一种轴系冲片的热套装置、方法和鼓风机
文献发布时间:2023-06-19 12:10:19
技术领域
本发明涉及电机轴冲片安装领域,尤其涉及一种轴系冲片的热套装置、方法和鼓风机。
背景技术
磁悬浮鼓风机的轴系使用磁悬浮轴向推力轴承来对轴系的轴向进行限位,而在使用磁悬浮轴向推力轴承时轴系与推力盘相连接,并且推力盘需要在轴向位于两个推力轴承中间;因此需要对轴系的轴向位置进行检测,轴系需要安装冲片;但是由于冲片数量过多,直接将冲片叠到转子上不论是装配还是加工都非常困难,并且叠片与转子的轴向位置和同心度都难以保证,从而导致整个转子轴向位置检测不准确。
中国发明专利申请(公开号CN102208849B,公开日:20130313)公开了一种风电转子热套轴装置及其热套轴工艺,包括铁芯冲片、假轴,及外支架结构。通过在所述假轴上叠压所述铁芯冲片,并由所述外支架结构固定,叠压好后再将所述假轴退出,将转子轴热塞进所述转子铁芯当中。本方法使用后对轴和转子轴孔的损伤小,只要涨量足够,甚至可以不压轴,靠轴的自重,一次套入到位,叠压时间及加热时间大大缩短,节省了能源的使用。
现有技术存在以下不足:每个冲片在叠压之前需要先加工出内孔,当叠压的冲片数量较多时,需要加工内孔的时间较多,不利于快速叠压冲片。同时,每次完成一组冲片的套装时都需要用通槽棒检查各槽槽形,确保各槽通槽棒可以通过以保证冲片之间的同心度;当冲片数量较多时,需要多次对冲片组装、检测及调整,降低了冲片叠压效率。而且,以冲片内孔为基准进行调整对齐而未对冲片外圆端面进行同心度调整,从而使得冲片外圆端面之间的同心度较差。
发明内容
本发明的目的是:针对上述问题,提出通过将隔磁环、未打孔的冲片和间隙环在定位孔定位后对叠加后的冲片同时打孔,保证多个冲片内孔的同心度,减少冲片加工内孔的时间,提高冲片叠压效率;热套后同时去除冲片定位块和间隙环的多余材料以及冲片外端余量,提高冲片外圆端面之间同心度的一种轴系冲片的热套装置。
为了实现上述的目的,本发明采用了以下的技术方案:
一种轴系冲片的热套装置,该装置包括隔磁环、冲片定位块、冲片和间隙环,隔磁环内孔和间隙环内孔大小相同并且中心位于相同轴线上;冲片定位块设置有定位孔,隔磁环外表面与定位孔内表面相配合,并且隔磁环内侧端面与定位孔底面相接触;多个冲片沿着轴向相互叠加贴合分布并且冲片外表面与定位孔内表面相配合,位于最内侧的冲片端面与隔磁环外侧端面相贴合;间隙环与冲片定位块可拆卸连接,间隙环设置有间隙环定位面,间隙环定位面与定位孔内表面相配合,并且间隙环内侧面与最外侧的冲片端面相贴合。
作为优选,冲片定位块底面设置有底孔,底孔直径大于隔磁环内孔直径小于隔磁环外端面直径。底孔中心与隔磁环内孔中心位于相同轴线上。
作为优选,冲片定位块设置有固定凸台,间隙环设置有连接凸台;固定凸台和连接凸台相连接,并且固定凸台外端面与连接凸台内端面不接触。固定凸台与连接凸台通过螺钉或者螺栓相连接。固定凸台和连接凸台的多个固定孔沿着圆周方向分布并且相互对齐。
另外,本发明还公开了一种轴系冲片安装方法,该方法采用一种轴系冲片的热套装置,该方法包括以下的步骤:
(S1)隔磁环上料定位:将隔磁环放置在定位孔内并且隔磁环内侧端面与定位孔底面相接触;
(S2)冲片上料定位:将设定数量的冲片相互贴合叠加放置到定位孔内,并且位于最内侧的冲片端面与隔磁环外侧端面相贴合;
(S3)间隙环上料定位:将间隙环定位面与定位孔内表面相配合,间隙环内侧面与最外侧的冲片端面相贴合;
(S4)间隙环锁紧:将间隙环与冲片定位块连接锁紧进而将多个冲片相互压紧;
加工冲片内孔:对锁紧后的多个冲片同时加工出冲片内孔;
(S5)热套:对整个装置加热后将隔磁环、冲片和间隙环热套至轴系上,并且间隙环外侧端面与推力盘相应端面压紧贴合;热套冷却后,隔磁环、冲片和间隙环收缩固定在轴系上;
(S6)去除多余材料:去除冲片定位块和间隙环的多余材料至设定尺寸完成轴系冲片安装过程。
作为优选,去除冲片定位块和间隙环的多余材料时,先将多余材料车削,而后对车削后的表面进行磨外圆。
另外,本发明还公开了一种磁悬浮鼓风机,该鼓风机包括隔磁环、多个叠加贴合的冲片、间隙环、电机轴、推力盘和轴向传感器;推力盘、隔磁环、冲片和间隙环的内孔分别与电机轴相同轴段外表面相配合;推力盘、间隙环、多个叠加贴合的冲片和隔磁环沿着电机轴的轴向依次线性相邻分布,并且推力盘轴向侧端面与电机轴相应轴肩相贴合;隔磁环、冲片和间隙环采用以上所述的方法安装在电机轴上;轴向传感器输出端与冲片所在位置相衔接。
作为优选,鼓风机还设置有速度传感器,速度传感器输出端与电机轴相衔接。
本发明采用上述技术方案的一种轴系冲片的热套装置的优点是:
只需要保证隔磁环,冲片定位块、间隙环的加工尺寸,就可以有效地保证冲片叠压后的总体厚度,从而保证叠压后的冲片在轴系上的轴向位置。同时,冲片叠压至定位孔锁紧后对所有叠压的冲片同时打孔,保证了多个冲片内孔的同心度,也避免了需要先对每个冲片进行打孔再叠压的情况;冲片叠压后同时进行打孔也不需要每次叠压冲片时对冲片内孔进行调整检测,提高了冲片叠压效率,使得加工和安装相对更加方便。而且,将冲片等零件热套至轴系后再同时去除冲片定位块和间隙环的多余材料以及冲片的余量,使得多个冲片外圆端面尺寸相同,提高了多个冲片外圆端面之间的同心度。并且在热套前可以进行尺寸测量,随时查错和调整冲片数量,减少了零件的报废率。
附图说明
图1为磁悬浮鼓风机的结构示意图。
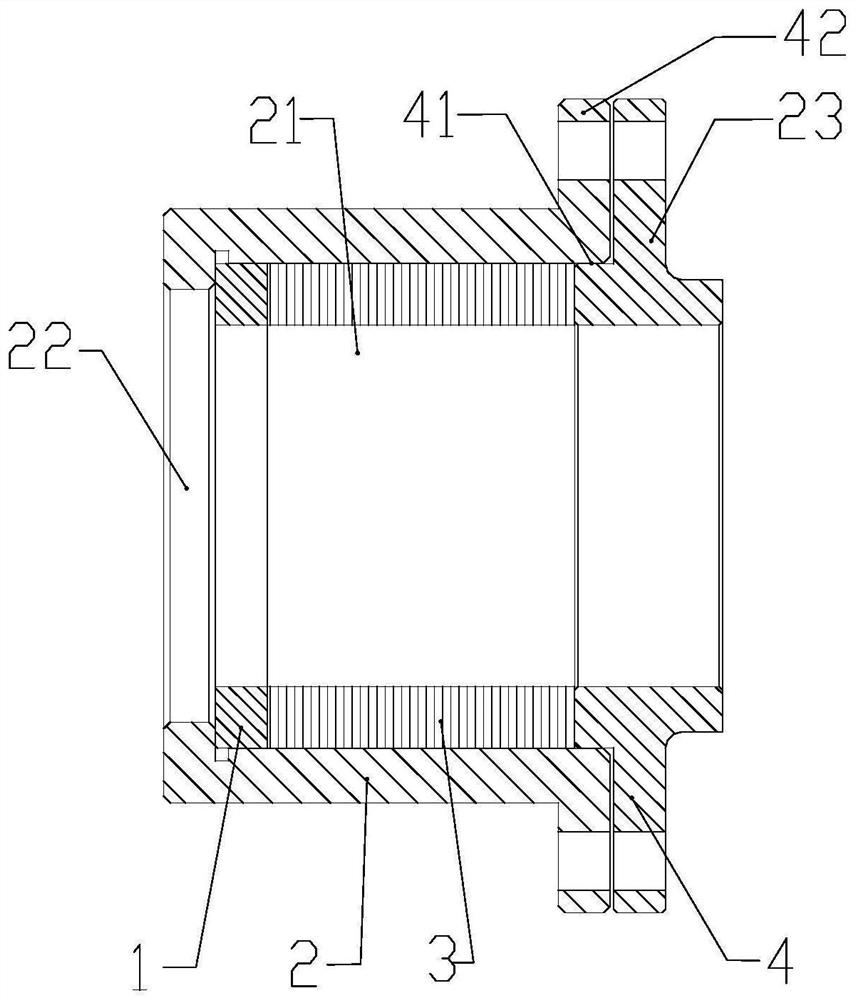
图2为本发明的结构示意图。
7-小叶轮、10-大叶轮、10-后传感器。
具体实施方式
下面结合附图对本发明的具体实施方式进行详细的说明。
实施例1
一种轴系冲片的热套装置,该工装包括隔磁环1、冲片定位块2、冲片3和间隙环4,隔磁环1内孔和间隙环4内孔大小相同并且中心位于相同轴线上;冲片定位块2设置有定位孔21,隔磁环1外表面与定位孔21内表面相配合,并且隔磁环1内侧端面与定位孔21底面相接触;多个冲片3沿着轴向相互叠加贴合分布并且冲片3外表面与定位孔21内表面相配合,位于最内侧的冲片3端面与隔磁环1外侧端面相贴合;间隙环4与冲片定位块2可拆卸连接,间隙环4设置有间隙环定位面41,间隙环定位面41与定位孔21内表面相配合,并且间隙环4内侧面与最外侧的冲片3端面相贴合。
在对冲片热套时:1)将隔磁环1放置在定位孔21内并且隔磁环1内侧端面与定位孔21底面相接触;2)将设定数量的冲片3相互贴合叠加放置到定位孔21内,并且位于最内侧的冲片3端面与隔磁环1外侧端面相贴合;3)间隙环上料定位:将间隙环定位面41与定位孔21内表面相配合,间隙环4内侧面与最外侧的冲片3端面相贴合;4)将间隙环4与冲片定位块2连接锁紧进而将多个冲片3相互压紧;5)对锁紧后的多个冲片3同时加工出冲片内孔;6)对整个装置加热后将隔磁环1、冲片3和间隙环4热套至轴系上,并且间隙环4外侧端面与推力盘相应端面压紧贴合;热套冷却后,隔磁环1、冲片3和间隙环4收缩固定在轴系上;7)去除冲片定位块2和间隙环4的多余材料以及冲片3的余量至设定尺寸完成轴系冲片安装过程。
此种方式中只需要保证隔磁环1,冲片定位块2、间隙环4的加工尺寸,就可以有效地保证冲片叠压后的总体厚度,从而保证叠压后的冲片在轴系上的轴向位置。同时,冲片叠压至定位孔21锁紧后对所有叠压的冲片同时打孔,保证了多个冲片内孔的同心度,也避免了需要先对每个冲片进行打孔再叠压的情况;冲片叠压后同时进行打孔也不需要每次叠压冲片时对冲片内孔进行调整检测,提高了冲片叠压效率,使得加工和安装相对更加方便。而且,将冲片3等零件热套至轴系后再同时去除冲片定位块2和间隙环4的多余材料以及冲片3的余量,使得多个冲片3外圆端面尺寸相同,提高了多个冲片外圆端面之间的同心度。并且在热套前可以进行尺寸测量,随时查错和调整冲片3数量,减少了零件的报废率。
冲片定位块2底面设置有底孔22,底孔22直径大于隔磁环1内孔直径小于隔磁环1外端面直径。底孔22中心与隔磁环1内孔中心位于相同轴线上。
冲片定位块2设置有固定凸台23,间隙环4设置有连接凸台42;固定凸台23和连接凸台42相连接,并且固定凸台23外端面与连接凸台42内端面不接触以使得间隙环4只受到定位孔21的定位,避免其受到固定凸台23外端面的干涉。
固定凸台23与连接凸台42通过螺钉或者螺栓相连接。固定凸台23和连接凸台42的多个固定孔沿着圆周方向分布并且相互对齐。
另外,本发明还公开了一种轴系冲片安装方法,该方法采用一种轴系冲片的热套装置,该方法包括以下的步骤:
(S1)隔磁环上料定位:将隔磁环1放置在定位孔21内并且隔磁环1内侧端面与定位孔21底面相接触;
(S2)冲片上料定位:将设定数量的冲片3相互贴合叠加放置到定位孔21内,并且位于最内侧的冲片3端面与隔磁环1外侧端面相贴合;
(S3)间隙环上料定位:将间隙环定位面41与定位孔21内表面相配合,间隙环4内侧面与最外侧的冲片3端面相贴合;
(S4)间隙环锁紧:将间隙环4与冲片定位块2连接锁紧进而将多个冲片3相互压紧;
(S5)加工冲片内孔:对锁紧后的多个冲片3同时加工出冲片内孔;
(S6)热套:对整个装置加热后将隔磁环1、冲片3和间隙环4热套至轴系上,并且间隙环4外侧端面与推力盘相应端面压紧贴合;热套冷却后,隔磁环1、冲片3和间隙环4收缩固定在轴系上;
(S7)去除多余材料:去除冲片定位块2和间隙环4的多余材料以及冲片3的余量至设定尺寸完成轴系冲片安装过程。
去除冲片定位块2和间隙环4的多余材料时,先将多余材料车削,而后对车削后的表面进行磨外圆。
另外,本发明还公开了一种磁悬浮鼓风机,该鼓风机包括隔磁环1、多个叠加贴合的冲片3、间隙环4、电机轴11、推力盘12和轴向传感器9;推力盘12、隔磁环1、冲片3和间隙环4的内孔分别与电机轴11相同轴段外表面相配合;推力盘12、间隙环4、多个叠加贴合的冲片3和隔磁环1沿着电机轴11的轴向依次线性相邻分布,并且推力盘12轴向侧端面与电机轴11相应轴肩相贴合;隔磁环1、冲片3和间隙环4采用上述的方法安装在电机轴11上;轴向传感器9输出端与冲片3所在位置相衔接。鼓风机还设置有速度传感器8,速度传感器8输出端与电机轴11相衔接。
- 一种轴系冲片的热套装置、方法和鼓风机
- 一种轴系冲片的热套装置和鼓风机