一种机床主轴锻造装置
文献发布时间:2023-06-19 12:05:39
技术领域
本发明涉及机床等精密主轴加工领域,具体是一种机床主轴锻造装置。
背景技术
径向锻造是专门加工实心或空心长轴类零件的旋转锻造方法;锻造时,分布在棒料圆周方向的多个锤头对工件快速同步锻打,能按预定程序锻出精密的轴类零件,广泛应用于航空、航天、机械、造船等领域;目前的径向锻造机一般由两端的夹持机构夹持轴类零件的两端,锻头在中间对工件进行锻打,如果夹持机构的夹持中心和锻头的锻打中心存在偏差,则会锻造出非圆截面,而要使两个中心完全重合是不可能的,因此限制了锻造的精度;另外,目前的多个锻头的同步运动主要分为机械驱动和液压驱动两类,机械驱动同步性高,缺点是锻打力度上限小,传动效率低,液压驱动的锻打力度上限大,传动效率高,缺点是同步性较差,需要通过液压同步回路进行控制,液压同步回路会用到各种行程开关、流量调速阀、电液伺服阀等,结构复杂,且阀类零件的精度有限,高精度的阀成本很高,且阀类零件的寿命短,因此我们希望设计一种简单而有效的液压同步结构。
发明内容
针对上述情况,为克服现有技术之缺陷,本发明提供了一种机床主轴锻造装置,有效的解决了径向锻造精度有待提高,液压同步回路结构复杂、成本高的问题。
其解决的技术方案是,一种机床主轴锻造装置,包括两组夹持单元和一组锻造单元,两组夹持单元位于锻造单元的两侧,用于夹持锻造主轴的两端并完成主轴的轴向和圆周向进给;锻造单元包括一个固定的第一环形架,第一环形架的内壁上圆周均布有四个径向的第一活塞孔,每个第一活塞孔内安装有一个第一活塞,第一活塞的外端安装有锻头,四个第一活塞可沿径向同步运动;所述的夹持单元包括固定的第二环形架和一个同心置于环形架内的夹具,第二环形架的内壁上圆周均布有四个导向孔,夹具的外壁上圆周均布有四个径向的导向柱,导向柱一一插入对应的导向孔内,每个导向柱上套装有一个第一压簧,四个第一压簧使夹具向中心位置复位,夹具上圆周均布有四个垂直于导向柱的滑槽,导向柱的外端滑动置于滑槽内;每个导向孔靠近底部位置的内壁上均开有两个开口相对的径向的第一盲孔,每个第一盲孔内安装有一个可滑动的铁芯,每个铁芯底部均安装有一个第二压簧,在两个第二压簧的作用下,两个铁芯接触,导向柱的内端抵住铁芯,使导向柱不能向导向孔底部运动,铁芯上缠绕有线圈组成电磁铁,且线圈通电后两个铁芯相斥,锻造单元的任何一个锻头受压均可使所有线圈通电。
第一环形架的外壁上开有四个并排设置的第二活塞孔,四个第二活塞孔的底部与四个第一活塞孔的底部一一对应连通,每个第二活塞孔内安装有一个第二活塞,每个第二活塞底部均安装有一个第三压簧,四个第二活塞的外端均固定在一个横板上,横板由一个液压缸驱动带动四个第二活塞同步往复运动。
所述的第一活塞的外端开有轴向的第二盲孔,第二盲孔内安装有可轴向滑动的滑块,锻头固定在滑块外端,滑块与盲孔底部之间安装有第四压簧,第二盲孔底部安装有常开式的按钮开关,所有按钮开关并联,按下任何一个按钮开关均可使所有铁芯上的线圈通电。
所述的每个铁芯的外端靠近导向孔孔口的一侧均为斜面,两个铁芯接触后形成一个倒V型结构。
所述的导向孔的底部开有与大气连通的第一气孔。
所述的第二盲孔的底部开有与大气连通的第二气孔。
所述的夹具为三爪卡盘。
还包括多组辅助支撑单元,多组辅助支撑单元沿夹持单元和锻造单元的轴向分布与待锻造主轴的下侧,辅助支撑单元包括一个支撑弹簧,支撑弹簧上端设有一个支撑板,支撑板托在待锻造主轴的下侧,在辅助支撑单元和多个第一压簧的共同作用下,主轴位于夹持单元的中心位置。
所述的支撑弹簧的下端承载在调节螺母或液压油缸上。
本发明通过锻打瞬间定位基准的转换,能够提高主轴的截面尺寸和形状的精度,另外,锻造单元采用液压驱动,通过横板统一驱动多组活塞的运动,既能提供更大锻打力,又保证了锻头运动的同步性。
附图说明
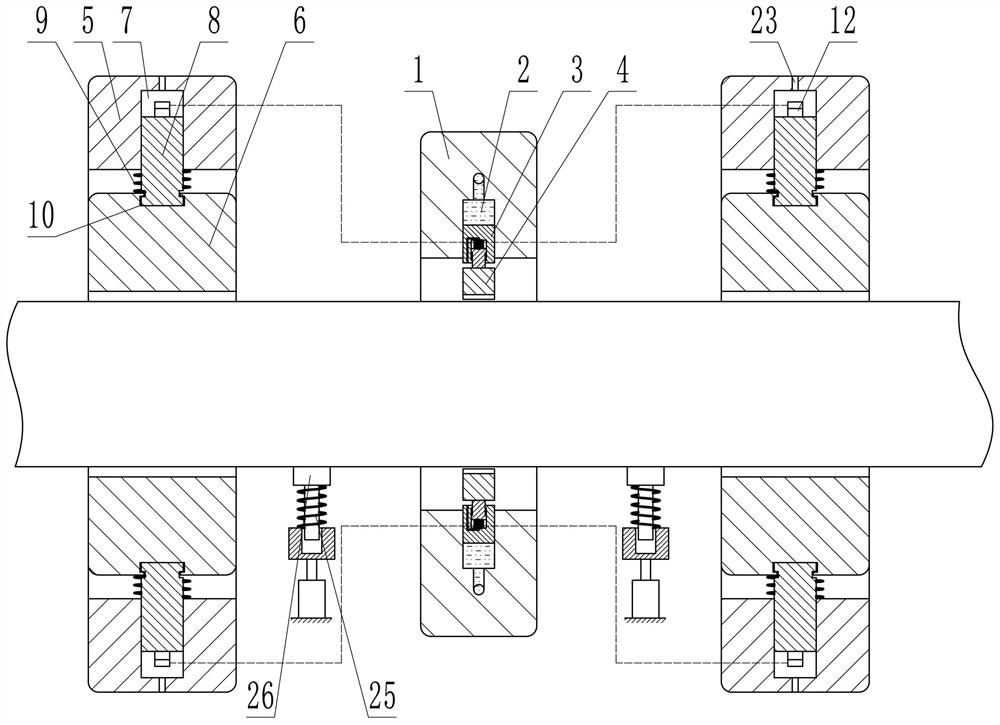
图1为本发明的主视剖视图。
图2为锻造单元的端面图。
图3为非锻打时刻夹持单元的端面图。
图4为锻打时刻夹持单元的端面图。
图5为图2中A位置的放大图。
图6为图3中B位置的放大图。
图7为图4中C位置的放大图。
具体实施方式
以下结合附图对本发明的具体实施方式作出进一步详细说明。
由图1至图7给出,本发明包括两组夹持单元和一组锻造单元,两组夹持单元位于锻造单元的两侧,用于夹持锻造主轴的两端并完成主轴的轴向和圆周向进给;锻造单元包括一个固定的第一环形架1,第一环形架1的内壁上圆周均布有四个径向的第一活塞孔2,每个第一活塞孔2内安装有一个第一活塞3,第一活塞3的外端安装有锻头4,四个第一活塞3可沿径向同步运动;所述的夹持单元包括固定的第二环形架5和一个同心置于环形架内的夹具6,第二环形架5的内壁上圆周均布有四个导向孔7,夹具6的外壁上圆周均布有四个径向的导向柱8,导向柱8一一插入对应的导向孔7内,每个导向柱8上套装有一个第一压簧9,四个第一压簧9使夹具6向中心位置复位,夹具6上圆周均布有四个垂直于导向柱8的滑槽10,导向柱8的外端滑动置于滑槽10内;每个导向孔7靠近底部位置的内壁上均开有两个开口相对的径向的第一盲孔11,每个第一盲孔11内安装有一个可滑动的铁芯12,每个铁芯12底部均安装有一个第二压簧13,在两个第二压簧13的作用下,两个铁芯12接触,导向柱8的内端抵住铁芯12,使导向柱8不能向导向孔7底部运动,铁芯12上缠绕有线圈组成电磁铁,且线圈通电后两个铁芯12相斥,锻造单元的任何一个锻头4受压均可使所有线圈通电。
所述的第一环形架1的外壁上开有四个并排设置的第二活塞孔14,四个第二活塞孔14的底部与四个第一活塞孔2的底部一一对应连通,每个第二活塞孔14内安装有一个第二活塞15,每个第二活塞15底部均安装有一个第三压簧16,四个第二活塞15的外端均固定在一个横板17上,横板17由一个液压缸18驱动带动四个第二活塞15同步往复运动。
所述的第一活塞3的外端开有轴向的第二盲孔19,第二盲孔19内安装有可轴向滑动的滑块20,锻头4固定在滑块20外端,滑块20与盲孔底部之间安装有第四压簧21,第二盲孔19底部安装有常开式的按钮开关22,所有按钮开关22并联,按下任何一个按钮开关22均可使所有铁芯12上的线圈通电。
所述的每个铁芯12的外端靠近导向孔7孔口的一侧均为斜面,两个铁芯12接触后形成一个倒V型结构,这样两个铁芯12相向运动时可将导向柱8向导向孔7外推移,辅助夹具6向中心复位。
所述的导向孔7的底部开有与大气连通的第一气孔23,用于平衡导向孔7内的气压,避免导向孔7与外界形成气压差,阻碍导向柱8的运动。
所述的第二盲孔19的底部开有与大气连通的第二气孔24,用于平衡第二盲孔19内的气压,避免第二盲孔19与外界形成气压差,阻碍滑块20的运动。
所述的夹具6为三爪卡盘。
还包括多组辅助支撑单元,多组辅助支撑单元沿夹持单元和锻造单元的轴向分布与待锻造主轴的下侧,辅助支撑单元包括一个支撑弹簧25,支撑弹簧25上端设有一个支撑板26,支撑板26托在待锻造主轴的下侧,辅助支撑单元承载主轴的重力,在辅助支撑单元和多个第一压簧9的共同作用下,主轴位于夹持单元的中心位置。
所述的支撑弹簧25的下端承载在调节螺母或液压油缸上,以便调节支撑弹簧25的高度和压缩量,以适应不同直径和重量的主轴。
本发明在使用时,待锻造的主轴依次穿过头部夹持单元、锻造单元和另一端的夹持端,并由两端的夹持单元的夹具6夹持主轴的两端,夹持单元轴向移动和绕轴线转动完成主轴的轴向和圆周向进给,同时液压缸18通过横板17驱动四个第二活塞15同步往复运动,四个第二活塞15分别驱动四个第一活塞3同步往复运动,带动锻头4往复运动对主轴进行锻造。
锻造单元的锻头4未对主轴进行锻打时,在第四压簧21的作用下,滑块20未接触第二盲孔19底部的按钮开关22,此时夹持单元的所有铁芯12上的线圈均未通电,在第二压簧13的作用下,同一导向孔7内的两个铁芯12接触,导向柱8的内端抵住两个铁芯12,同一夹持单元上的四个导向柱8均不能轴向移动,因此夹持单元内的夹具6被锁死在中心位置,两组夹持单元稳定的夹持主轴并完成主轴的轴向和圆周向进给,此时主轴的定位基准在两组夹持单元的轴线处;当锻造单元的四个第一活塞3带动四个锻头4向中心运动,四个锻头4接触主轴的表面后,第一活塞3继续运动会使第四压簧21压缩,锻头4压下按钮开关22,从而使两组夹持单元内的铁芯12上的线圈通电,线圈通电后同组的两个铁芯12相斥,两个铁芯12克服第二压簧13的作用分开,此时铁芯12不再对导向柱8进行限位,导向柱8可进行轴向移动,配合导向柱8外端与夹具6之间的沿滑槽10的滑动,使夹具6可在第二环形架5内浮动,此时夹持单元不再对主轴施加约束,此时主轴的定位基准转换至四个锻造单元的轴线处,即四个锻头4的中心,由四个锻头4对浮动的主轴进行自动定位,从而使每个锻头4锻造的力度和径向压入量均相同,保证主轴截面的不变形,避免夹持基准和锻造基准存在偏差引起的各锻头4锻造力度和径向压入量不同而锻出不合格的截面。
当本次锻打结束后,四个第一活塞3向第一活塞孔2内缩入,四个锻头4对主轴的约束解除,此时在第一压簧9的作用下,夹具6带动主轴向夹持单元的中心复位,同时,在第四压簧21的作用下,锻头4松开按钮开关22,线圈断电,在第二压簧13的作用下,同组的两个铁芯12相向运动并接触,将导向柱8的端部顶住,再次将夹具6锁紧,保证主轴精确的轴向和圆周向的进给,两个铁芯12相向运动时铁芯12端部的斜面可将导向柱8向导向孔7外推移,辅助夹具6向中心复位。
本发明通过锻打瞬间定位基准的转换,能够避免夹持基准和锻打基准不重合造成的各锻头4的锻打力度和径向压入量不同,从而避免锻造出不合格截面的主轴,提高主轴的截面尺寸和形状的精度;另外,锻造单元采用液压驱动,通过横板17统一驱动多组活塞的运动,既能提供更大锻打力,又保证了锻头4运动的同步性,同时相对于采用行程开关、流量调速阀、电液伺服阀等实现液压同步回路的方式,本方式克服了阀体精度不足、成本高、寿命短、结构复杂的缺陷。
- 一种机床主轴径向锻造定位基准转换装置
- 一种与快锻造机配合锻造的侧面锻造装置