一种利用机械液压系统生产混凝土香木砖的制备方法及应用
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及陶瓷砖领域,尤其涉及一种利用机械液压系统生产混凝土香木砖的制备方法及应用。
背景技术
木材家具厂在家具加工过程中离弃许多边角料,而这些边角料都是无毒无害的、质感细腻、纹理清晰的优等木材,有些木材更具有香气浓溢、怡人心脾的特性,采用这些木材家具边角料作为水泥木质混凝土中的骨料,合理开发和应用这些生长速度缓慢又十分贵重的木材家具边角料,对贵重木材的利用率达到最大化,使之从废弃料变成人们喜闻乐见的绿色产品,具有更大的市场前景。
由于木材家具厂边角料硬度大、聚合度高,在水泥木质混凝土形成过程中与水泥浆体难以胶结,很难使木材家具边角料木质部的溶质与水泥浆体能够胶连在一起,并达到混凝土香木砖的质量要求。
因此,本领域的技术人员致力于开发一种工艺流程和制作方法,将木材家具边角料木质部的溶质与水泥浆体能够胶连在一起,形成半干硬性水泥木质混凝土,并最终形成混凝土香木砖和混凝土香木板。
发明内容
有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是在水泥木质混凝土形成过程中与水泥浆体能够胶结在一起,从而达到混凝土香木砖的质量要求。
为实现上述目的,本发明提供了一种利用机械液压系统生产混凝土香木砖的制备方法,其特征在于,所述混凝土香木砖利用木材家俱边角料作为水泥木质混凝土的骨料,工艺流程包括机械液压、切割和开槽,所述方法包括以下步骤:
步骤1、对木材家具边角料进行预处理,得到所述木材家具边角料的预处理物,将所述预处理物装袋并封好,并放入到木材预处理池内浸泡,然后取出烘干装袋;
步骤2、将所述预处理物放入指定容器内并轻轻压实,当所述预处理物放置高度达到设定高度时停止放入;
步骤3、将所述容器内的所述预处理物倒出称量并记录,根据所述木材的比重和所述预处理物的容重计算所述预处理物的孔隙率,并根据彩色水泥的容重计算所述彩色水泥的用量;
步骤4、将所述预处理物放入水池内浸泡一定时长后取出,将所述预处理物放置到混凝土搅拌机内,并取所述彩色水泥混合搅拌,然后加水搅拌,加工成半干硬性水泥木质混凝土;
步骤5、将所述半干硬性水泥木质混凝土倒入到混凝土液压机的料箱中压制成型,然后将所述料箱的侧板拆除,使用叉车将所述半干硬性水泥木质混凝土运到养护车间内进行养护;
步骤6、将所述半干硬性水泥木质混凝土养护到一定强度成型后,将所述半干硬性水泥木质混凝土进行切割;
步骤7、对所述半干硬性水泥木质混凝土的表面进行拉槽处理;
步骤8、待所述半干硬性水泥木质混凝土中的所述预处理物的含水率达到预设值时,包装入箱存放。
进一步地,所述步骤1中的所述预处理,包括如下处理:
根据所述木材家具边角料的木材品种和规格不同,进行分类分级;
按照所述水泥木质混凝土切割后木质颗粒和纤维的性能要求,对所述木材家具厂边角料进行粉碎和/或切片处理。
进一步地,所述步骤1中的所述装袋操作,保证每袋重量一致,所述重量设置为按照所述水泥木质混凝土搅拌时每拌料所需的所述木材家具边角料预处理物的重量。
进一步地,所述步骤2中的所述容器为1000mm×1000mm×1000mm的立方体容器,所述设定高度为从所述容器顶部向下50mm。
进一步地,在所述步骤3中,在计算所述彩色水泥用量时,体积部分还包括所述容器顶面向下50mm高度的空间。
进一步地,在所述步骤4中,所述一定时长为1小时,所述混合搅拌时长为2分钟,所述加水搅拌时长为2分钟,所述彩色水泥的用量,根据所述步骤3的方法进行计算。
进一步地,在所述步骤8中,所述含水率预设值为12%。
进一步地,在所述步骤3中,所述彩色水泥采用水泥胶凝剂,为了保证颜色的均匀性,将水泥、颜料及其他粉末材料先进行拌合搅匀。
进一步地,所述其他粉末材料为吸附性粉末材料,包括粉煤灰和硅灰,起到防碱防毒效果。
本发明还提供了一种利用机械液压系统生产的混凝土香木砖,其特征在于,采用如权利要求1-9中任意一项所述方法制作。
在本发明的较佳实施方式中,本发明相对于现有技术,具有如下有益效果:
1、本发明通过机械液压的压力使木材家具边角料木质部的溶质与水泥浆体胶连在一起,并达到混凝土香木砖的质量要求,并通过切割和开槽一系列工艺流程,形成绿色环保的混凝土香木砖;
2、本发明另加粉煤灰或硅灰等吸附性材料,起到防碱防毒效果;
3、本发明利用木材家俱边角料作为水泥木质混凝土的骨料,对贵重木材的利用率达到最大化,使之从废弃料变成人们喜闻乐见的绿色产品,具有更大的市场前景。
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
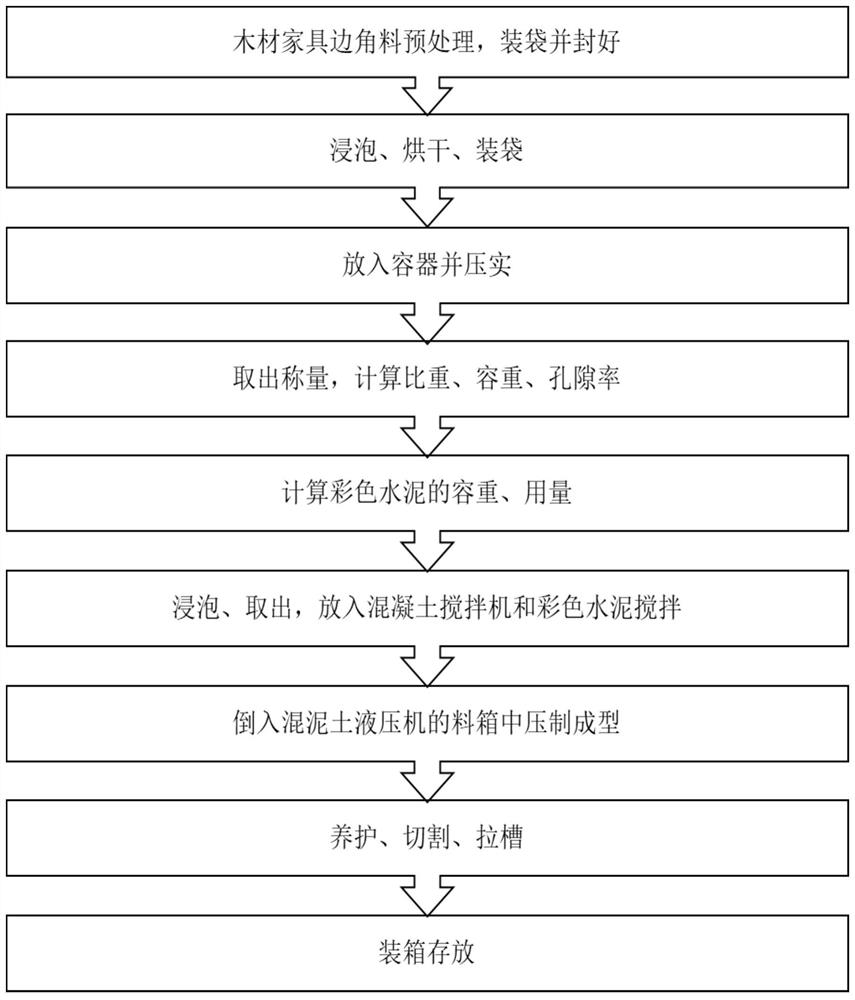
图1是本发明为利用机械液压系统生产混凝土香木砖的制备方法的流程图。
具体实施方式
以下参考说明书附图介绍本发明的多个优选实施例,使其技术内容更加清楚和便于理解。本发明可以通过许多不同形式的实施例来得以体现,本发明的保护范围并非仅限于文中提到的实施例。
在附图中,结构相同的部件以相同数字标号表示,各处结构或功能相似的组件以相似数字标号表示。附图所示的每一组件的尺寸和厚度是任意示出的,本发明并没有限定每个组件的尺寸和厚度。为了使图示更清晰,附图中有些地方适当夸大了部件的厚度。
如图1所示,本发明的混凝土香木砖产品的工艺流程:木材家具边角料预处理,装袋并封好→浸泡、烘干、装袋→放入容器并压实→取出称量,计算比重、容重、孔隙率→计算彩色水泥的容重、用量→浸泡、取出,放入混泥土搅拌机和彩色水泥搅拌→半干硬性水泥木质混凝土→倒入混凝土液压机械的料箱中压制成型→拆去料箱侧板将该料连同料箱底板运至混凝土养护车间进行养护→达到强度后进行切割→表面进行拉槽→装箱存放。
本发明中使用的木材家具边角料是为木材家具厂收集而来的,根据不同品种和大小规格不一等特性对其进行分类分级堆放,按照水泥木质混凝土切割后木质颗粒和纤维的性能要求,对木材家具厂边角料进行粉碎和切片进行不同的加工工艺,然后,对机械加工好的木材家具边角料实现预处理,形成木材家具边角料预处理材料。
本发明制备混泥土香木砖的详细步骤包括如下:
1.预处理:根据产品要求对木材家具厂边角料进行粉粹和切片处理,然后装入袋内封好,放入到木材预处理池内浸泡一段时间后取出烘干装袋,入袋时按每袋同等质量进行定量,按照水泥木质混凝土搅拌时每拌料所需的木材家具边角料预处理的数量按整袋配置。这样,在对水泥木质混凝土搅拌加工时对木材家具边角料预处理无需称量,减少工序流程,节约人工成本。
2.配料:先将木材家具边角料预处理后放入到1000mm*1000mm*1000mm的容器内轻轻压实,装至顶面向下50mm时停止后倒出称量,并将数量记录下来,根据此木材的比重和家具边角料预处理物的容重计算出木材家具边角料预处理的孔隙率,再根据彩色水泥的容重计算出彩色水泥的用量,在计算彩色水泥用量的过程中,必须将顶面向下50的空间计算到体积中去。
3.水泥木质混凝土加工:先将袋内木材家具边角料预处理物浸泡到水池内一小时后取出,然后将其放置到混凝土搅拌机内,取彩色水泥搅拌2分钟后加水搅拌2分钟,半干硬性水泥木质混凝土加工完毕。
4.成型:将加工的半干硬性水泥木质混凝土倒入到混凝土液压机的料箱中,根据混凝土液压机的行程定位,将此材料压制成型。
5.切割拉槽:把料箱的侧板轻轻拆除,采用叉车将其运到养护车间内进行养护,养护到一定强度后,将成型的料物根据产品的具体要求进行切割和拉槽处理。
6.装箱:待产品中的木材家具边角料预处理物含水率达到12%左右时,将产品包装入箱存放。
本发明所中的使用彩色水泥采用水泥胶凝剂,为了保证颜色的均匀性,可以将水泥和颜料及其他粉末材料先进行拌合搅匀,其他粉末材料为粉煤灰或硅灰等吸附性材料,起到防碱防毒效果。
本发明还提供了一种利用机械液压系统生产的混凝土香木砖,采用上述步骤来制备。本发明制备的混凝土香木砖应用到室内的墙体上,墙体砌筑时可采用水泥或其他胶凝剂进行凝结,砌好的墙面采用透明的水性涂料进行涂抹,缝口也可采用美缝胶进行填缝,由于木材家具厂边角料的材质硬重、细腻、纹理深浅相间交错,使墙体具有丰富多彩的个性空间。
本发明的制备方法和工艺流程,不仅适用于制备混凝土香木砖,同样也可以制备混凝土香木板。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。