竹木自动组装机
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及竹木组装机技术领域,尤其涉及竹木自动组装机。
背景技术
竹板材作为一种新兴的天然环保材料,可广泛用于竹家具制造业和新型室内装饰领域。近年来,桃花江竹板材产品已被上海世博会中国馆、意大利米兰家具设计院等国际知名机构广泛推广使用,运用竹板材加工的竹家具及相关产品将越来越受到全世界的青睐。一般竹材的顺纹抗拉力和抗压强度都远远高于一般木材,桃花江竹板材与同等价位的实木地板相比,其抗拉力和抗压强度性能尤为出色,而且,表面滑感更柔和舒适。竹板材是由一片片或一根根竹条经胶合压制而成的集成材,具有卓越的物理力学性能,并且具有吸水膨胀系数小、强度高、稳定性和韧性好的优点。竹材是来自大自然的绿色建材,竹板材完整地保持着天然竹材的原质原味,能让消费者深刻感受到其所营造的家居环境的质朴、清新和高雅,这种效果是任何木质板材所难以达到的。
竹木板在组装时,通过人工涂胶进行粘合组装,人工手持涂胶枪给竹木板进行涂胶,但是人工手持涂胶枪涂胶,竹木板表面胶体分布不均匀,使得后续的竹木板粘贴组装黏贴不牢靠,影响组装质量,为此我们提出竹木自动组装机。
发明内容
针对现有技术的不足,本发明提供了竹木自动组装机,克服了现有技术的不足,旨在解决背景技术中的问题。
为实现上述目的,本发明提供如下技术方案:竹木自动组装机,包括底座,所述底座的顶部依次固定安装有传送带一、驱动台和传送带二,所述驱动台的顶部滑动安装有可升降运动的抖动杆,所述驱动台的上方设置有与抖动杆顶部固定连接的调节板,所述调节板的顶部固定有两个支撑板,两个支撑板组件铰接有定位盒,传送带一输送竹木板到定位盒上,传送带一的一端位于所述定位盒的斜上方,还包括:
固定装置,设置于定位盒上用于对竹木板进行固定,所述驱动台内设有带动抖动杆上下运动的抖动组件;
涂胶组件,设置于定位盒的上方用户对竹木板进行涂胶;
角度调节装置,设置于调节板的顶部用于调节定位盒倾斜使得定位盒上的竹木板滑下到传送带二上,传送带二位于定位盒的一端下方。
作为本发明的一种优选技术方案,所述固定装置包括固定安装于所述定位盒前后两侧内壁的电动伸缩杆,电动伸缩杆的活塞杆固定有滑动安装于定位盒内的活动板,所述定位盒的前后两侧滑动安装有水平设置的J形杆,所述J形杆的一端延伸至定位盒内并与活动板固定连接,所述J形杆的另一端固定有位于定位盒斜上方的夹持板。
作为本发明的一种优选技术方案,涂胶组件设置于定位盒上方的顶盖,所述顶盖的底部与底座之间固定有立柱,所述顶盖的底部横向滑动安装有轨道板,轨道板的底部固定有连杆,连杆的底部固定有矩形框,矩形框内纵向滑动安装有调节块,调节块的底部固定安装有涂胶枪。
作为本发明的一种优选技术方案,所述顶盖的底部开设有凹槽,凹槽内固定安装有导杆,所述轨道板滑动套设与导杆上,凹槽内固定安装有水平设置的气缸,气缸的活塞杆与轨道板固定连接。
作为本发明的一种优选技术方案,所述矩形框内转动安装有与调节块螺纹连接的螺纹杆,所述矩形框上固定安装有双向电机,双向电机的输出轴与螺纹杆固定连接。
作为本发明的一种优选技术方案,所述抖动组件包括固定安装于驱动台内的马达,马达的输出轴固定有转动安装于驱动台内的往复丝杆,驱动台内滑动安装有与往复丝杆螺纹连接的往复板,所述抖动杆的底部滑动贯穿驱动台的上端面并与往复板固定连接。
作为本发明的一种优选技术方案,所述角度调节装置包括开设于调节板顶部的矩形槽,矩形槽内固定安装有电动推杆,电动推杆的推杆固定有滑动安装于矩形槽内的调节块,所述调节块铰接有调节杆,调节杆的顶部与定位盒的底部铰接。
作为本发明的一种优选技术方案,所述定位盒的前后两侧开设有安装孔,所述J形杆远离夹持板的一端滑动贯穿安装孔。
本发明的有益效果:
通过传送带一输送竹木板到定位盒上,启动电动伸缩杆带动活动板移动带动J形杆移动使得夹持板移动,两个夹持板相互靠近对竹木板进行固定,然后启动涂胶枪对竹木板进行涂胶,通过启动气缸带动轨道板水平移动,带动涂胶枪横向水平移动,通过启动双向电机带动螺纹杆转动,带动调节块纵向移动,带动涂胶枪纵向移动调节,实现对竹木板进行多方位涂胶。
通过启动马达带动往复丝杆转动,带动往复板上下运动,带动抖动杆上下运动,带动调节板上下运动,对定位盒进行抖动,对竹木板进行抖动,使得竹木板上的涂胶受到抖动,使得胶体分摊开来,使得胶体均匀分布在竹木板的顶部,然后启动电动推杆电动调节块向左移动,带动调节杆推动定位盒倾斜,使得位于定位盒上的竹木板滑下到传送到带二上,进行后续的组装加工,实现对竹木板进行均匀涂胶加工,流水线作业,自动化程度很高,节省人工,提高组装效率。
本发明实现对竹木板进行多方位涂胶,实现对竹木板进行均匀涂胶加工,配合对竹木板的抖动,使得胶体均与分布,保证竹木板组装质量,流水线作业,自动化程度很高,节省人工,提高组装效率。
附图说明
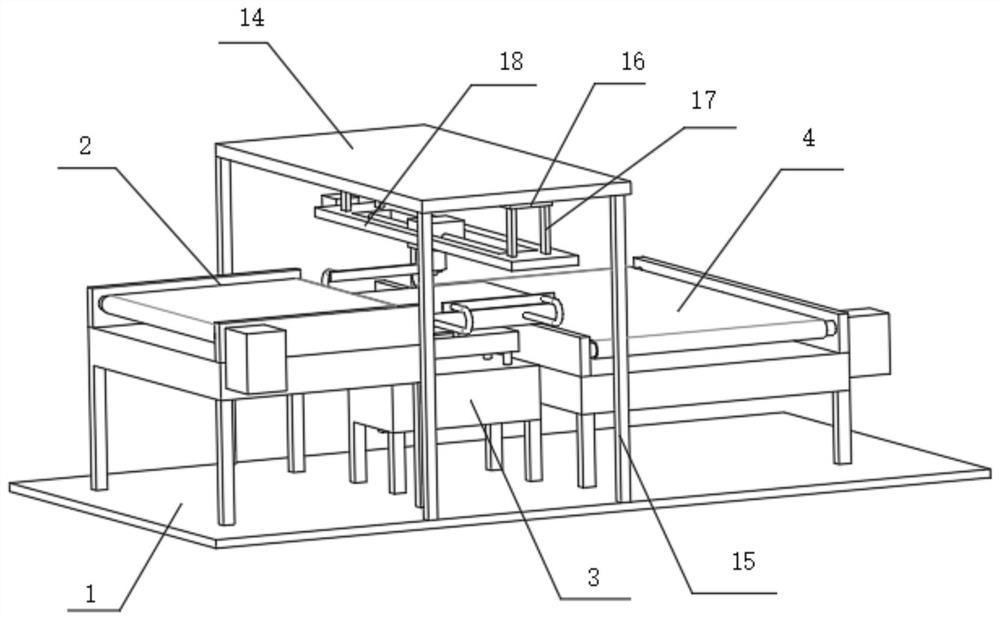
图1为本发明竹木自动组装机的结构示意图;
图2为本发明竹木自动组装机的调节板结构示意图;
图3为本发明竹木自动组装机的传送带一和传送带二结构示意图;
图4为本发明竹木自动组装机的顶盖剖视结构示意图;
图5为本发明竹木自动组装机的驱动台内部结构示意图;
图6为本发明竹木自动组装机的定位盒结构示意图;
图7为本发明竹木自动组装机的矩形框结构示意图。
图中:1、底座;2、传送带一;3、驱动台;301、马达;302、往复丝杆;303、往复板;4、传送带二;5、抖动杆;6、调节板;7、支撑板;8、定位盒;801、电动伸缩杆;802、活动板;9、J形杆;10、夹持板;11、调节块;12、调节杆;13、电动推杆;14、顶盖;15、立柱;16、轨道板;17、连杆;18、矩形框;19、调节块;20、涂胶枪;21、气缸;22、螺纹杆;23、双向电机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-3,竹木自动组装机,包括底座1,底座1的顶部依次固定安装有传送带一2、驱动台3和传送带二4,驱动台3的顶部滑动安装有可升降运动的抖动杆5,驱动台3的上方设置有与抖动杆5顶部固定连接的调节板6,调节板6的顶部固定有两个支撑板7,两个支撑板7组件铰接有定位盒8,传送带一2输送竹木板到定位盒8上,传送带一2的一端位于定位盒8的斜上方,还包括:
请参阅图2和图6,固定装置,设置于定位盒8上用于对竹木板进行固定,固定装置包括固定安装于定位盒8前后两侧内壁的电动伸缩杆801,电动伸缩杆801的活塞杆固定有滑动安装于定位盒8内的活动板802,定位盒8的前后两侧滑动安装有水平设置的J形杆9,J形杆9的一端延伸至定位盒8内并与活动板802固定连接,J形杆9的另一端固定有位于定位盒8斜上方的夹持板10。启动电动伸缩杆801带动活动板802移动带动J形杆9移动使得夹持板10移动,两个夹持板10相互靠近对竹木板进行固定。
其中,定位盒8的前后两侧开设有安装孔,J形杆9远离夹持板10的一端滑动贯穿安装孔,通过安装孔的设置,实现J形杆9与定位盒8的滑动连接。
请参阅图1、图4和图7,涂胶组件,设置于定位盒8的上方用户对竹木板进行涂胶;涂胶组件设置于定位盒8上方的顶盖14,顶盖14的底部与底座1之间固定有立柱15,顶盖14的底部横向滑动安装有轨道板16,轨道板16的底部固定有连杆17,连杆17的底部固定有矩形框18,矩形框18内纵向滑动安装有调节块19,调节块19的底部固定安装有涂胶枪20。顶盖14的底部开设有凹槽,凹槽内固定安装有导杆,轨道板16滑动套设与导杆上,凹槽内固定安装有水平设置的气缸21,气缸21的活塞杆与轨道板16固定连接。矩形框18内转动安装有与调节块19螺纹连接的螺纹杆22,矩形框18上固定安装有双向电机23,双向电机23的输出轴与螺纹杆22固定连接。启动涂胶枪20对竹木板进行涂胶,通过启动气缸21带动轨道板16水平移动,带动涂胶枪20横向水平移动,通过启动双向电机23带动螺纹杆22转动,带动调节块19纵向移动,带动涂胶枪20纵向移动调节,实现对竹木板进行多方位涂胶。
请参阅图5,驱动台3内设有带动抖动杆5上下运动的抖动组件;抖动组件包括固定安装于驱动台3内的马达301,马达301的输出轴固定有转动安装于驱动台3内的往复丝杆302,驱动台3内滑动安装有与往复丝杆302螺纹连接的往复板303,抖动杆5的底部滑动贯穿驱动台3的上端面并与往复板303固定连接。通过启动马达301带动往复丝杆302转动,带动往复板303上下运动,带动抖动杆5上下运动,带动调节板6上下运动,对定位盒8进行抖动,对竹木板进行抖动,使得竹木板上的涂胶受到抖动,使得胶体分摊开来,使得胶体均匀分布在竹木板的顶部。
请参阅图5,角度调节装置,设置于调节板6的顶部用于调节定位盒8倾斜使得定位盒8上的竹木板滑下到传送带二4上,传送带二4位于定位盒8的一端下方。角度调节装置包括开设于调节板6顶部的矩形槽,矩形槽内固定安装有电动推杆13,电动推杆13的推杆固定有滑动安装于矩形槽内的调节块11,调节块11铰接有调节杆12,调节杆12的顶部与定位盒8的底部铰接。启动电动推杆13电动调节块11向左移动,带动调节杆12推动定位盒8倾斜,使得位于定位盒8上的竹木板滑下到传送到带二4上。
工作原理:通过传送带一2输送竹木板到定位盒8上,启动电动伸缩杆801带动活动板802移动带动J形杆9移动使得夹持板10移动,两个夹持板10相互靠近对竹木板进行固定,然后启动涂胶枪20对竹木板进行涂胶,通过启动气缸21带动轨道板16水平移动,带动涂胶枪20横向水平移动,通过启动双向电机23带动螺纹杆22转动,带动调节块19纵向移动,带动涂胶枪20纵向移动调节,实现对竹木板进行多方位涂胶。
通过启动马达301带动往复丝杆302转动,带动往复板303上下运动,带动抖动杆5上下运动,带动调节板6上下运动,对定位盒8进行抖动,对竹木板进行抖动,使得竹木板上的涂胶受到抖动,使得胶体分摊开来,使得胶体均匀分布在竹木板的顶部,然后启动电动推杆13电动调节块11向左移动,带动调节杆12推动定位盒8倾斜,使得位于定位盒8上的竹木板滑下到传送到带二4上,进行后续的组装加工,实现对竹木板进行均匀涂胶加工,流水线作业,自动化程度很高,节省人工,提高组装效率。
最后应说明的是:在本发明的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种竹木自动组坯生产线及其组坯方法
- 一种竹木自动组坯生产线