一种全自动背光组装设备
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及自动化制造技术领域,具体涉及一种全自动背光组装设备。
背景技术
在背光模组装过程中,往往需要将LCD模组和背光模组进行组装。目前,市面上背光模组装机功能比较单一,仅能完成工件的基础组装工序,一般是直接撕膜后进行组装,缺少撕膜、贴合等相关机构的辅助,不仅组装稳定性差,组装精度低,严重影响工件组装质量。因此,行业内亟需一种能解决上述问题的方案。
发明内容
本发明的目的在于针对现有技术的不足而提供一种全自动背光组装设备。本发明的目的可以通过如下所述技术方案来实现。
一种全自动背光组装设备,包括机台、上料机构、上料贴合手臂、撕膜机构、贴合机构、保压下料机构及接料机构,所述撕膜机构、所述贴合机构及所述保压下料机构依次设置在所述机台上,所述上料贴合手臂横跨所述撕膜机构、所述贴合机构及所述保压下料机构设置,所述上料机构设置在所述撕膜机构的前侧,所述接料机构设置在所述保压下料机构的后侧。
作为优选地,所述上料机构包括上料机台、拍照定位组件、空盘搬运组件、两个料盘升降组件及两个料盘进出料组件,两个所述料盘进出料组件并排设置在所述上料机台上,所述料盘升降组件设置在所述料盘进出料组件的前侧,所述空盘搬运组件横跨两个所述料盘升降组件设置在所述上料机台,所述拍照定位组件与进料一侧的料盘进出料组件对应设置。
作为优选地,所述料盘进出料组件包括进出料基座、缓存部件及进出料部件,所述缓存部件包括第一阻挡气缸、校正件、正反向丝杆、校正电机、第一驱动电机及若干个第一滚轮,所述第一滚轮设置在所述进出料基座上并与所述第一驱动电机传动连接,所述校正电机驱动所述正反向丝杆转动,所述校正件套设在所述正反向丝杆的两端,所述第一阻挡气缸设置在所述第一滚轮的下方并从所述第一滚轮之间的间隙伸缩阻挡物料,所述进出料部件包括第二驱动电机及若干个转杆,所述转杆设置在所述进出料基座上并与所述第二驱动电机传动连接,每个所述转杆上均套设有多个呈间隔设置的第二滚轮。
作为优选地,所述上料贴合手臂包括第一搬运基座、第二搬运基座、上料搬运组件及贴合搬运组件,所述第一搬运基座与所述第二搬运基座相互平行设置,所述上料搬运组件设置在所述第一搬运基座和所述第二搬运基座之间,且所述上料搬运组件的两端分别与所述第一搬运基座、所述第二搬运基座滑动连接,所述贴合搬运组件与所述第一搬运基座滑动连接。
作为优选地,所述撕膜机构包括撕膜中转基座、中转平台、撕膜组件及离子风清洁组件,所述撕膜中转基座的中部设有第一让位空间,所述撕膜组件及所述离子风清洁组件分别与所述撕膜中转基座滑动连接并置于所述第一让位空间内,且所述离子风清洁组件设置在所述撕膜组件的正面一侧并对准撕膜位置,所述中转平台固定在所述撕膜组件的顶部。
作为优选地,所述撕膜组件包括撕膜座、撕膜滚轮、撕膜升降气缸、撕膜夹爪、撕膜夹爪气缸、夹件升降气缸及撕膜旋转电机,所述撕膜旋转电机安装在所述撕膜座上,所述撕膜夹爪气缸设置在夹件升降气缸上,所述撕膜夹爪气缸推动所述撕膜夹爪张开或闭合,所述夹件升降气缸设置在所述撕膜旋转电机上,所述撕膜滚轮设置在所述撕膜升降气缸上,所述撕膜升降气缸设置在所述撕膜座并位于所述撕膜夹件的前侧,所述撕膜升降气缸推动所述撕膜滚轮升降。
作为优选地,所述贴合机构包括两个左右并排设置的贴合组件,每个所述贴合组件包括贴合平台、贴合移动件及两个对位件,所述贴合平台滑动连接在所述贴合移动件上,且所述贴合平台的下方设有第二让位空间,两个所述对位件沿着所述贴合平台的滑动方向前后设置在所述第二让位空间上。
作为优选地,所述保压下料机构包括保压下料轨道、下料手臂、下料手臂移动模组、精度检测组件、保压下料台、保压下料台移动模组、保压组件及成品抛料组件,所述保压下料台的两侧分别与所述保压下料轨道及所述保压下料台移动模组滑动连接,所述下料手臂的两侧分别与所述保压下料轨道及所述下料手臂移动模组滑动连接,所述保压组件设置在所述保压下料台的上方,所述精度检测组件设置在所述保压下料台的下方,所述成品抛料组件设置在所述下料手臂的旁侧。
作为优选地,所述接料机构包括第一接料升降组件、倍速链组件、阻挡顶升组件、接料作业台及第二接料升降组件,所述第一接料升降组件与所述倍速链组件的前端相接,所述第二接料升降组件与所述倍速链组件的后端相接,所述接料作业台设置在所述倍速链组件的两侧,所述阻挡顶升组件设置在所述倍速链组件间。
作为优选地,所述阻挡顶升组件包括阻挡顶升座、第二阻挡气缸、顶升气缸、顶升载板、平移电机及平移滚轮,所述第二阻挡气缸设置在所述阻挡顶升座的前侧,所述顶升气缸固定在所述阻挡顶升座上,所述顶升载板固定在所述顶升气缸的推动轴上,所述平移滚轮转动连接在所述顶升载板上,所述平移电机与所述平移滚轮传动连接。
与现有技术比,本发明的有益效果:
本发明研发了一种全自动背光组装设备,将工件进行撕膜后再进行贴合,并且通过保压处理使两产品完美贴合后再送料出去,以此将多个工位集为一体,不仅可以精准地完成组装贴合,保障了工件组装稳定性,可提高工件的组装贴合精度,确保工件组装的质量。
附图说明
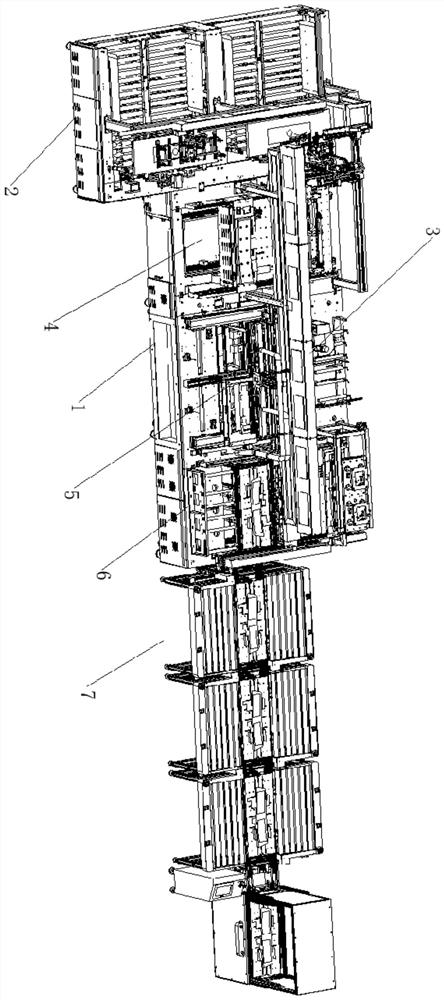
图1为本发明实施例背光组装设备的结构示意图。
图2为本发明实施例中上料机构结构示意图。
图3为本发明实施例中料盘进出料组件及料盘升降组件的结构示意图。
图4为本发明实施例中上料贴合手臂的结构示意图。
图5为本发明实施例中撕膜机构的结构示意图。
图6为本发明实施例中撕膜组件的结构示意图。
图7为本发明实施例中贴合机构的结构示意图。
图8为本发明实施例中保压下料机构的结构示意图。
图9为本发明实施例中接料机构的结构示意图。
图10为本发明实施例中阻挡顶升组件的结构示意图。
具体实施方式
下面将结合具体实施例,对本发明的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通的技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本发明的保护范围。
一种全自动背光组装设备,如图1所示,包括机台1、上料机构2、上料贴合手臂3、撕膜机构4、贴合机构5、保压下料机构6及接料机构7,所述撕膜机构4、所述贴合机构5及所述保压下料机构6依次设置在所述机台1上,所述上料贴合手臂3横跨所述撕膜机构4、所述贴合机构5及所述保压下料机构6设置,所述上料机构2设置在所述撕膜机构4的前侧,所述接料机构7设置在所述保压下料机构6的后侧。
具体地,如图1所示,上料机构2将LCD模组送入,上料贴合手臂3抓取LCD模组至撕膜机构4处进行撕膜后,再移送至贴合机构5处,并与放置在贴合机构5上的背光模组进行贴合,再将完成贴合的整体产品移送至保压下料机构6处进行保压处理,使得两产品完美贴合后将产品放置在接料机构7上传送出去。以此将多个工位集为一体,不仅可以精准地完成组装贴合,保障了工件组装稳定性,可提高工件的组装贴合精度,确保工件组装的质量。
本实施例中提供的一种全自动背光组装设备,如图2所示,所述上料机构2包括上料机台21、拍照定位组件22、空盘搬运组件23、两个料盘升降组件25及两个料盘进出料组件24。两个所述料盘进出料组件24并排设置在所述上料机台21上,其中一个料盘进出料组件24将装满上料产品的料盘送至料盘升降组件25处抬升至预定位置处对料盘上的产品进行抓取上料,而另一个料盘进出料组件24将料盘升降组件25处传送过来的已完成上料的空料盘移送至人工处取走。所述料盘升降组件25设置在所述料盘进出料组件24的前侧,确保料盘进出料组件24将产品向前传送便可顺利并准确地传送至料盘升降组件25处。所述空盘搬运组件23横跨两个所述料盘升降组件25设置在所述上料机台21,确保空盘搬运组件23可以将料盘升降组件25上的空料盘抓取搬运至另一料盘升降组上移送出去。所述拍照定位组件22与进料一侧的料盘进出料组件24对应设置,拍照定位组件22用于确认产品的抓取位置,以便于配合使用的夹具抓取产品进行后续加工。
进行上料时,如图2所示,先将装满产品的料盘放置在图2中左侧的料盘进出料组件24处,料盘进出料组件24将料盘向前传送至料盘升降组件25处,料盘升降组件25将整个料盘向上抬升,拍照定位组件22对料盘上的产品进行检测,确认产品位置后反馈给配合使用的夹具抓取产品,当料盘上的产品全部被取走后,空盘搬运组件23将空料盘搬运至右侧的料盘升降组件25,该料盘升降组件25将空料盘下降并通过右侧的料盘进出料组件24送出。与此同时,由于抓取产品的位置与人工放置位存在一定距离工人,可以在上料位置继续对下一料盘进行上料而不会对工人造成损坏,无需机台1停止工作,有利于提高生产效率。
本实施例中提供的一种全自动背光组装设备,如图3所示,所述料盘进出料组件24包括进出料基座241、缓存部件242及进出料部件243,缓存部件242用于存储物料,当前一料盘完成上料后可直接通过进出料部件243将料盘传送至料盘升降组件25处。所述缓存部件242包括第一阻挡气缸2424、校正件2421、正反向丝杆(图中未示)、校正电机2423、第一驱动电机2422及若干个第一滚轮2425,所述第一滚轮2425设置在所述进出料基座241上并与所述第一驱动电机2422传动连接,所述校正电机2423驱动所述正反向丝杆转动,所述校正件2421套设在所述正反向丝杆的两端,所述第一阻挡气缸2424设置在所述第一滚轮2425的下方并从所述第一滚轮2425之间的间隙伸缩阻挡物料,所述进出料部件243包括第二驱动电机2431及若干个转杆2432,所述转杆2432设置在所述进出料基座241上并与所述第二驱动电机2431传动连接,每个所述转杆2432上均套设有多个呈间隔设置的第二滚轮2433,留有与料盘升降组件25配合的空间。将产品在料盘上装载好后放置在缓存部件242,第一阻挡气缸2424上升来阻挡料盘被第一滚轮2425传送,并且第一滚轮2425驱动正反向丝杆,使两侧的校正件2421往中间移动,进而校正料盘使料盘位于第一滚轮2425的正中间。当需要上料时,第一阻挡气缸2424向下回缩,料盘随着第一滚轮2425往前传送至进出料部件243处,以此可以大大增加存料能力,减少人工上下料频率,有利于提高生产效率。
本实施例中提供的一种全自动背光组装设备,如图4所示,所述上料贴合手臂3包括第一搬运基座31、第二搬运基座32、上料搬运组件33及贴合搬运组件34,所述第一搬运基座31与所述第二搬运基座32相互平行设置,所述上料搬运组件33设置在所述第一搬运基座31和所述第二搬运基座32之间,第一搬运基座31与第二搬运基座32之间的距离可供上料组件自身进行Y方向移动来适应产品位置。所述上料搬运组件33的两端分别与所述第一搬运基座31、所述第二搬运基座32滑动连接,上料搬运组件33在第一搬运基座31、第二搬运基座32上进行X方向移动将上料产品移送到预定位置上,在上料搬运组件33移动的时候,第一搬运基座31与第二搬运基座32既可以为上料搬运组件33移动提供平衡力。所述贴合搬运组件34与所述第一搬运基座31滑动连接。贴合搬运组件34在第一搬运基座31上沿着X方向移动,与上料搬运组件33的移动方向相同,便于抓取上料组件移送到中转位置上的产品进行贴合。
进行上料贴合搬运时,如图4所示,使上料搬运组件33在第一搬运基座31、第二搬运基座32上相对滑动到产品放置处,调整上料搬运组件33的取料角度来适应抓取产品,将产品从上料处移送至中转位置处,上料搬运组件33往回移动继续抓取下一产品,与此同时贴合搬运组件34在第一搬运基座31上相对移动抓取产品进行贴合,避免产品位置随意变动,保障贴合质量,同时可以使产品在贴合时受力均衡,降低产品受损的风险。
本实施例中提供的一种全自动背光组装设备,如图5所示,所述撕膜机构4包括撕膜中转基座41、中转平台44、撕膜组件42及离子风清洁组件43,所述撕膜中转基座41的中部设有第一让位空间45,该第一让位空间45可以容纳撕膜组件42、离子风清洁组件43以及撕膜产品。所述撕膜组件42及所述离子风清洁组件43分别与所述撕膜中转基座41滑动连接并置于所述第一让位空间45内,可以通过使撕膜组件42、离子风清洁组件43在撕膜中转基座41上移动来调整位置来适应撕膜产品。且所述离子风清洁组件43设置在所述撕膜组件42的正面一侧并对准撕膜位置,便于碎屑一掉下来可以被离子风清洁组件43迅速吸附上。所述中转平台44固定在所述撕膜组件42的顶部,便于中转平台44放置完成撕膜后的产品。
可以根据撕膜产品的情况,如图5所示,使撕膜组件42、离子风清洁组件43在撕膜中转基座41上相对滑动来调节两者之间的位置,确保离子风清洁组件43既能吸附到撕膜产生的碎屑,且位于不干涉撕膜动作的位置上,随后外部的夹具夹取LCD模组等产品至撕膜组件42处,撕膜组件42对产品进行撕膜,离子风清洁组件43迅速吸走产生的碎屑,避免异物粘附在撕膜产品上,保证撕膜产品清洁,有效避免影响后续的检测工序。待撕膜完成后将产品放置在中转平台44处暂存,不影响下一产品撕膜。
本实施例中提供的一种全自动背光组装设备,如图6所示,所述撕膜组件42包括撕膜座421、撕膜滚轮422、撕膜升降气缸423、撕膜夹爪424、撕膜夹爪气缸426、夹件升降气缸427及撕膜旋转电机428,所述撕膜旋转电机428安装在所述撕膜座421上,所述撕膜夹爪气缸426设置在夹件升降气缸427上,所述撕膜夹爪气缸426推动所述撕膜夹爪424张开或闭合,所述夹件升降气缸427设置在所述撕膜旋转电机428上,所述撕膜滚轮422设置在所述撕膜升降气缸423上,所述撕膜升降气缸423设置在所述撕膜座421并位于所述撕膜夹件的前侧,所述撕膜升降气缸423推动所述撕膜滚轮422升降。
进行撕膜时,如图6所示,贴合搬运组件34将产品送至撕膜装置的上方,撕膜升降气缸423推动撕膜滚轮422上升与产品的边缘接触,撕膜滚轮422在产品的边缘滚动以使产品上的膜体开口,与此同时,夹件升降气缸427推动撕膜夹爪424及撕膜夹爪气缸426上升,再通过撕膜夹爪气缸426控制撕膜夹爪424张开,然后对准撕膜开口后使撕膜夹爪424闭合以夹住开口的膜体并向下移动,使得膜体开口变大,减少保护膜与产品的粘附面积,避免保护膜粘附力过大而导致保护膜断裂残留在产品上,然后再使撕膜载板在撕膜中转基座41上滑动,进而使得整个保护膜被慢慢撕下,确保保护膜被完整撕下,保障撕膜质量。当保护膜被撕下后,撕膜旋转件带动撕膜夹爪424转动,将撕下的膜体丢进废膜收集处。
本实施例中提供的一种全自动背光组装设备,如图7所示,所述贴合机构5包括两个左右并排设置的贴合组件51,左右两个贴合组件51分别装载着背光模组前后交错移动,分别将两个背光模组与LCD模组贴合。每个所述贴合组件51包括贴合平台511、贴合移动件512及两个对位件513,所述贴合平台511滑动连接在所述贴合移动件512上,且所述贴合平台511的下方设有第二让位空间514,两个所述对位件513沿着所述贴合平台511的滑动方向前后设置在所述第二让位空间514上,第二让位空间514为对位件513提供安装放置的空间,避免对位件513与其他各个部件相互造成干涉。
进行贴合时,如图7所示,位于左侧的贴合平台511装载着背光模组在前侧的对位件513进行位置检测,确定背光模组在贴合平台511上的位置,与此同时,贴合搬运组件34抓取LCD模组在后侧的对位件513进行位置检测,确定LCD模组的位置,此后贴合平台511在贴合移动件512上移动至LCD模组的位置处,贴合搬运组件34抓取LCD模组与背光模组进行贴合,随后该贴合平台511往回移动,由于右侧的贴合平台511相对左侧的贴合平台511前后交错移动,当左侧的贴合平台511上的背光模组与LCD模组贴合完成后,右侧的贴合平台511随即将背光模组完成位置检测并传送至LCD模组的位置处,此时贴合搬运组件34抓取LCD模组与右侧贴合平台511的背光模组进行贴合,进而可实现两个背光模组并排贴合在同一个LCD模组上,还可以精准地进行贴合,保证贴合质量,而且贴合过程两贴合组件51紧密配合,无需等待,有利于提高生产效率。
本实施例中提供的一种全自动背光组装设备,如图8所示,所述保压下料机构6包括保压下料轨道61、下料手臂62、下料手臂移动模组63、精度检测组件64、保压下料台66、保压下料台移动模组65、保压组件67及成品抛料组件68,保压组件67优选为气缸。所述保压下料台66的两侧分别与所述保压下料轨道61及所述保压下料台移动模组65滑动连接,所述下料手臂62的两侧分别与所述保压下料轨道61及所述下料手臂移动模组63滑动连接,以此下料手臂移动模组63为下料手臂62提供动力,保压下料台移动模组65为保压下料台66提供动力,而两者均沿着保压下料轨道61移动,确保两者可以很好地衔接上。所述保压组件67设置在所述保压下料台66的上方,保压组件67从上向下对放置在保压下料台66上的产品进行保压处理。所述精度检测组件64设置在所述保压下料台66的下方,便于对产品组装贴合进行检测。所述成品抛料组件68设置在所述下料手臂62的旁侧,用于接不良品。
完成贴合的LCD模组和背光模组放置在保压下料台66上,保压组件67提供保压压力来对贴合组装产品进行保压处理,使得即使是曲面产品也能完美贴合,并且精度检测组件64移至产品处对产品进行组装精度检测,随后下料手臂移动模组63带动下料手臂62移动,下料手臂62将合格品移送至接料机构7,而不合格品则送至成品抛料组件68处进行处理。
本实施例中提供的一种全自动背光组装设备,如图9所示,所述接料机构7包括第一接料升降组件71、倍速链组件72、阻挡顶升组件74、接料作业台75及第二接料升降组件76,所述第一接料升降组件71与所述倍速链组件72的前端相接,第一接料升降组件71用于将装载产品的料盘送入倍速链组件72往前传送取放产品,第二接料升降组件76用于将空料盘送入倍速链组件72往回传送接料。所述第二接料升降组件76与所述倍速链组件72的后端相接,所述接料作业台75设置在所述倍速链组件72的两侧,将装满产品的料盘移送至作用台上以便取走产品。所述阻挡顶升组件74设置在所述倍速链组件72间,用于阻挡料盘继续前进。
第一升接料降组件将装满产品的料盘送至倍速链组件72上,倍速链组件72将装满产品的料盘往前传送到与接料作业台75对应的位置处时,阻挡顶升组件74将装满产品的料盘顶升起来并将其平移至两侧的接料作业台75上取走产品,当产品取走完毕后,接料作业台75将空料盘向倍速链组件72移送,倍速链组件72将空料盘传送至第二接料升降组件76处,第二接料升降组件76接到空料盘后下降一定高度并通过倍速链组件72往第一接料升降组件71处回送,第一接料升降组件71下降相应的高度接住空料盘并上升进行接料再送至倍速链组件72重复上述动作,全过程一气呵成,无需其他机构来配合,既可以减少占用的空间,还可以大大提升生产效率,而且可以循环回收料盘去接料,方便快捷。
本实施例中提供的一种全自动背光组装设备,如图10所示,所述阻挡顶升组件74包括阻挡顶升座741、第二阻挡气缸742、顶升气缸743、顶升载板744、平移电机745及平移滚轮746,所述第二阻挡气缸742设置在所述阻挡顶升座741的前侧,所述顶升气缸743固定在所述阻挡顶升座741上,所述顶升载板744固定在所述顶升气缸743的推动轴上,所述平移滚轮746转动连接在所述顶升载板744上,所述平移电机745与所述平移滚轮746传动连接。当需要将装满产品的料盘移送至接料作业台75上时,第二阻挡气缸742向上伸出阻挡着料盘继续往前进,随后顶升气缸743推动顶升载板744向上移动,使平移滚轮746与料盘接触并往接料作业台75处移动。
以上借助具体实施例对本发明做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本发明的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本发明所保护的范围。
- 一种全自动背光组装设备
- 一种全自动背光组装机背光夹取机构