旋转电机的转子和旋转电机的转子的组装方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及旋转电机的转子和旋转电机的转子的组装方法。
背景技术
专利文献1公开了旋转电机的例子。旋转电机具备转子。转子具有通过粘接剂而粘接的多个永磁铁。转子具有第一突出部和第二突出部。第一突出部和第二突出部抑制粘接永磁铁的粘接剂的溢出物流入粘接与该永磁铁相邻的永磁铁的部分。
现有技术文献
专利文献
专利文献1:国际公开2018/105046号
发明内容
发明要解决的课题
然而,在专利文献1的旋转电机中,第一突出部和第二突出部通过对圆筒状部件进行切削加工而形成。因此,转子主体的制造工时增加。
本发明的目的在于提供能够容易地形成分隔件的旋转电机的转子以及其组装方法,该分隔件抑制粘接永磁铁的粘接剂的溢出物向粘接与该永磁铁相邻的永磁铁的部分流入。
用于解决课题的手段
本发明的旋转电机的转子具备:旋转体,其以能够绕旋转对称地设置的电枢的对称轴旋转的方式设置,在圆周方向上等间隔地具有沿轴向延伸的多个凸部,并设置有在圆周方向上绕侧面一周的分隔槽;多个永磁铁,它们分别与所述电枢对置,并通过粘接剂粘接于由所述多个凸部和所述分隔槽分隔的多个粘贴面的每一个;以及分隔板,其具有各自的形状为圆弧状的多个分隔片,该分隔板设置于所述分隔槽的整周范围,并从所述旋转体的侧面沿径向突出。
本发明的旋转电机的转子的组装方法具备:分隔板安装工序,在具备旋转体的转子的组装中,在设置于所述旋转体且在圆周方向上绕侧面一周的分隔槽中,将具有各自的形状为圆弧状的多个分隔片的分隔板以从所述旋转体的侧面沿径向突出的方式设置于所述分隔槽的整周范围,所述旋转体以能够绕旋转对称地设置的电枢的对称轴旋转的方式设置,并在圆周方向上等间隔地具有沿轴向延伸的多个凸部;以及永磁铁粘接工序,在所述分隔板安装工序之后,通过粘接剂将多个永磁铁分别粘接于由所述多个凸部和所述分隔槽分隔的多个粘贴面的每一个。
发明效果
根据本发明,旋转电机的转子的旋转体在圆周方向上等间隔地具有沿轴向延伸的凸部。旋转体设置有在圆周方向上绕侧面一周的分隔槽。多个粘贴面由多个凸部和分隔槽分隔。分隔板具有各自的形状为圆弧状的多个分隔片。分隔板设置于分隔槽的整周范围。分隔板从旋转体的侧面沿径向突出。多个永磁铁通过粘接剂粘接于多个粘贴面的每一个。由此,容易地形成了抑制粘接永磁铁的粘接剂的溢出物向相邻的粘贴面流入的分隔件。
附图说明
图1是实施方式1的旋转电机的主视图。
图2是示出实施方式1的转子的立体图。
图3是示出实施方式1的转子的分解立体图。
图4是示出实施方式1的转子的立体图。
图5是实施方式1的转子的主要部分放大图。
图6是示出实施方式1的转子的侧视图。
图7是示出实施方式2的分隔板的主视图。
具体实施方式
参照附图对用于实施本发明的方式进行说明。在各图中,对相同或相当的部分标注相同的标号,并适当简化或省略重复的说明。
实施方式1.
图1是实施方式1的旋转电机的主视图。
旋转电机1例如是永磁铁同步电动机。旋转电机1具备电枢2、轴体3以及转子5。
电枢2关于中心轴旋转对称地设置。电枢2的中心轴是与图1的纸面垂直的方向的轴。电枢2具备电枢线圈4。电枢线圈4设置于电枢2的内表面的内侧。
轴体3设置于电枢2的中心。轴体3设置于电枢2的内侧。轴体3例如是圆柱状的部件。轴体3的中心轴与电枢2的中心轴被设置为同轴。
转子5设置于电枢2的内侧。转子5以能够绕轴体3旋转的方式设置。转子5具备旋转体6和多个永磁铁7。
旋转体6以能够绕轴体3旋转的方式设置。旋转体6例如是沿轴向延伸的正多棱柱状的部件。旋转体6在侧面具有多个凸部8。多个凸部8分别沿旋转体6的轴向延伸。多个凸部8在圆周方向上等间隔地配置。多个凸部8分别设置于例如作为正多棱柱状的部件的旋转体6的侧面的边上。
多个永磁铁7分别设置于旋转体6的侧面。多个永磁铁7分别与电枢线圈4对置。多个永磁铁7分别设置于例如作为正多棱柱状的部件的旋转体6的侧面上。
图2是实施方式1的转子的立体图。
旋转体6具有多个分隔槽9。多个分隔槽9分别在圆周方向上绕旋转体6的侧面一周。多个分隔槽9分别在轴向上对多个凸部8的每一个进行分割。
旋转体6在外侧面具有多个粘贴面10。多个粘贴面10分别是由多个凸部8和多个分隔槽9分隔的区域。多个凸部8分别设置于在圆周方向上相邻的一对粘贴面10的边界。多个分隔槽9分别设置于在轴向上相邻的一对粘贴面10的边界。在该例中,多个粘贴面10设置为沿圆周方向排列为三列。
多个永磁铁7分别通过粘接剂粘接于多个粘贴面10的每一个。多个永磁铁7分别在多个粘贴面10的每一个上各粘接有一个。
转子5具备多个分隔板11。多个分隔板11分别是圆环状的部件。多个分隔板11分别从径向的外侧插入到多个分隔槽9的每一个。多个分隔板11可以分别由磁性材料或非磁性材料的任意材料形成。
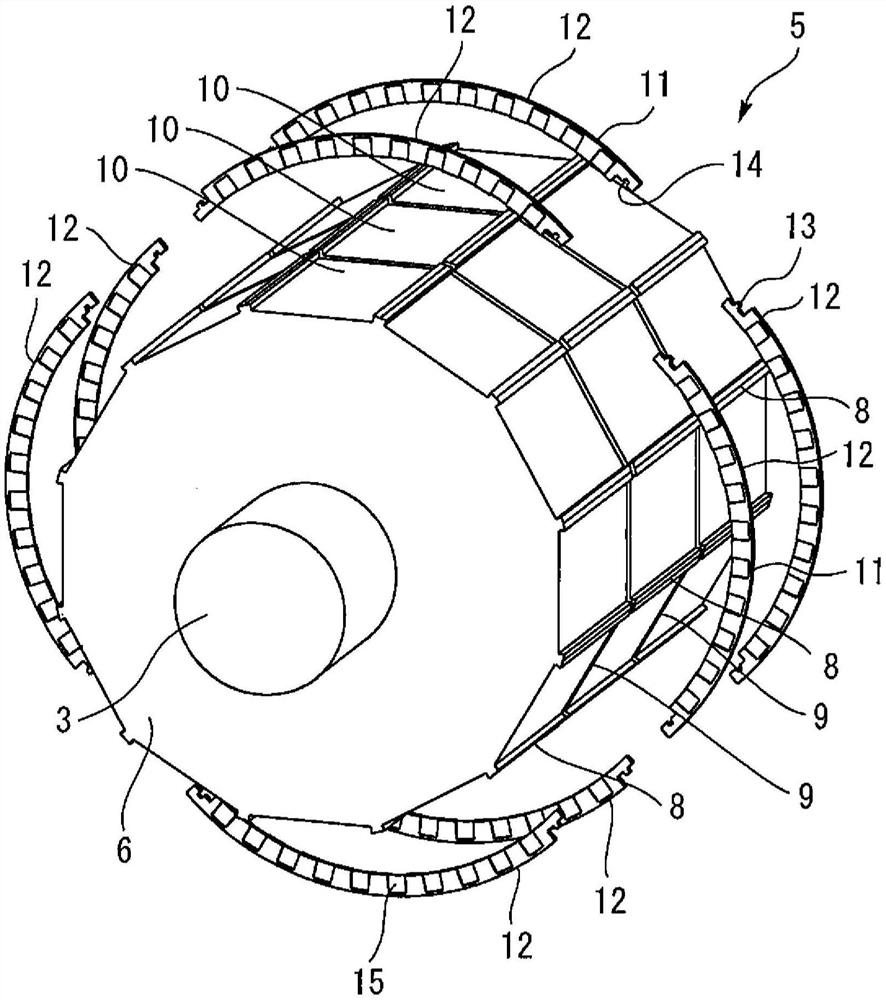
图3是示出实施方式1的转子的分解立体图。在图3中,未图示出多个永磁铁7。
多个分隔板11分别具备多个分隔片12。在该例中,多个分隔板11分别具备四个分隔片12。多个分隔片12分别是圆弧状形状的部件。多个分隔片12分别在旋转体6的圆周方向的一端具有连接凸部13。多个分隔片12分别在旋转体6的圆周方向的另一端具有连接凹部14。连接凸部13例如是朝向旋转体6的径向的外侧突出的部分。连接凹部14例如是具有朝向旋转体6的径向的内侧开放的孔的部分。连接凹部14是供连接凸部13嵌入的部分。
多个分隔片12分别从径向的外侧插入到多个分隔槽9的每一个。多个分隔片12分别也可以压入固定于多个分隔槽9的每一个。旋转体6的径向上的多个分隔片12各自的高度比多个分隔槽9各自的深度高。多个分隔片12分别至少在一个侧面具有多个流入槽15。多个分隔片12各自的侧面是朝向旋转体6的轴向的面。多个流入槽15分别是朝向径向的内侧开放的槽。在图3所示的例子中,多个流入槽15在圆周方向上等间隔地排列。多个流入槽15也可以在圆周方向上不等间隔地排列。
图4是实施方式1的转子的立体图。在图4中,未图示出多个永磁铁7。
在圆周方向上相邻的一对分隔片12通过一个分隔片12的连接凸部13嵌入另一个分隔片12的连接凹部14而连结。多个分隔片12通过将端部连结而形成圆环状的多个分隔板11的每一个。
多个分隔板11分别设置于多个分隔槽9各自的整周范围。多个分隔板11分别从旋转体6的侧面朝向径向的外侧突出。
接着,使用图5和图6对实施方式1的转子的组装方法进行说明。图5是实施方式1的转子的主要部分放大图。图6是实施方式1的转子的侧视图。
转子5的组装方法具备分隔板安装工序和永磁铁粘接工序。在该例中,永磁铁粘接工序是分隔板安装工序之后的工序。
首先,使用图5对分隔板安装工序的作业进行说明。在图5中,示出了未粘接有多个永磁铁7的状态的转子5。
在分隔板安装工序中,转子5的组装作业的作业人员将多个分隔板11分别以从旋转体6的侧面沿径向突出的方式设置在多个分隔槽9各自的整周范围。作业人员将多个分隔片12中的一个插入到多个分隔槽9中的任意一个。作业人员将与该分隔片12相邻的分隔片12插入到该分隔槽9。这时,作业人员将一个分隔片12的连接凸部13嵌入另一个分隔片12的连接凹部14,由此连结彼此相邻的一对分隔片12。作业人员反复连结多个分隔片12一周,由此形成圆环状的分隔板11。这时形成的分隔板11在插入的分隔槽9的整周范围被设置为一个圆形。该分隔板11从旋转体6的侧面突出。
接着,使用图6对永磁铁粘接工序的作业进行说明。
在永磁铁粘接工序中,作业人员将多个永磁铁7通过粘接剂分别粘接于多个粘贴面10的每一个。作业人员例如在粘接永磁铁7的粘贴面10涂布粘接剂。作业人员以多于将永磁铁7粘接于粘贴面10所需的最低限的量涂布粘接剂。
作业人员将永磁铁7粘贴于涂布了粘接剂的粘贴面10。涂布于粘贴面10的粘接剂填充于粘贴面10与永磁铁7之间。粘接剂以多于将永磁铁7粘贴于粘贴面10所需的最低限的量涂布,因此剩余的粘接剂从粘贴面10溢出。作业人员不擦掉溢出的剩余的粘接剂。
从粘贴面10沿圆周方向溢出的粘接剂填充于分隔该粘贴面10的凸部8的侧面与永磁铁7之间。从粘贴面10沿轴向溢出的粘接剂沿插入到分隔该粘贴面10的分隔槽9中的分隔板11的侧面而流入该分隔槽9。这时,流入该分隔槽9的粘接剂填充于设置于该分隔板11的多个分隔片12的多个流入槽15的每一个。该分隔板11通过填充于多个流入槽15的每一个的粘接剂而粘接于该分隔槽9。
作业人员反复进行粘接剂的涂布和永磁铁7的粘贴,从而在旋转体6的侧面的所有粘贴面10各粘贴一个永磁铁7。
如以上所说明的,实施方式1的转子5具备旋转体6、永磁铁7以及分隔板11。旋转体6以能够绕旋转对称地设置的电枢2的对称轴旋转的方式设置。旋转体6在圆周方向上等间隔地具有多个凸部8。多个凸部8分别沿轴向延伸。旋转体6具有分隔槽9。分隔槽9在圆周方向上绕侧面一周。多个永磁铁7分别与电枢2对置。多个永磁铁7分别通过粘接剂粘接于多个粘贴面10的每一个。多个粘贴面10分别由多个凸部8和分隔槽9分隔。分隔板11具有多个分隔片12。多个分隔片12各自的形状为圆弧状。分隔板11设置于分隔槽9的整周范围。分隔板11从旋转体6的侧面沿径向突出。
另外,实施方式1的转子5的组装方法具备分隔板安装工序和永磁铁粘接工序。在分隔板安装工序中,分隔板11在分隔槽9中以从旋转体6的侧面沿径向突出的方式设置于分隔槽9的整周范围。在永磁铁粘接工序中,多个永磁铁7分别通过粘接剂粘接于多个粘贴面10的每一个。
旋转体6的多个凸部8分别是仅沿轴向的一个方向延伸的简单的形状。因此,在旋转体6的制作中,不需要通过切削加工等形成复杂的形状的分隔件。分隔板11设置于沿圆周方向设置的分隔槽9的整周范围。分隔板11从旋转体6的侧面沿径向突出。由此,设置于旋转体6的分隔板11和旋转体6的凸部8抑制从粘接永磁铁7的粘贴面10溢出的粘接剂流入与该粘贴面10相邻的粘贴面10。由此,容易地形成了抑制粘接永磁铁7的粘接剂的溢出物流入相邻的粘贴面10的分隔件。
为了确保粘接的强度,优选多个永磁铁7分别以尽可能大的粘接面积粘接于旋转体6。因此,粘接剂优选以充分的量进行涂布。另一方面,在将永磁铁7粘贴于旋转体6时,剩余的粘接剂从该永磁铁7与粘贴该永磁铁7的粘贴面10之间溢出。在溢出的粘接剂流入与该粘贴面10相邻的粘贴面10的情况下,由于固化的粘接剂,相邻的粘贴面10的粘接强度降低。这样,溢出的粘接剂向相邻的粘贴面10的流入成为永磁铁7的粘接的阻碍。因此,在粘接剂的溢出物流入相邻的粘贴面10的情况下,作业人员需要擦掉流入的粘接剂。在这里,实施方式1的设置于旋转体6的分隔板11和旋转体6的凸部8抑制溢出的粘接剂流入相邻的粘贴面10。因此,不需要擦掉流入相邻的粘贴面10的粘接剂的作业。因此,转子5的组装作业性提高。而且,能够涂布充分的量的粘接剂,因此确保了永磁铁7的粘接强度。而且,不需要隔开粘贴面10的间隔来设置旋转体6以避免粘接剂流入相邻的粘贴面10。因此,能够抑制旋转电机1的大型化和高成本化。
另外,多个分隔片12在圆弧的端部具有连接凸部13。与该分隔片12相邻的分隔片12在圆弧的端部具有供连接凸部13嵌入的连接凹部14。
由此,通过简单的结构,连结多个分隔片12的每一个,由此容易地形成圆环状的分隔板11。因此,转子5的组装作业性提高。
另外,分隔板11通过粘接剂粘接于分隔槽9。
另外,在永磁铁粘接工序中,粘接剂以向分隔槽9溢出的方式涂布于多个粘贴面10的每一个。
由此,分隔板11更可靠地固定于分隔槽9。因此,转子5的强度提高。而且,不需要为了固定分隔板11而另外涂布粘接剂。因此,转子5的组装作业性提高。
另外,多个分隔片12分别在侧面具有多个流入槽15。流入槽15是供粘接剂流入的槽。
另外,在永磁铁粘接工序中,粘接剂以流入多个流入槽15的每一个的方式涂布于多个粘贴面10的每一个。
从粘贴面10溢出的粘接剂填充于多个流入槽15的每一个。由此,在分隔槽9中,能够使取入从粘贴面10溢出的粘接剂的容量变多。因此,分隔板11更有效地抑制粘接剂的溢出物流入相邻的粘贴面10。
另外,多个分隔片12分别也可以在轴向上的两侧的侧面具有多个流入槽15。多个流入槽15分别也可以是贯通侧面的两侧的切口。多个分隔片12分别也可以仅在轴向上的一侧的侧面具有多个流入槽15。多个分隔片12分别也可以没有流入槽15。
另外,多个分隔板11分别也可以具备三种分隔片12。在这里,第一种分隔片12在圆弧的一端具有连接凸部13,在圆弧的另一端具有连接凹部14。第二种分隔片12在圆弧的两端具有连接凸部13。第三种分隔片12在圆弧的另一端具有连接凹部14。这时,多个分隔板11分别组合三种分隔片12而形成为圆环状。或者,多个分隔板11分别也可以仅具备第二种分隔片12和第三种分隔片12这两种分隔片12。这时,多个分隔板11分别交替组合两种分隔片12而形成为圆环状。即,多个分隔片12中的至少任意一个在圆弧的端部具有连接凸部13。与该分隔片12相邻的分隔片12在圆弧的端部具有连接凹部14。
另外,在永磁铁粘接工序中,作业人员可以将粘接剂直接涂布于永磁铁7。或者,作业人员也可以将粘接剂涂布于永磁铁7和粘贴面10双方。
实施方式2.
在实施方式2中,对与实施方式1公开的例子不同的点进行详细说明。关于在实施方式2中未说明的特征,可以采用实施方式1公开的例子中的任何特征。
图7是示出实施方式2的分隔板的主视图。多个分隔板11分别具有多个桥接部16。多个桥接部16分别在圆弧的端部连结相邻的一对分隔片12。多个桥接部16分别是在包含连结的一对分隔片12的圆弧的面内能够弯折的薄壁的部分。多个分隔板11各自的设置于一端的分隔片12具有连接凸部13。多个分隔板11各自的设置于另一端的分隔片12具有连接凹部14。
接着使用图7对实施方式2的转子5的组装方法进行说明。
在分隔板安装工序中,作业人员将多个分隔板11分别以从旋转体6的侧面沿径向突出的方式设置于多个分隔槽9各自的整周范围。作业人员将多个分隔片12中的一个插入到多个分隔槽9中的任意一个。作业人员通过桥接部16使与该分隔片12相邻的分隔片12弯折并旋转而插入到该分隔槽9。作业人员在连结的多个分隔片12的两端将连接凸部13嵌入连接凹部14,由此形成圆环状的分隔板11。在将连接凸部13嵌入连接凹部14时,作业人员也可以将设置有连接凸部13和连接凹部14中的至少一方的端部从旋转体6的侧面向径向的外侧抬起。这时,形成的分隔板11在插入的分隔槽9的整周范围被设置为一个圆形。该分隔板11从旋转体6的侧面突出。
在永磁铁粘接工序中,作业人员与实施方式1的组装方法同样地将多个永磁铁7分别粘接于旋转体6。
如以上所说明的,实施方式2的转子5的分隔板11具有桥接部16。桥接部16在圆弧的端部连结多个分隔片12。桥接部16是能够弯折的部分。
这样,多个分隔片12通过桥接部16而连结。因此,分隔板11容易安装于分隔槽9。由此,转子5的组装作业性提高。
另外,在多个分隔板11的每一个中,多个分隔片12与多个桥接部16也可以一体地形成。
产业上的可利用性
本发明的转子能够适用于旋转电机。本发明的组装方法能够适用于该转子的组装。
标号说明
1:旋转电机;2:电枢;3:轴体;4:电枢线圈;5:转子;6:旋转体;7:永磁铁;8:凸部;9:分隔槽;10:粘贴面;11:分隔板;12:分隔片;13:连接凸部;14:连接凹部;15:流入槽;16:桥接部。
- 旋转电机的转子和旋转电机的转子的组装方法
- 旋转电机用转子、及具备该旋转电机用转子的旋转电机