一种多极耳圆柱锂离子电池
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于锂离子电池领域,尤其涉及一种多极耳圆柱锂离子电池。
背景技术
锂离子电池作为绿色环保新能源,具有可靠性好,安全性高,体积小,重量轻等优点,已经被广泛的应用于数码类产品、电动汽车、军工产品等领域中。
目前的圆柱锂离子电池由于极耳少而引起电池发热,要增加电池容量,直径增加,发热更严重。因此需要在增加直径的同时要增加极耳的个数来降低电池内阻来减低发热。以前采用全极耳方式可以降低内阻,但是该电池工艺包括将端面伸出的极耳采用机械或者超声波柔平,用一个集电片放置于柔平平面上,用激光进行透射焊接,这种柔平方式有四个不足之处,其一:需要占用每端几个毫米的空间,降低电池内部的使用空间;其二:柔平过程容易形成极耳倒插而短路;其三:轴向的激光焊接容易伤及卷芯而造成短路;其四:焊接可靠性因为焊点在焊片的反面而无法进行焊接质量的确认和检验。
发明内容
本发明的目的在于:提供一种多极耳圆柱锂离子电池,采用置于电池卷芯两端的带极耳贯穿孔的正、负极集流板来收集规则分布的多个极耳,极耳焊接占用的空间小,不会发生倒插短路,方便检验和确认焊接质量,可靠性更高。
为了实现上述目的,本发明采用了如下技术方案:一种多极耳圆柱锂离子电池,包括:
壳体;
电芯,其包括正极片和负极片,正极片一侧设置有若干个间隔布置的正极耳,负极片一侧设置有若干个间隔布置的负极耳;
正极组件,其包括正极绝缘碟、正极集流板、电池盖板和正极绝缘片,正极绝缘碟表面设置有容纳槽,容纳槽的底面上设置有若干组周向等距布置的第一正极极耳贯穿孔,一组第一正极极耳贯穿孔包括至少一个第一正极极耳贯穿孔,正极集流板设置在容纳槽内,正极集流板与正极绝缘碟同轴布置,正极集流板上设置有位置对应第一正极极耳贯穿孔的第二正极极耳贯穿孔,若干组正极耳依次穿过第一正极极耳贯穿孔、第二正极极耳贯穿孔后焊接在正极集流板上,正极集流板固定连接电池盖板,电池盖板固定安装在壳体上;
负极组件,其包括负极绝缘片和负极集流板,负极绝缘片上设置有若干组周向等距布置的第一负极极耳贯穿孔,一组第一负极极耳贯穿孔包括至少一个第一负极极耳贯穿孔,负极集流板和负极绝缘片同轴布置,负极集流板上设置有位置对应第一负极极耳贯穿孔的第二负极极耳贯穿孔,若干组负极耳依次穿过第一负极极耳贯穿孔、第二负极极耳贯穿孔后焊接在负极集流板上,负极集流板焊接在壳体上。
作为上述技术方案的进一步描述:
容纳槽的底面上设置有若干组周向等距布置的第一正极极耳贯穿孔。
作为上述技术方案的进一步描述:
正极集流板上设置有若干组周向等距布置的第二正极极耳贯穿孔。
作为上述技术方案的进一步描述:
正极绝缘片设置在正极集流板与电池盖板之间,正极绝缘片上设置有若干个电解液贯穿孔。
作为上述技术方案的进一步描述:
正极绝缘片、正极绝缘碟、正极集流板和负极绝缘片同轴布置,负极集流板通过焊针焊接。
作为上述技术方案的进一步描述:
延伸柄两侧的正极集流板上设置有缺口,缺口平行于延伸柄。
作为上述技术方案的进一步描述:
正极绝缘片上还设置有延伸柄贯穿孔,正极集流板上设置有延伸柄,延伸柄穿过延伸柄贯穿孔后焊接在电池盖板上。
作为上述技术方案的进一步描述:
电池盖板的边缘套设有绝缘圈,绝缘圈的外侧表面抵在壳体上。
作为上述技术方案的进一步描述:
负极集流板中心设置有凸台,凸台焊接在壳体上。
本发明还提供了另一种多极耳圆柱锂离子电池,其包括:
壳体,壳体为铝制成;
电芯,其包括正极片和负极片,正极片一侧设置有若干个间隔布置的正极耳,负极片一侧设置有若干个间隔布置的负极耳;
正极组件,其包括正极绝缘片、正极集流板和电池盖板,正极绝缘片上设置有若干组周向等距布置的第三正极极耳贯穿孔,一组第三正极极耳贯穿孔包括至少一个第三正极极耳贯穿孔,正极集流板和正极绝缘片同轴布置,正极集流板上设置有位置对应第三正极极耳贯穿孔的第四正极极耳贯穿孔,若干组正极耳依次穿过第三正极极耳贯穿孔、第四正极极耳贯穿孔后焊接在正极集流板上,正极集流板固定连接电池盖板,电池盖板固定安装在铝制壳体上;
负极组件,其包括负极绝缘碟、负极集流板、负极外部端子和负极绝缘片,负极绝缘碟表面设置有第二容纳槽,第二容纳槽的底面上设置有若干组周向等距布置的第三负极极耳贯穿孔,一组第三负极极耳贯穿孔包括至少一个第三负极极耳贯穿孔,负极集流板设置在第二容纳槽内,负极集流板与负极绝缘碟同轴布置,负极集流板上设置有位置对应第三负极极耳贯穿孔的第四负极极耳贯穿孔,若干组负极耳依次穿过第三负极极耳贯穿孔、第四负极极耳贯穿孔后焊接在负极集流板上,负极集流板焊接在负极外部端子上,负极外部端子固定安装在壳体上,负极外部端子为铜制成,负极外部端子穿设于负极绝缘片。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
1、本发明中,电芯一端设置有若干组正极耳、相对的另一端设置有若干组负极耳,若干组正极耳依次穿过第一正极极耳贯穿孔、第二正极极耳贯穿孔后焊接在正极集流板上,若干组负极耳依次穿过第一负极极耳贯穿孔、第二负极极耳贯穿孔后焊接在负极集流板上,将正极耳和负极耳都分成若干组后再分别焊接在正极集流板、负极集流板上,极耳焊接占用的空间小到不超过1个毫米,提高电池内部的使用空间,不需要柔平工艺也就不可能发生倒插短路,此外焊接时可以方便地目视或CCD检验和确认焊接质量,具有更高可靠性。因此,最终制得的电池结构紧凑,能量密度高,过流能力强,适合大倍率充放电。
2、本发明中,延伸柄两侧的正极集流板上设置有缺口,使得延伸柄在折弯以焊接在电池盖板上时,折弯点更加靠近正极集流板的中心,便于缩小延伸柄的长度,节约原材料的同时更加便于焊接。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
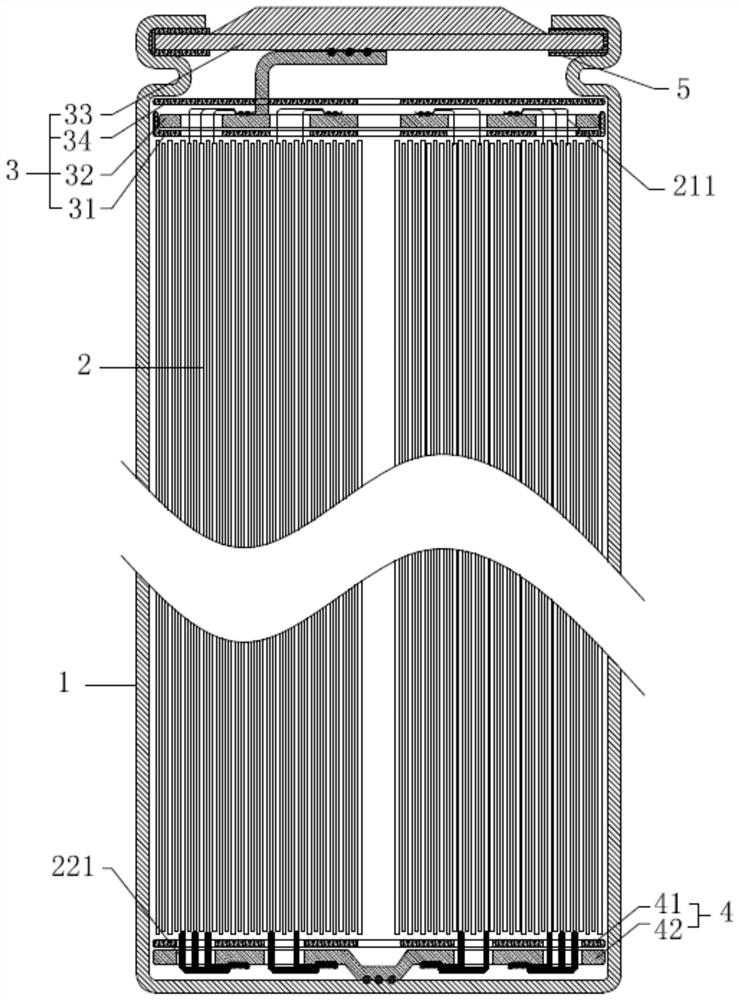
图1为一种多极耳圆柱锂离子电池的装配示意图。
图2为一种多极耳圆柱锂离子电池中正极片的结构示意图。
图3为一种多极耳圆柱锂离子电池中正极片的正极耳安装示意图。
图4为一种多极耳圆柱锂离子电池中负极片的结构示意图。
图5为一种多极耳圆柱锂离子电池中负极片的负极耳安装示意图。
图6为一种多极耳圆柱锂离子电池中正极绝缘碟方案一的结构示意图。
图7为一种多极耳圆柱锂离子电池中正极集流板方案一的结构示意图。
图8为一种多极耳圆柱锂离子电池中正极绝缘片的结构示意图。
图9为一种多极耳圆柱锂离子电池中正极绝缘片的安装示意图。
图10为一种多极耳圆柱锂离子电池中负极绝缘片方案一的结构示意图。
图11为一种多极耳圆柱锂离子电池中负极集流板方案一的结构示意图。
图12为一种多极耳圆柱锂离子电池中正极绝缘碟方案二的结构示意图。
图13为一种多极耳圆柱锂离子电池中正极集流板方案二的结构示意图。
图14为一种多极耳圆柱锂离子电池中负极绝缘片方案二的结构示意图。
图15为一种多极耳圆柱锂离子电池中负极集流板方案二的结构示意图。
图16为一种多极耳圆柱锂离子电池另一种实施方式的装配示意图一。
图17为一种多极耳圆柱锂离子电池另一种实施方式的装配示意图二。
图例说明:
1、壳体;2、电芯;21、正极片;211、正极耳;22、负极片;221、负极耳;3、正极组件;31、正极绝缘碟;311、容纳槽;312、第一正极极耳贯穿孔;32、正极集流板;321、第二正极极耳贯穿孔;322、延伸柄;323、缺口;33、电池盖板;34、正极绝缘片;341、电解液贯穿孔;342、延伸柄贯穿孔;4、负极组件;41、负极绝缘片;411、第一负极极耳贯穿孔;42、负极集流板;421、第二负极极耳贯穿孔;422、凸台;5、绝缘圈;1’、壳体;31’、正极绝缘片;43、负极外部端子;44、负极绝缘碟;41’、负极绝缘片。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-17,本发明提供一种技术方案:一种多极耳圆柱锂离子电池,包括:
壳体1;
电芯2,其包括正极片21和负极片22,正极片21一侧设置有若干个间隔布置的正极耳211,负极片22一侧设置有若干个间隔布置的负极耳221;
正极组件3,其包括正极绝缘碟31、正极集流板32、电池盖板33和正极绝缘片34,正极绝缘碟31表面设置有容纳槽311,容纳槽311的底面上设置有若干组周向等距布置的第一正极极耳贯穿孔312,一组第一正极极耳贯穿孔312包括至少一个第一正极极耳贯穿孔312,正极集流板32设置在容纳槽311内,正极集流板32与正极绝缘碟31同轴布置,正极集流板32上设置有位置对应第一正极极耳贯穿孔312的第二正极极耳贯穿孔321,若干组正极耳211依次穿过第一正极极耳贯穿孔312、第二正极极耳贯穿孔321后焊接在正极集流板32上,正极集流板32上设置有延伸柄322,延伸柄322折弯后焊接在电池盖板33上,电池盖板33固定安装在壳体1上;
负极组件4,其包括负极绝缘片41和负极集流板42,负极绝缘片41上设置有若干组周向等距布置的第一负极极耳贯穿孔411,一组第一负极极耳贯穿孔411包括至少一个第一负极极耳贯穿孔411,负极集流板42和负极绝缘片41同轴布置,负极集流板42上设置有位置对应第一负极极耳贯穿孔411的第二负极极耳贯穿孔421,若干组负极耳221依次穿过第一负极极耳贯穿孔411、第二负极极耳贯穿孔421后焊接在负极集流板42上,负极集流板42中心设置有凸台422,凸台422焊接在壳体1上。
容纳槽311的底面上设置有4组周向等距布置的第一正极极耳贯穿孔312(方案一)。
容纳槽311的底面上设置有3组周向等距布置的第一正极极耳贯穿孔312(方案二)。
正极绝缘片34设置在正极集流板32与电池盖板33之间,正极绝缘片34上设置有若干个电解液贯穿孔341。
正极绝缘片34、正极绝缘碟31、正极集流板32和负极绝缘片41同轴布置,正极绝缘片34、正极绝缘碟31、正极集流板32和负极绝缘片41中央均设置有通孔,负极集流板42通过焊针焊接,焊针设置在4个部件中心的通孔内。
延伸柄322两侧的正极集流板32上设置有缺口323,缺口323平行于延伸柄322。
正极绝缘片34上还设置有延伸柄贯穿孔342,延伸柄322穿过延伸柄贯穿孔342后焊接在电池盖板33上。
电池盖板33的边缘套设有绝缘圈5,绝缘圈5的外侧表面抵在壳体1上,防止短路。
本发明还提供了一种多极耳圆柱锂离子电池的另一种实施方式,包括:
壳体1’,壳体1’为铝制成;
电芯2,其包括正极片21和负极片22,正极片21一侧设置有若干个间隔布置的正极耳211,负极片22一侧设置有若干个间隔布置的负极耳221;
正极组件3,其包括正极绝缘片31’、正极集流板32和电池盖板33,正极绝缘片31’上设置有若干组周向等距布置的第三正极极耳贯穿孔,一组第三正极极耳贯穿孔包括至少一个第三正极极耳贯穿孔,正极集流板32和正极绝缘片31’同轴布置,正极集流板32上设置有位置对应第三正极极耳贯穿孔的第四正极极耳贯穿孔,若干组正极耳211依次穿过第三正极极耳贯穿孔、第四正极极耳贯穿孔后焊接在正极集流板32上,正极集流板32固定连接电池盖板33,电池盖板33固定安装在铝制壳体1’上;
负极组件4,其包括负极绝缘碟44、负极集流板42、负极外部端子43和负极绝缘片41’,负极绝缘碟44表面设置有第二容纳槽,第二容纳槽的底面上设置有若干组周向等距布置的第三负极极耳贯穿孔,一组第三负极极耳贯穿孔包括至少一个第三负极极耳贯穿孔,负极集流板32设置在第二容纳槽内,负极集流板42与负极绝缘碟31同轴布置,负极集流板42上设置有位置对应第三负极极耳贯穿孔的第四负极极耳贯穿孔,若干组负极耳221依次穿过第三负极极耳贯穿孔、第四负极极耳贯穿孔后焊接在负极集流板42上,负极集流板42焊接在负极外部端子43上,负极外部端子43固定安装在铝制壳体1’上,负极外部端子43为铜制成,负极外部端子43穿设于负极绝缘片41’。
工作原理:正极片和负极片制造时用激光模切或者刮片焊的方式按照事先设定的、相对均匀的间隔长度切出或者焊出多个正极耳和负极耳,正极片和负极片卷绕形成电芯,从而在电芯两端形成若干组正极耳和若干组负极耳,一组正极耳包括整齐地排列形成的多个正极耳,一组负极耳包括整齐地排列形成的多个负极耳,一组正极耳的位置对应一个第一正极极耳贯穿孔,一组负极耳的位置对应一个第一负极极耳贯穿孔。
在正极端,每一组正极耳依次穿过事先设计好的、位置对应的正极绝缘碟(塑料)上的极耳贯穿孔、正极集流板(铝)上的极耳贯穿孔,并多层焊接到正极集流板上,形成正极极耳与正极集流板焊接点。正极绝缘碟还防止电芯里面的负极片边缘与正极集流板短路。正极绝缘片(塑料)用来防止正极集流板与壳体短路,正极绝缘片上面设置电解液贯穿孔。正极集流板的伸柄弯曲并穿过正极绝缘片的延伸柄贯穿孔,焊接到电池盖板(内铝和外铁)上,把正极的总电流导出到电池外部。
在负极端,每一组负极耳依次穿过事先设计好的、位置对应的负极绝缘片(塑料)的极耳贯穿孔、负极集流板(铜)的极耳贯穿孔,并多层焊接到负极集流板上,形成负极极耳与负极集流板焊接点。负极集流板的焊接凸台与壳体(钢)底部焊接形成焊点,把负极的总电流导出到电池外部。
电芯两端的正极耳和负极耳可以以任何角度成组,如正极集流板方案一中第二正极极耳贯穿孔的位置对应90°成组的正极耳,正极集流板方案二中第二正极极耳贯穿孔的位置对应120°成组的正极耳。正极绝缘碟、负极绝缘片和负极集流板同理。
在本发明提供的一种多极耳圆柱锂离子电池的另一种实施方式中:在负极端,负极集流板的焊接凸台与负极外部端子(铜或镍)焊接形成焊点,把负极的总电流导出到电池外部。负极绝缘片和负极绝缘碟用来防止负极集流板与壳体(铝)短路。在负极外部端子与电池壳(铝)体之间有一个塑料的绝缘圈防止短路。在正极端,正极集流板的延伸柄弯曲并焊接到盖板(铝)上把正极的电流导出到电池外部。正极的电流可以从壳体的任意部位导出。正极绝缘片用来防止电芯中的负极边缘与正极集流板短路。盖板(铝)上设有一个电解液注液孔。
盖板(铝)通过激光焊接(如图16)或铆接(如图17)在壳体上。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种单头双极的多极耳圆柱锂离子电池
- 一种多极耳圆柱形锂离子电池