的纱支用捻股机捻成纤维股,需要说明的是,所述纤维股由45根纱支捻制而成;
步骤Ⅳ:合纤维绳芯:将步骤Ⅲ中制得纤维股用合绳机捻制成纤维绳芯,需要说明的是,所述纤维绳芯由3根纤维股捻制而成;
步骤Ⅴ:合混合绳芯:混合绳芯是将8个步骤1中制得钢丝股包覆在步骤Ⅳ中制得纤维绳芯外,组成混合绳芯,需要说明的是,混合绳芯中所述钢丝股由7根钢丝捻制而成。
优选的,所述步骤三中合绳步骤为:将步骤一中制成的8个钢丝外层股在合绳机上通过分线盘排列好,经过预成形器,包覆在纤维绳芯或混合绳芯外围,再通过合拢口压紧,再经过后成形器消除股的应力后,在拉伸设备上进行预拉伸,然后收在工字轮上收线制备得高聚类绳芯钢丝绳,
需要说明的是,所述钢丝股由19根钢丝捻制而成。
最终制得以混合绳芯为绳芯的高聚类绳芯钢丝绳和以纤维绳芯为绳芯的高聚类绳芯钢丝绳。
对实施例1-4制得的两种高聚类绳芯钢丝绳与天然纤维剑麻绳芯钢丝绳进行性能测定,测定结果如下表1所示:
表1
如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。
需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
上述说明示出并描述了本申请的若干优选实施例,但如前所述,应当理解本申请并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本申请的精神和范围,则都应在本申请所附权利要求的保护范围内。