一种冰箱门高精度装配系统
文献发布时间:2023-06-19 11:27:38
技术领域
本发明属于冰箱装配技术领域,尤其涉及一种冰箱门高精度装配系统。
背景技术
随着社会的发展,冰箱凭借其特有的冷藏、冷冻和保鲜等功能已经成为家家户户必不可少的生活必需品。冰箱在生产的过程中,需要对冰箱门和冰箱主体进行装配。现有技术中采用的方式是:工作人员握住冰箱门的两侧后将冰箱门拿起,使冰箱门底部的转轴孔与冰箱主体底部的转轴正对,并使转轴插入至转轴孔内。但是由于转轴孔位于冰箱门的底部,工作人员在装配时无法看清楚转轴和转轴孔的位置,因此只能根据不断变换冰箱门的位置来尝试让转轴插入至转轴孔内。冰箱门一般在三十斤左右,工作人员在装配的过程中会浪费较多的体力,并且长时间装配,还会造成手部肌肉的损伤,再者,由于工作人员看不清转轴和转轴孔的位置,导致装配效率非常低;并且在装配的过程中,还会造成转轴在冰箱门底部滑动,造成冰箱门底部和转轴的磨损。
发明内容
本发明的目的在于提供一种冰箱门高精度装配系统,以解决现有技术中采用人工装配造成的装配效率低、对冰箱门底部和转轴的磨损和造成工作人员手部肌肉损伤的问题。
为了达到上述目的,本发明的技术方案为:一种冰箱门高精度装配系统,包括控制单元、以及与控制单元连接的冰箱主体运输单元、冰箱门运输单元、识别单元和装配单元;所述冰箱主体运输单元用于将冰箱主体运输至装配区域;所述冰箱门运输单元用于将冰箱门运输至装配区域;所述识别单元用于识别冰箱主体底部转轴的空间位置以及冰箱门底部转轴孔的空间位置,所述识别单元将识别到的转轴和转轴孔的空间位置传输至控制单元;所述装配单元用于对冰箱门和冰箱主体进行装配,所述装配单元包括装配机器人;所述控制单元用于控制装配机器人对冰箱门进行转运并将冰箱门的转轴孔与冰箱本体的转轴对准后进行装配。
进一步,所述识别单元包括转轴孔识别部和转轴识别部,所述转轴孔识别部用于识别转轴孔的空间位置,所述转轴识别部用于识别转轴的空间位置;所述转轴识别部包括第一识别相机,所述转轴孔识别部包括第二识别相机,所述第一识别相机和第二识别相机分别与控制单元连接。
进一步,还包括与控制单元连接的扫码单元,所述冰箱门的侧面贴有识别码,所述扫码单元设于装配区域处并用于扫描识别码;所述识别码用于区分冰箱门的规格;所述控制单元用于判断冰箱门的规格与冰箱主体的规格是否匹配,若匹配,则继续进行装配流程,若不匹配,则停止装配流程。
进一步,所述装配单元还包括设于装配机器人上的夹持架以及设于夹持架上的夹持部,所述夹持部包括两组夹持组件,每组所述夹持组件包括两组第一气缸和夹持块,所述第一气缸和夹持块一一对应,所述第一气缸用于驱动所述夹持块靠近或远离冰箱门,两组夹持块分别用于夹持冰箱门的两侧。
进一步,所述冰箱主体采用双开门式、三开门式或多开门式,所述识别单元和装配单元均设有两组;所述装配单元还包括吸附组件,所述吸附组件包括真空设备以及设于夹持架上的吸盘,所述真空设备与吸盘连接,所述真空设备由所述控制单元控制;所述吸盘用于吸住所述冰箱门;所述夹持组件还包括第二气缸,所述第二气缸设有第一气缸的伸缩轴上,所述第一气缸的伸缩杆和第二气缸的伸缩杆的伸缩方向垂直;所述第二气缸的伸缩杆用于驱动所述夹持块运动。
进一步,所述夹持部设有两组,且分别位于夹持架的上下两侧。
进一步,所述吸盘设有四组,两组吸盘位于夹持架的上侧,另外两组吸盘位于夹持架的下侧;四组所述吸盘均与真空设备连接。
进一步,所述冰箱主体运输单元采用板链输送机进行运输。
进一步,所述冰箱门运输单元采用悬挂链输送机进行运输。
进一步,所述夹持块用于夹持冰箱门的一侧设有硅胶层或橡胶层。
本技术方案的工作原理在于:控制单元用于控制冰箱主体运输单元和冰箱门运输单元运作,使得冰箱门和冰箱主体朝着装配区域运动;当运动到装配区域时,冰箱门运输单元和冰箱主体运输单元停止运作,扫码单元对冰箱门上的识别码进行扫描,并将扫描结果发送至控制单元;控制单元根据扫描结果判断冰箱门和冰箱主体的规格是否匹配,若不匹配,则停止装配流程,若匹配,则继续进行装配流程。匹配成功后,两组装配单元将两组冰箱门进行夹持(或者一组装配单元对一组冰箱门进行夹持),具体方式是:真空吸盘产生负压,将冰箱门的表面吸住,第一气缸和第二气缸运作,使得两组夹持块将冰箱门的两侧夹紧,装配机器人将冰箱门夹持到转轴孔识别部的上方。
然后第一识别相机对冰箱本体上对应的转轴进行拍照,并将转轴照片发送给控制单元,第二识别相机对冰箱门上对应的转轴孔进行拍照,并将转轴孔照片发送控制单元,
规格匹配成功后,控制单元根据转轴孔照片和转轴照片对转轴孔和转轴的三维空间位置进行识别,生成对应的空间坐标;并且控制器根据对应的转轴孔和转轴的空间坐标进行位置移动的换算,生成移动路线,并将移动路线发送给装配机器人,装配机器人根据移动路线进行移动,使得转轴插入至转轴孔内(并且此时冰箱门是打开的)。
转轴插入至转轴孔后,然后反向驱动第一气缸,使得第一气缸带动第二气缸和夹持块远离,再反向驱动第二气缸,使得夹持块远离冰箱门;装配机器人带动吸盘推动冰箱门,使得冰箱门关闭,最后再松开吸盘。随后冰箱主体运输单元将装配好的冰箱主体和冰箱门移动至下一工序。
本技术方案的有益效果在于:①本技术方案采用识别单元和装配单元,实现了装配机器人对冰箱门和冰箱主体的装配,取代了现有技术中的人工装配,实现了精确装配和提高装配效率的效果。②吸盘的设置,不仅能够对冰箱门产生吸附作用,保证冰箱门移动的稳定性,而且能够在冰箱门装配完成后,夹持块不对冰箱门的两侧进行夹紧时,对冰箱门的吸附和推动作用。③扫描单元能够对冰箱门和冰箱主体规格是否匹配进行识别,避免规格不匹配造成的安装错误。④硅胶层和橡胶层的设置,能够起到增大摩擦力以及减小硬质夹持块对冰箱门的损坏。⑤夹持部的设置,能够夹持不同宽度和厚度的冰箱门,适用性广。
附图说明
图1为本发明一种冰箱门高精度装配系统的立体图;
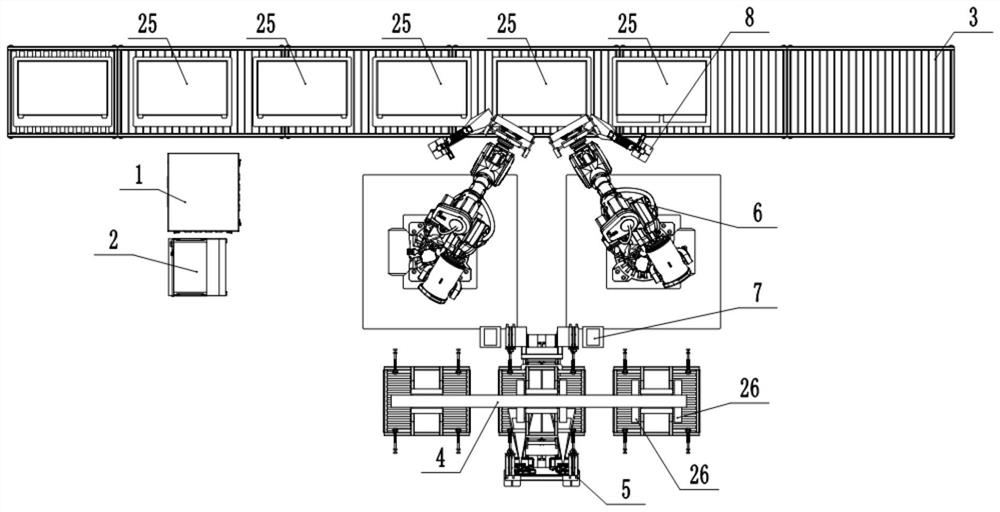
图2为图1的俯视图;
图3为图1中转轴识别部和装配单元的结构示意图;
图4为图1中转轴孔识别部的结构示意图;
图5为图1中扫码单元的结构示意图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:电控柜1、机器人控制柜2、冰箱主体运输单元3、冰箱门运输单元4、扫码单元5、装配机器人6、转轴孔识别部7、转轴识别部8、第一支架9、第一识别相机10、转轴11、第二支架12、第二识别相机13、第三支架14、扫码器15、夹持架16、夹持组件17、第一气缸18、夹持块19、吸附组件20、吸盘21、第二气缸22、电机23、定位相机24、冰箱主体25、冰箱门26。
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例基本如附图1-5所示:一种冰箱门高精度装配系统,包括控制单元、以及与控制单元连接的冰箱主体运输单元3、冰箱门运输单元4、识别单元、装配单元、扫码单元5;控制单元包括电控柜1和机器人控制柜2。电控柜1用于给整个装配系统供电,机器人控制柜2分别与识别单元、装配单元和扫码单元5连接。冰箱主体运输单元3用于将冰箱主体25运输至装配区域;冰箱门运输单元4用于将冰箱门26运输至装配区域;识别单元用于识别冰箱主体25底部转轴11的空间位置以及冰箱门26底部转轴孔的空间位置,识别单元将识别到的转轴11和转轴孔的空间位置传输至机器人控制柜2;装配单元位于装配区域内并用于对冰箱门26和冰箱主体25进行装配,装配单元包括装配机器人6;机器人控制柜2用于控制装配机器人6对冰箱门26进行转运并将冰箱门26的转轴孔与冰箱本体25的转轴11对准后进行装配。
识别单元位于装配区域内,识别单元包括转轴孔识别部7和转轴识别部8,转轴识别部8包括第一支架9和固定在第一支架9上的第一识别相机10,第一识别相机10用于识别转轴11的空间位置;转轴孔识别部7包括第二支架12和固定在第二支架12上的第二识别相机13,第二识别相机13用于识别转轴孔的空间位置;第一识别相机10和第二识别相机13分别与机器人控制柜2连接。
冰箱门26的侧面贴有识别码,扫码单元5设于装配区域处并用于扫描识别码;扫码单元5包括第三支架14、定位相机24、电机23、链轮链条组件和扫码器15,定位相机24、电机23和链条链轮组件设于第三支架14上;电机23用于驱动链轮转动,扫码器15安装在链条上,链条带动扫码器15上下移动,可以实现识别码与扫码器15对准。识别码用于区分冰箱门26的规格;控制单元用于判断冰箱门26的规格与冰箱主体25的规格是否匹配,若匹配,则继续进行装配流程,若不匹配,则停止装配流程。冰箱门26的规格会事先在控制单元中进行设置。
装配单元还包括设于装配机器人6上的夹持架16以及设于夹持架16上的夹持部,夹持部包括两组夹持组件17,每组夹持组件17包括两组第一气缸18和夹持块19,第一气缸18和夹持块19一一对应,第一气缸18用于驱动夹持块19靠近或远离冰箱门26,两组夹持块19分别用于夹持冰箱门26的两侧。夹持块19用于夹持冰箱门26的一侧设有硅胶层或橡胶层。
若冰箱主体25采用双开门式、三开门式或多开门式,则识别单元和装配单元均设有两组,能够加快装配的效率。装配单元还包括吸附组件20(若冰箱主体25为单开门式,则吸附组件20可以不设,也可以设),吸附组件20包括真空设备以及设于夹持架16上的吸盘21,真空设备与吸盘21连接,真空设备由控制单元控制;吸盘21用于吸住冰箱门26;夹持组件17还包括第二气缸22,第二气缸22设有第一气缸18的伸缩轴上,第一气缸18的伸缩杆和第二气缸22的伸缩杆的伸缩方向垂直;第二气缸22的伸缩杆用于驱动夹持块19运动。
夹持部设有两组,且分别位于夹持架16的上下两侧。吸盘21设有四组,两组吸盘21位于夹持架16的上侧,另外两组吸盘21位于夹持架16的下侧;四组吸盘21均与真空设备连接。
冰箱主体运输单元3采用板链输送机进行运输,冰箱门运输单元4采用悬挂链输送机进行运输。
具体实施过程如下:
控制单元用于控制冰箱主体运输单元3和冰箱门运输单元4运作,使得冰箱门26和冰箱主体25朝着装配区域运动;当运动到装配区域时,冰箱门运输单元4和冰箱主体运输单元3停止运作,扫码单元5对冰箱门26上的识别码进行扫描,并将扫描结果发送至控制单元;控制单元根据扫描结果判断冰箱门26和冰箱主体25的规格是否匹配,若不匹配,则停止装配流程,若匹配,则继续进行装配流程。
规格匹配成功后,两组装配单元将两组冰箱门26进行夹持(或者一组装配单元对一组冰箱门26进行夹持),具体方式是:真空吸盘21产生负压,将冰箱门26的表面吸住,第一气缸18和第二气缸22运作,使得两组夹持块19将冰箱门26的两侧夹紧,装配机器人6将冰箱门26夹持到转轴孔识别部7的上方。
然后第一识别相机10对冰箱本体25上对应的转轴11进行拍照,并将转轴11照片发送给控制单元,第二识别相机13对冰箱门上对应的转轴孔进行拍照,并将转轴孔照片发送控制单元。
控制单元根据转轴孔照片和转轴11照片对转轴孔和转轴11的三维空间位置进行识别,生成对应的空间坐标;并且控制器根据对应的转轴孔和转轴11的空间坐标进行位置移动的换算,生成移动路线,并将移动路线发送给装配机器人6,装配机器人6根据移动路线进行移动,使得转轴11插入至转轴孔内(并且此时冰箱门26是打开的)。
转轴11插入至转轴孔后,然后反向驱动第一气缸18,使得第一气缸18带动第二气缸22和夹持块19远离,再反向驱动第二气缸22,使得夹持块19远离冰箱门26;装配机器人6带动吸盘21推动冰箱门26,使得冰箱门26关闭,最后再松开吸盘21。随后冰箱主体运输单元3将装配好的冰箱主体25和冰箱门26移动至下一工序。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
- 一种冰箱门高精度装配系统
- 一种高精度高效组装滑轮的装配系统